Years of searching has never led to finding a sutiable bevel gear set for a 7/8" Shay. The face length is always to short and to make matters worse I can not even find a good compromise. The stock gears always stick out one end or the other not in the middle of a proper Shay gear.
I know at least three ways to make a bevel gear set in my shop. Two of them require me to make an attachment to one of my machines. I plan to start with the parallel depth method Kozo used but slightly different. I will describe all three methods in this topic so ask any questions as I go through the explanition.
A question came to me by PM asking if Shay gears were ever used as cast without machining as was common in early farm machinery. I know in later years they were machined as there is a photo of a Shay bull gear being machined. The photo was not taken in the original Lima Machine Works but in a much later version of the company.
I can not say for sure but Lima was really back in the woods when the early Shays were made and the only bevel gear machine that was avaible at the time to machine gears was the bevel gear template planer invented by William Gleason in 1874. This was 6 years before the first Shays but I find it unlikely that one would have been in a small shop in Lima Ohio making saw mills and farm equipment. It is my opinion that the early gears were used as cast and as sales picked up new machinery was added to the shop.
Here is a sketch of the operating principal of the early Gleason bevel gear planer.
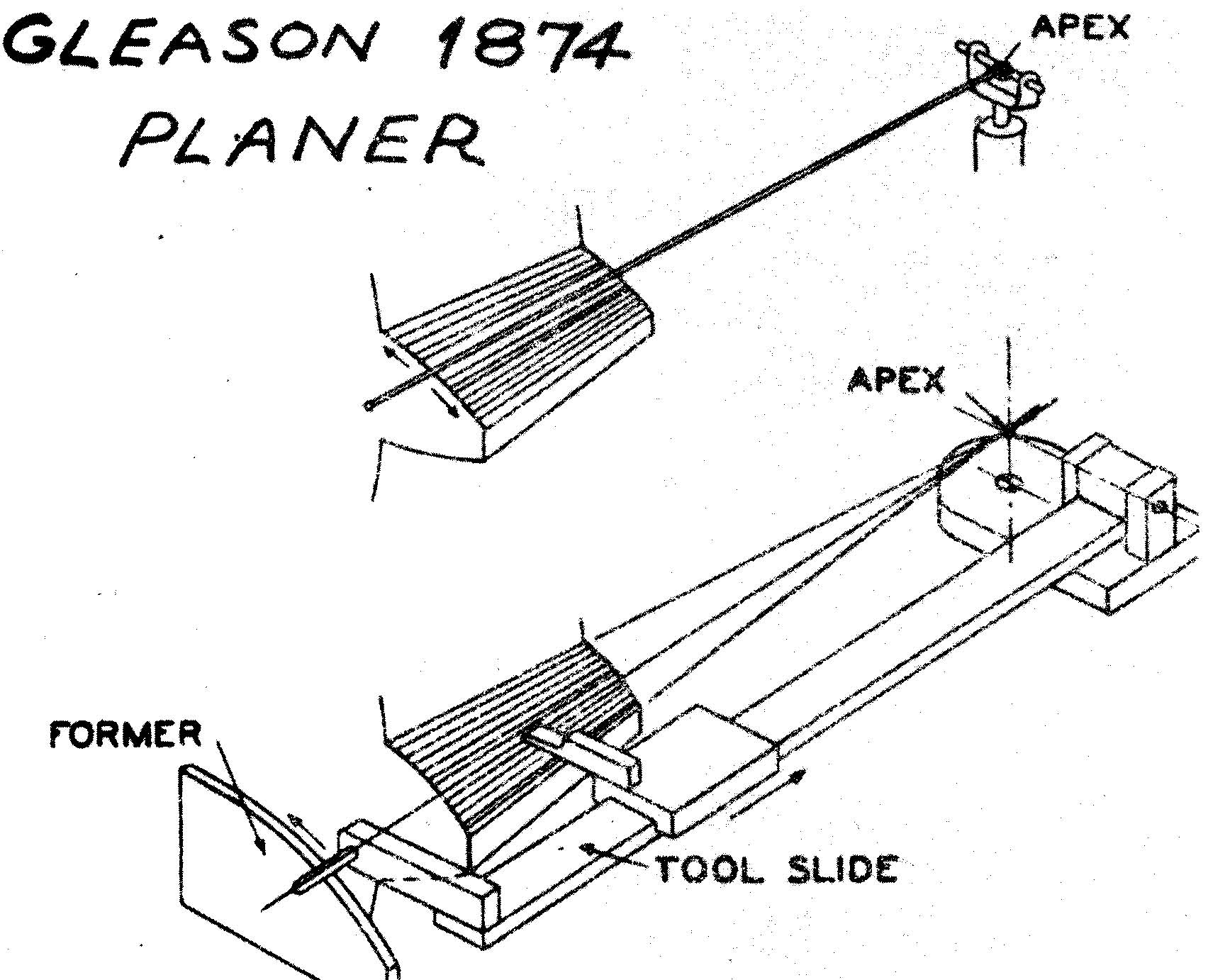
I have thoughts of making a small version of this machine so I can cut teeth in wax blanks. It is the simplest way I could make an accurate true bevel gear. Cast in nickel silver and covered in black grease would make a very convincing Shay gear.
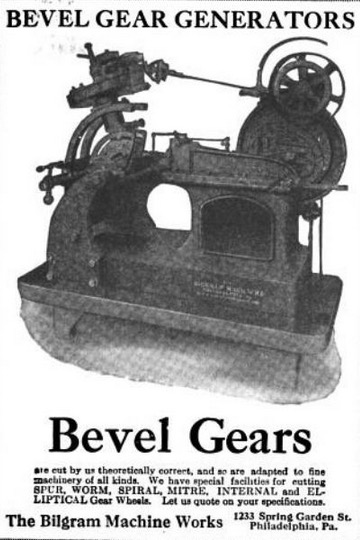
The next mathod to be avaible in the US was invented by Hugo Bilgram in 1884. This was a modified shaper with an attachment to roll the gear blank on a master cone that matched the pitch cone of the gear being cut. The shaper had a single tooth rack that cuts the gap. This ia a version from about 1900 with added automatic indexing. The first models had manual indexing and operation. This machine was designed for gears for chainless bicycles as this was all the rage at the time. I am not sure if these machines were ever made large enough for Shay gears.
I have considered making one of the attachments for my shaper but I soon sober up.
The final method was most likely not used at the Lima works but it could have been used by back shops near working Shays especially ones used in distant locations like Queensland.
The earliest mention of the parallel depth method I have found is in
American Machinist Gear Book 1910 by Charles H. Logue. He was one of the editors of the
American Machinist and gives two early 1891 and 1892 references of the method but states that the first practical method was published in the
American Machinist 14 Jan 1909 by S. K. Allen and that is the method used in the book.
I have a full set of mod 0.5 gear cutters and I will explain the method and give it a try.
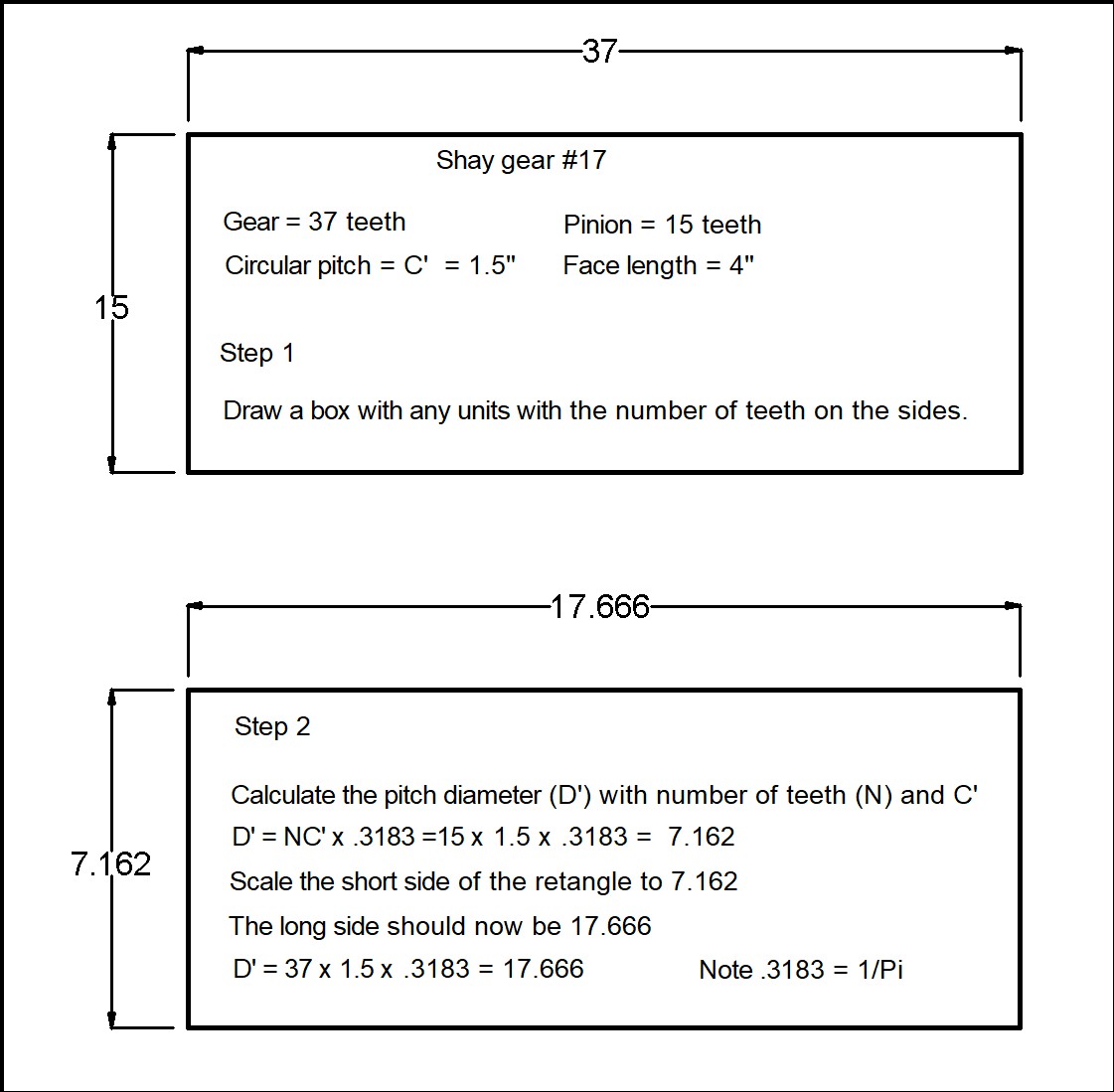
The gear used for the Dulong S/N 2091 was gear #17, Shay gears used circular pitch rules as this was common in the days when wood patterns were made. The circular pitch is the distance along the pitch circle/cone from one tooth to the next tooth this can be measured with a ruler. It would be more complicated to use a ruler with the more modern diametrial pitch rules. If you have a dimetrial pitch gear the layout method is the same simply use the DP rules.
I will be using spur gear rules and a drafting board (CAD) to to draw the tooth cross-section. This eliminates a bunch of formulas and you can see the math on paper. I prefer this method over formulas or spreadsheets that in my opinion obscures the design process and the beauty of gears which are simply math in metal.
Spur gear rules can be found in machinist books gear books and catalogs and on the web. Normally bevel gears are designed and measured at the big end this makes it a lot simpler to use a gear pitch gage to measure the pitch of the gear. It is really hard to get an accurate measurement with a gear pitch gauge on the small end of a beval gear.
First step is to draw a rectangle with the sides equal to the number of teeth on the pinion and the top and botom with the number of teeth on the bull gear.
Then we scale the side of the box using circular pitch rules for the diameter of the pitch cone at the big end this is the pitch diameter. With CAD the pitch diameter of the bull gear should automatically scale to match the formula.
Now we draw the pitch cones. These are the theoretical cones that would work the same as the gear neglecting friction. This is the same as the pitch circle in a spur gear.
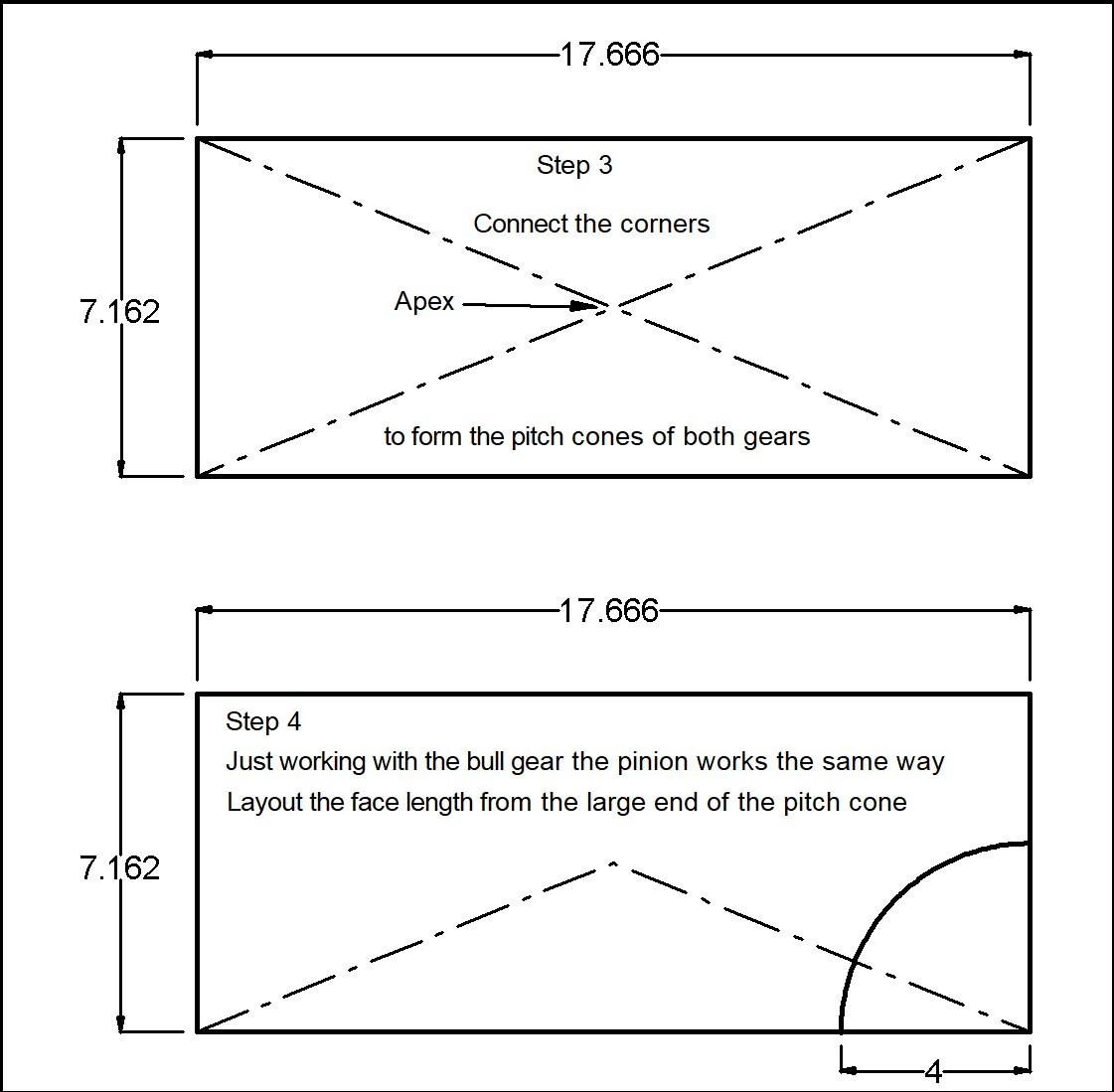
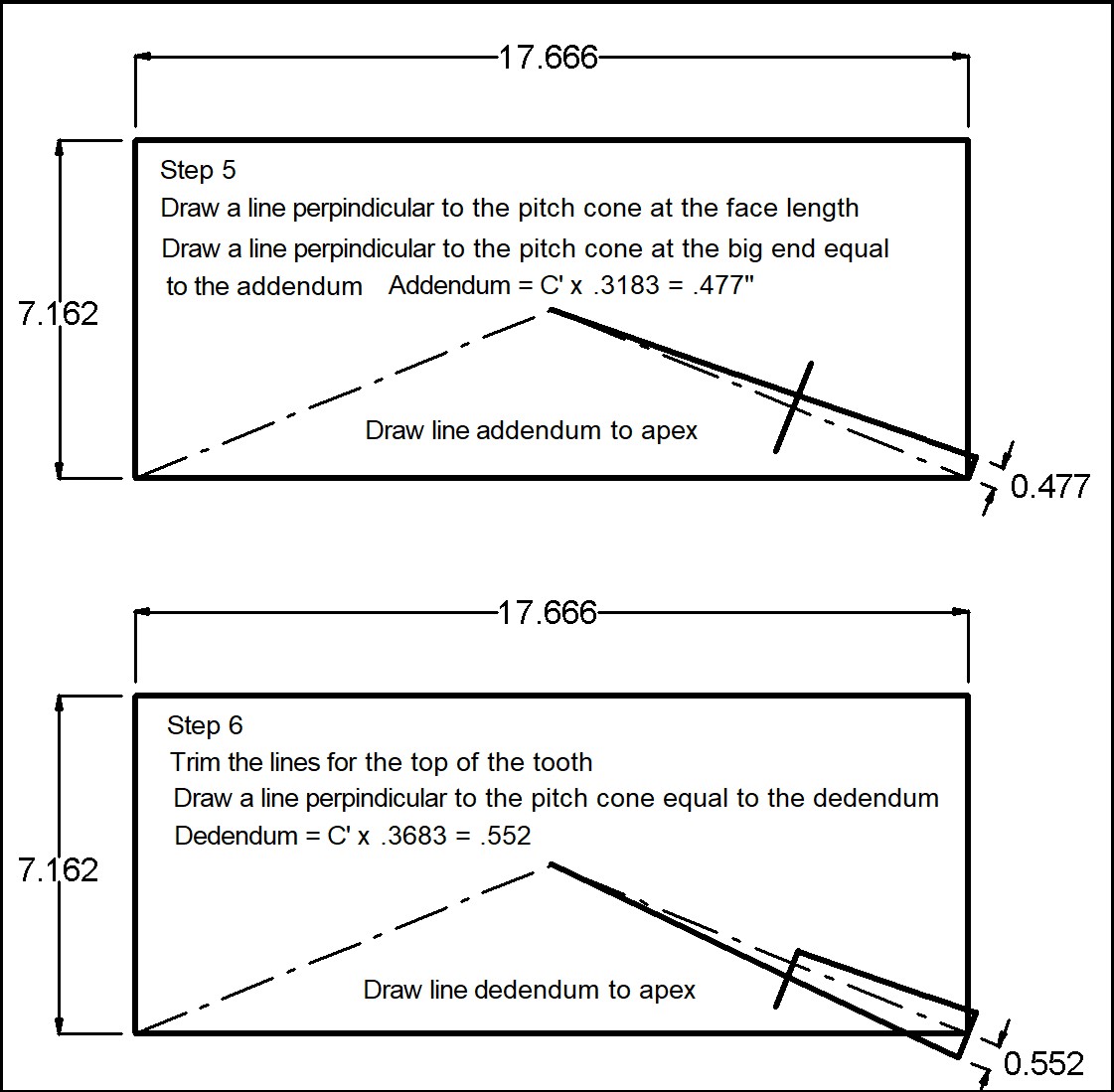
Now using the circular pitch rules for the addendum and the dedenum the parts of the gear above and below the pitch cone.
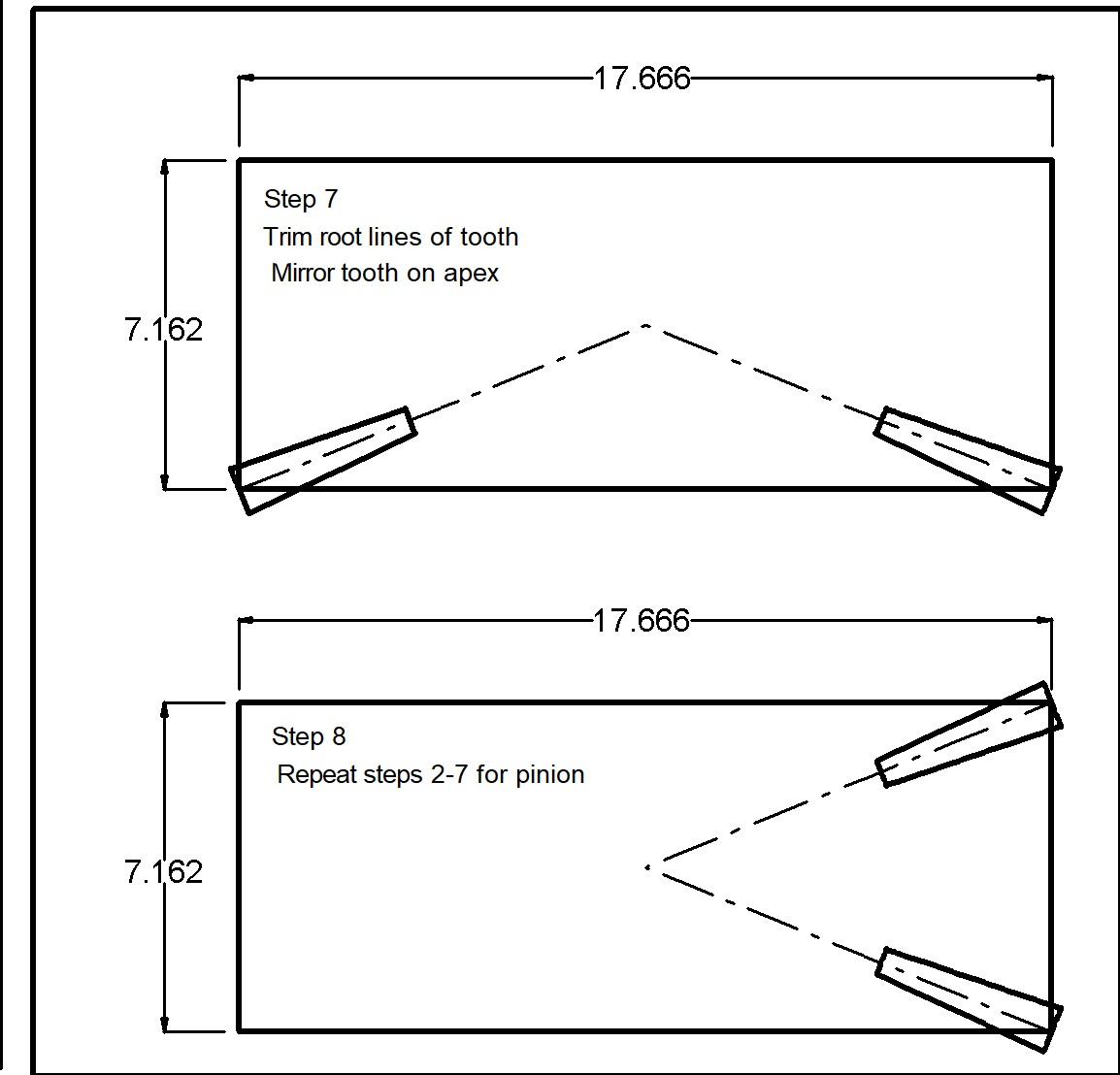
Cleanup and mirror the tooth profile and repete the process for the pinion.
In the next post I will scale the gear to 7/8" scale and design the parallel depth version.
If there are any questions or typos let me know.
Cheers Dan



