In another thread, I described how I cut a ACME nut...and there was interest in pictures of this....so here ya go
I needed a new nut for ...wait for it....a Lathe Rebuild!

....and not the Southbend....A Waltham Toolmakers lathe.
She's a rare bird.....I've only seen 1 other in the wild...in about 17 years of looking....
She came without the cross slide...which as you can imagine...is unobtainium.
However I did get hold of a BC Ames lathe of similar size and construction and was able to repurpose the cross slide for the Waltham as the AMES is clapped out beyond all recognition!
It desperatly needed a new cross slide nut. The screw is .354-10 LH ACME....and no there isn't a tap for it...
Here's some photo's of new /old and process

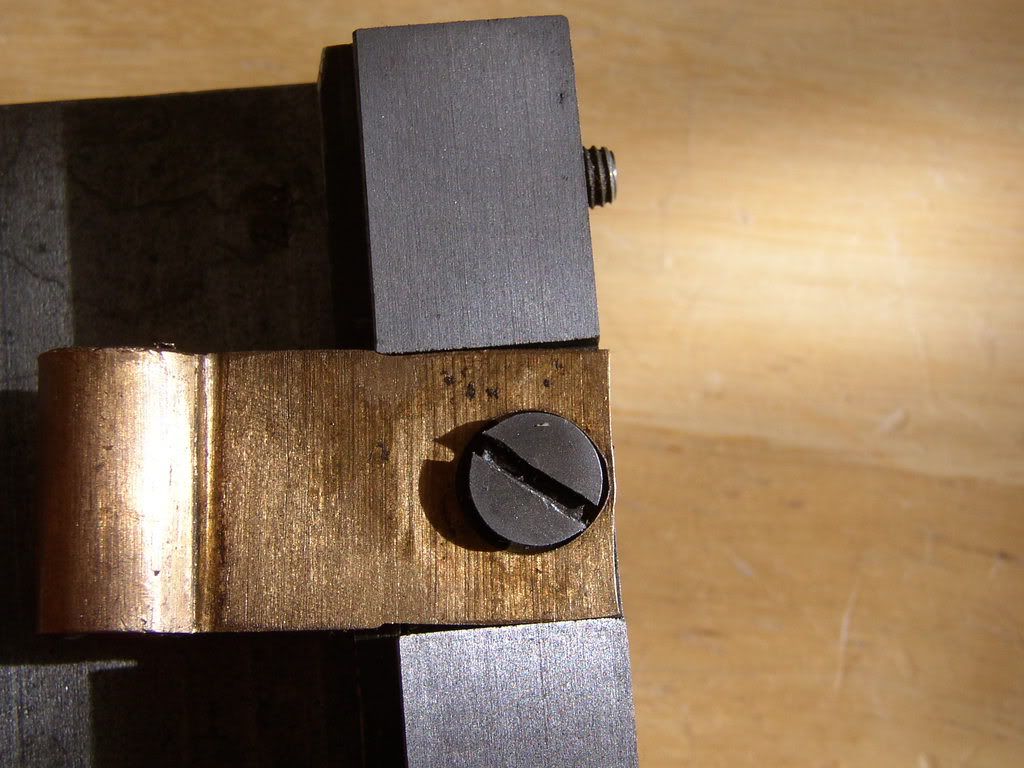
Here's the worn out nut...the theads were wearing right through the side of the nut...and the nut had twisted in it's mount
Here's teh single point tool I made with boring bar. The tool is .0625 diameter HSS and is clamped in the .25" dia boring bar with a #4-40 screw

The tool is much narrower than the thread. There was no way to single point to full width as the boring bar was not up to that task...so the plan was to cut the thread too narrow, but to depth. Then using the compound which was preset to be parallel to the axis of the work...widen the thread until it fit the screw.
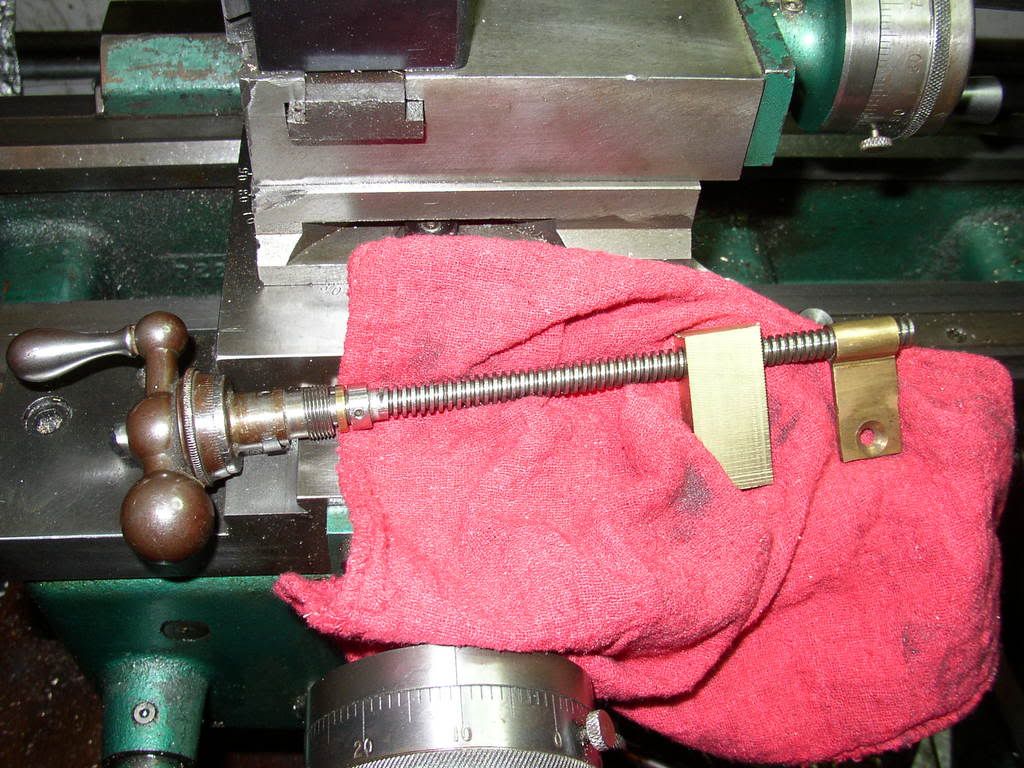
Here's the leadscrew being used as a gage.

and the nut blank on the screw next to the old one
IT TOOK A LOT OF PASSES to cut that thread...and if a tap had been available...I'd a used it....but no such luck.
About this time, I got the SB...so I still need to finish the cross slide....but most of the scraping is done

That was painfull there were hard spots in the casting that gave me fits!
Dave



