Thanks for the comments and following along.
I had been debating for a while whether to use the usual 7" Stuart flywheel casting or to go with something a bit different. Having already machined five of these the prospect of another one did not really offer a challenge and with the casting costing just under £50GBP (Edit £60) once tax and delivery had been added decided me to see what I could knock up. I like the look of the near 10" flywheel used on a couple of the Clarkson engines and a similar style is used on Anthony Mount's Waller Table Engine so I decided to do one like that at 200mm diameter.
I originally just ordered some 203mm x 12.7mm wall (8" x 1/2") tube for the rim but the wall was actually a bit thinner and by the time I had cleaned up the hot rolled surfaces things would have looked a bit skinny so I decided to use this as an outer rim that could be slipped over an inner one which had the added advantage of hiding the holes for the spokes.
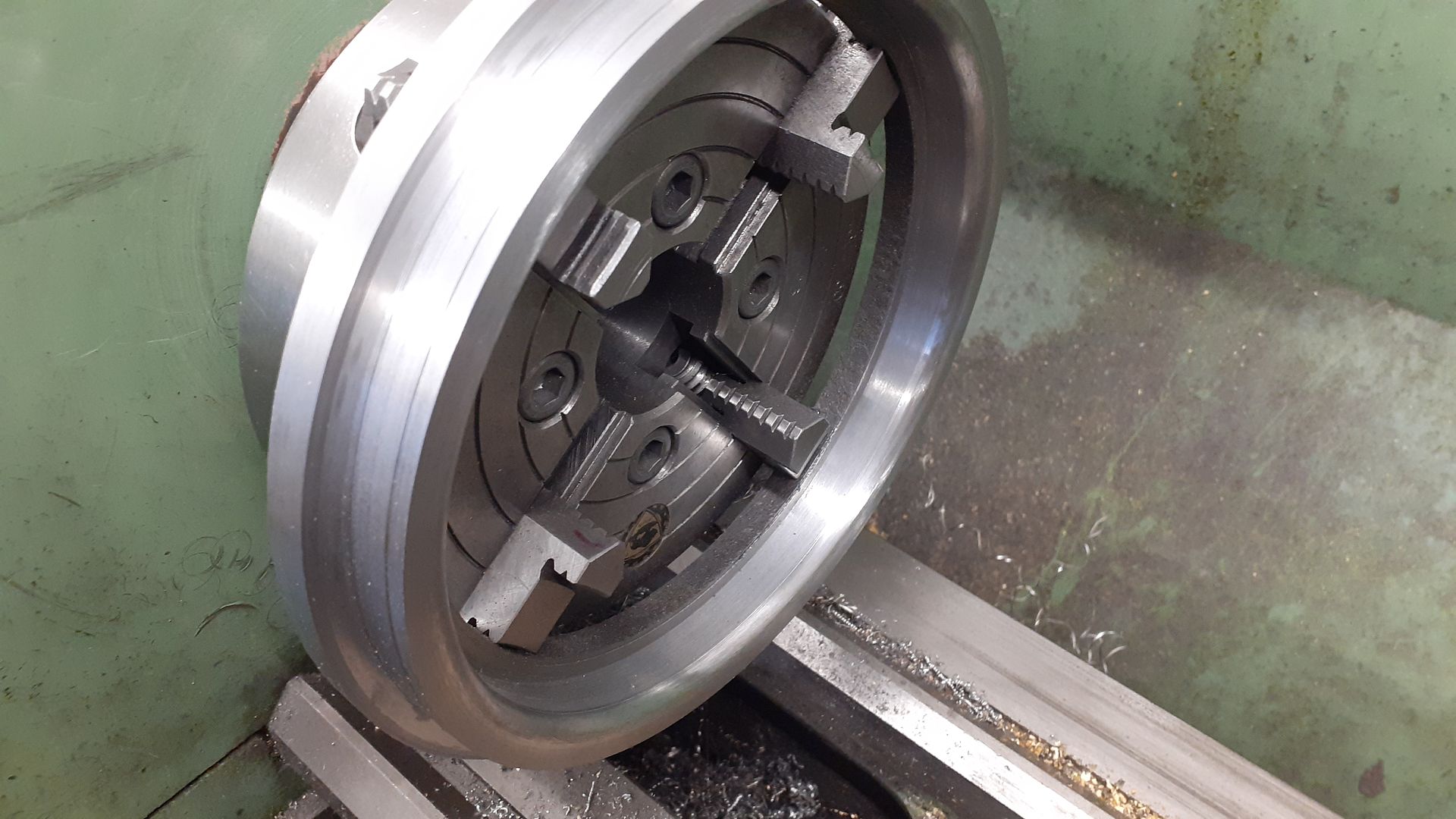
I made a start by cleaning up the OD, facing the edge and boring out the inside on which I left a small 0.3mm step half way in so that I could locate the inner rim against that.


I then reversed the ring in the chuck and faced it back to a little over finished width

Not the nicest steel to machine, a CCGT insert seemed to work best but did not break the chips so ended up with long swarf.

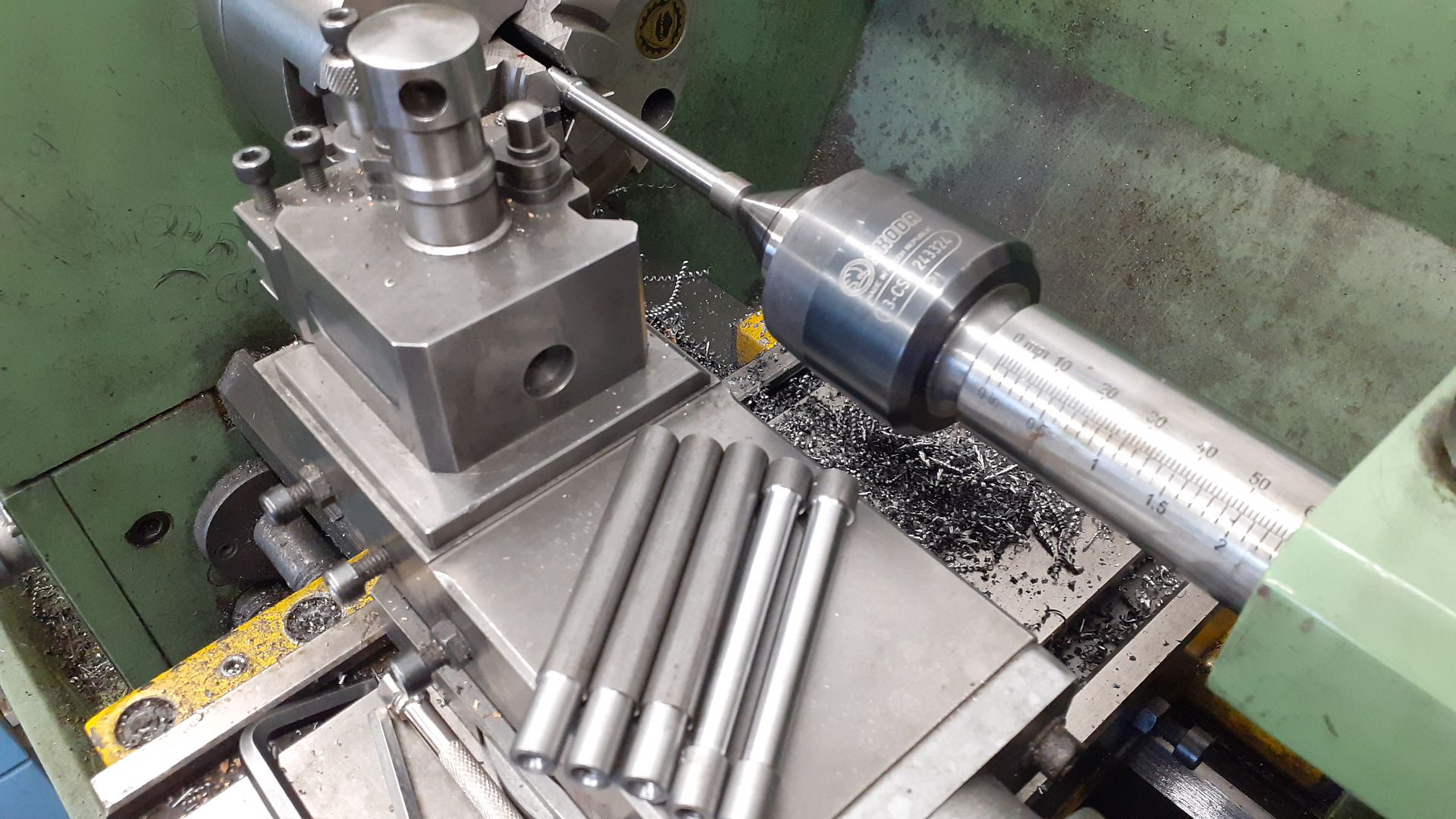
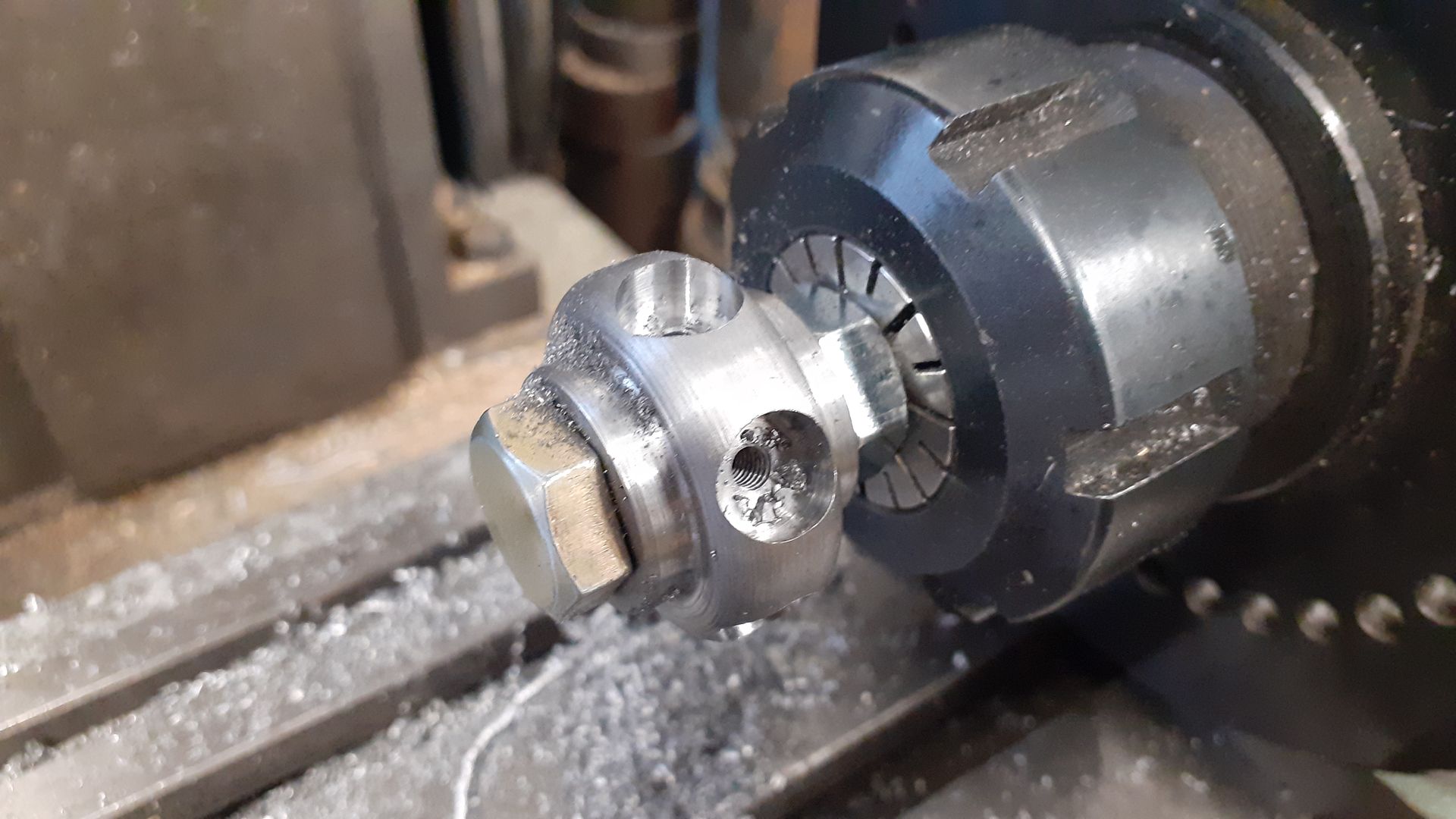
Having a change from the big stuff I did the spokes next, six pieces of 10mm steel were sawn off, faced to the same length and after heavily ctr drilling both ends one was tapped M4m the other M5, the deep drilling still offering a surface for the ctr to locate in. A short length of each was reduced to 9mm diameter and then using tailstock support the central section was taper turned from 8mm to 7mm leaving "bosses" at the ends of 10mm and 9mm. Here I am half way through the taper turning.
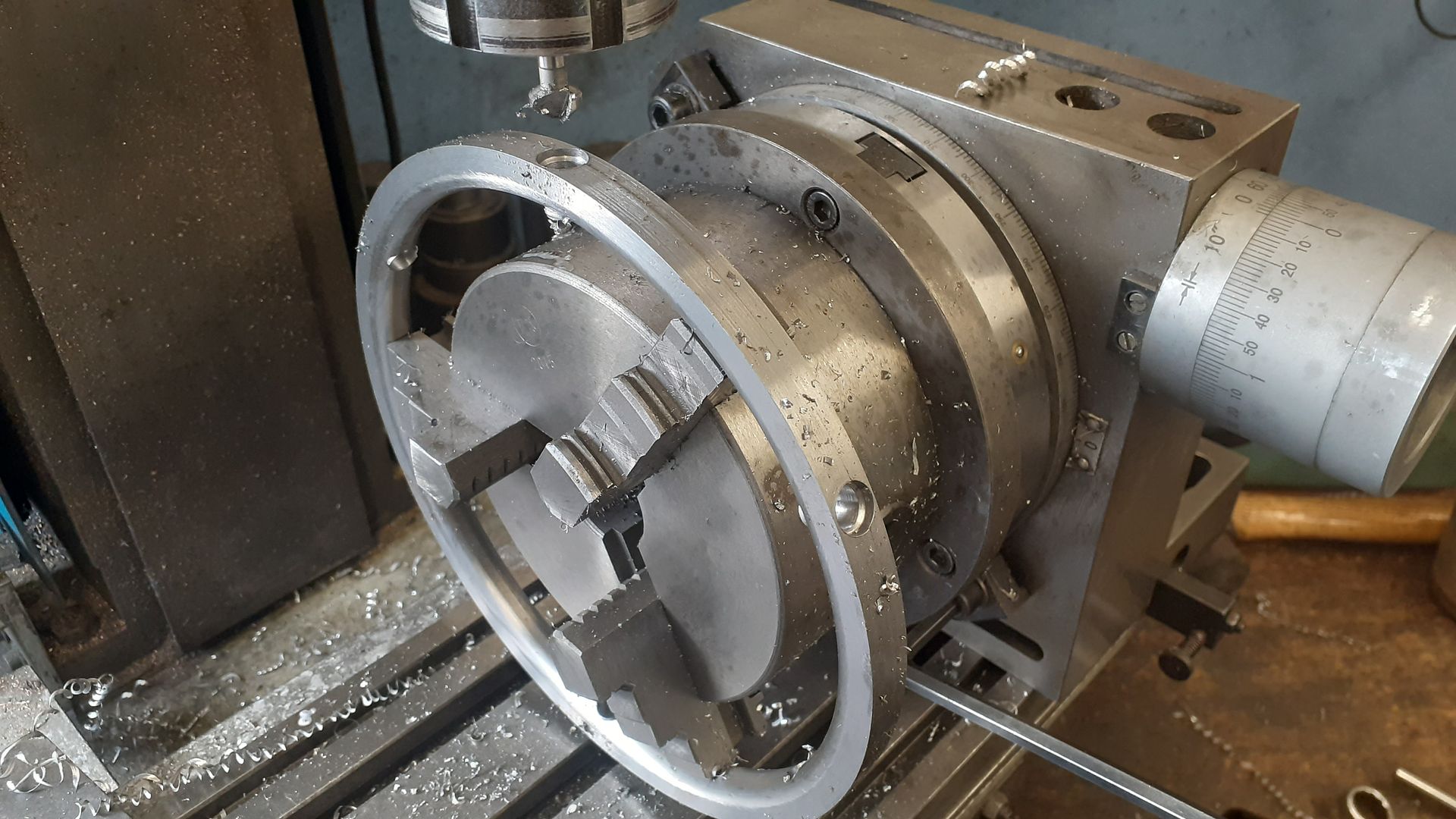
The bub was bored undersize and then turned to a pleasing profile before being transferred to the spin indexer to have 10mm dia pockets plunge milled for the thick ends of the spokes and also drilled & tapped M4
Using some short lengths of M4 threaded rod the spokes could then be screwed into the hub and drawn into their pockets, quick assembly to see how things are looking

For the inner rim I used a 25mm long slice of 203 x 25 tube which meant even more swarf as that was the only size that would give what I wanted.

This had the stepped OD turned, bored out to size and faced, not easy to see but I have also rounded over the inner corner to a 5mm radius
To stop the swarf pile getting too large I decided to part off the bit I wanted but to save having the ring rolling across the workshop stopped the parting tool 0.5mm short of break through and finished with a hack saw. What is left will make another flywheel. The rough side was then faced and the corner rounded over

Test fit of the two part rim, just needed alight tap with a nylon hammer so will go together with loctite.

I then drilled six equally spaced 9mm holes around the inner rim to locate the smaller ends of the spokes and deeply countersunk then so I could use M5 socket CSK screws to "true" the wheel much like you do on a bike wheel.
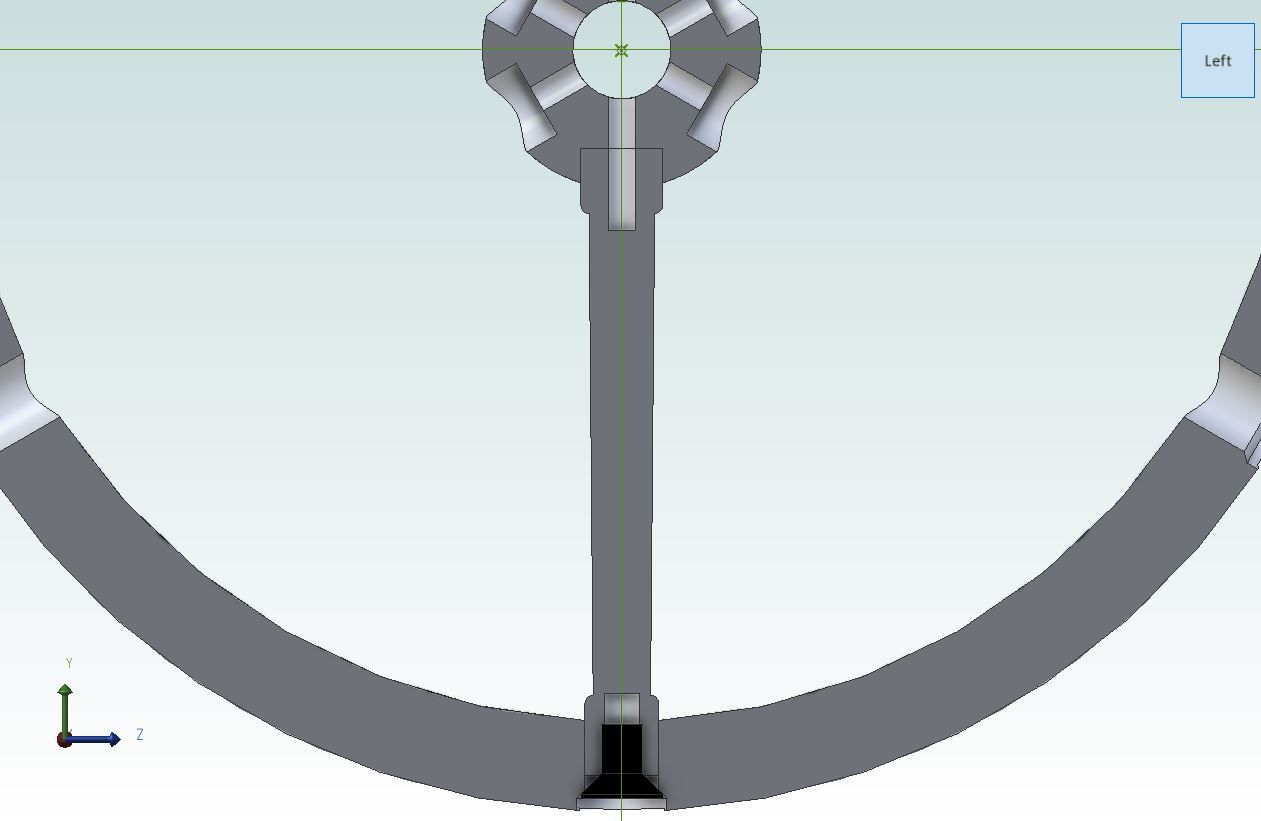
In my excitement of putting it all together I forgot to take a photo but the setup was to hold the inner rim in the lathe chuck, poke the spokes through the holes from the inside out and then bring the hub into position by holding it with teh tailstock chuck. I could then apply a bit of JBWeld to the spoke ends,, screw them into the hub and then add the CSK screws to pull it all together. A section through the assembly may help to show that.
After Loctiting on the outer rim I once again set it up in on the lathe to skim the outer rim and finish bore the hub so all will run nice and true. After test running some fillets of bondo will be added around each boss to get the "cast look" I also opted for a taper gib key rather than Stuarts grub screw.

Trial fit




