I do have a couple of photos to show concerning the flywheel, but only of the operation I used to reduce waste of my cast iron stock. I had purchased some 3.5 inch stock at 1 inch length. The supplier sawed it off a bit more than an inch long. I really only needed the inch so that I could turn a hub on the wheel as planned. But I thought "how can I make the hub without so much waste?".
These photos show briefly how I got material for two viable flywheels from the stock.
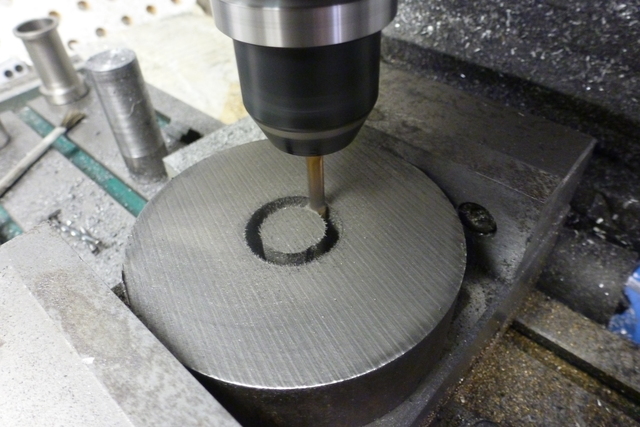
Using a CNC program to outline the hub portion about halfway through the stock. A lathe operation would have worked with possibly a wider cut.
Cutting down to the hub groove. This took a few settings in the bandsaw to cut all around.

The rough parts. The one on the right to serve as stock for the flyweel on this engine, the other can be attached to a separate hub for a future engine.

A drawing of the flyweel to be made is attached. It was meant to be held to the shaft with a clamping collar. A vendor's drawing of the collar I used is also attached. I have to point out that the clamping method ultimately failed with cast iron, as the "tabs" were just too brittle, and one of them broke off under clamping pressure. I ended up drilling out the cast iron hub and replacing it with a more ductile steel hub. The same clamping method was used, and worked fine with steel.



