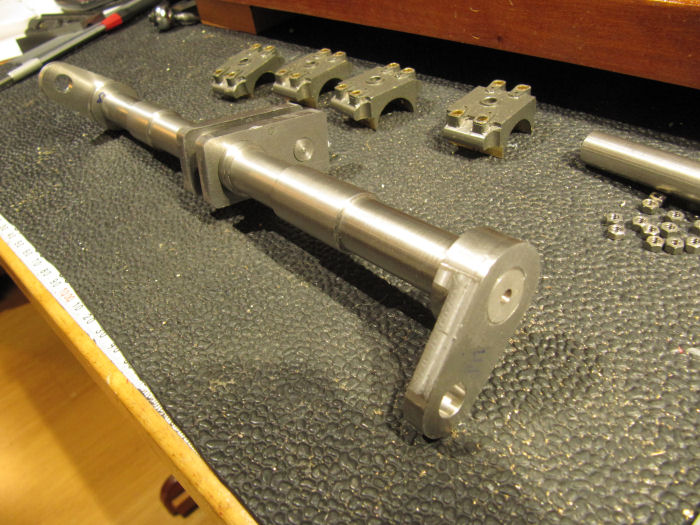
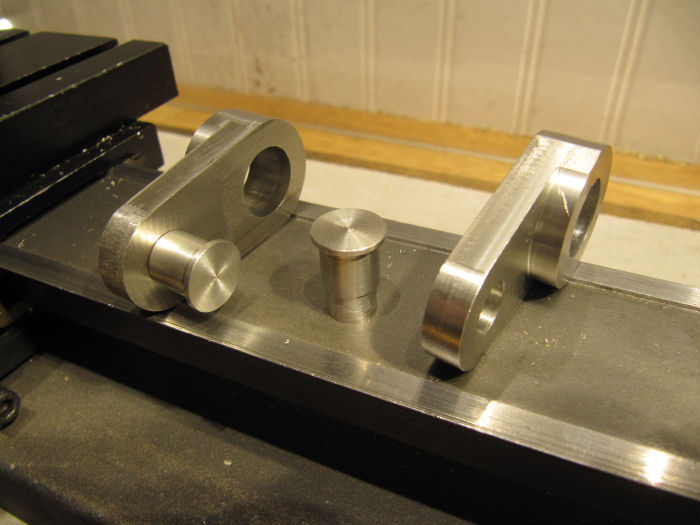
Last update yesterday I was working on the end crank webs. Since then finished up both of them, here they are set in place on the crankshaft (cant affix them yet, till flywheels and gear go on)
Then turned the crank pins - these were loctited into the ends of the webs, will be taper-pinned in place in a couple days.
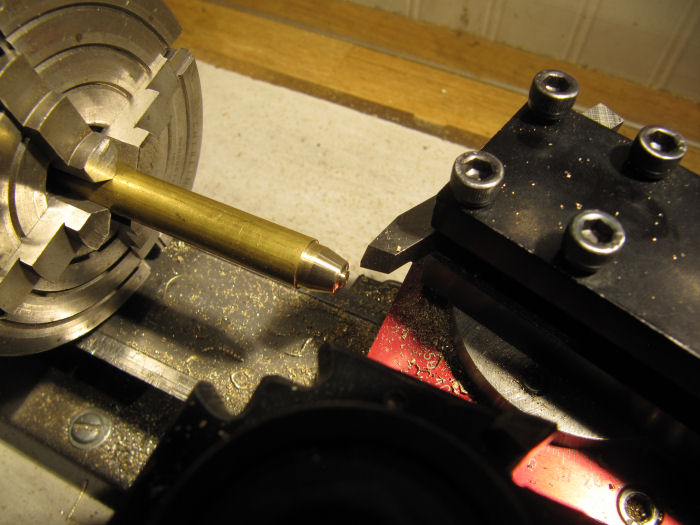
Then I decided to start on the bevel gears. Since the model needs two matched sets, one on the crankshaft and another at the lay shaft, both pairs will be made at once. They are 12 and 54 tooth bevel gears, with a 77.5 degree cone angle, cut with a Module 0.6 cutter set. After going through the spreadsheets created a couple years ago with help from several others on this forum to get the math done, I set up to cut the small pinion gears first - if anything went wrong, its not much work or material wasted! So, started with the compound rest on the lath to make the blank for the first one:
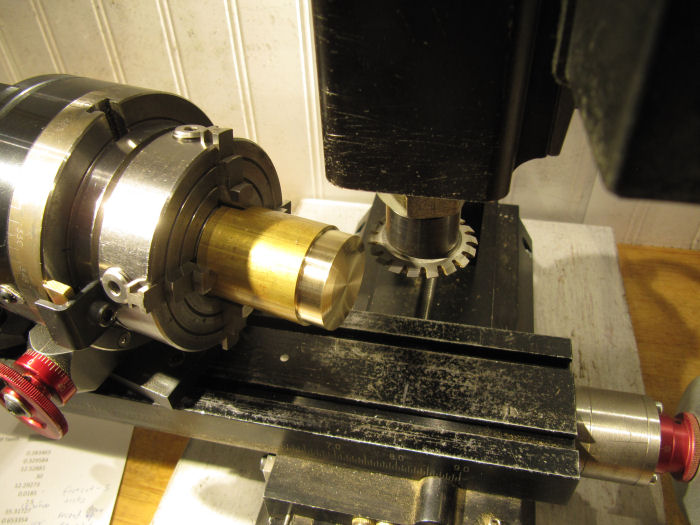
and set up the rotary table at the same angle on the mill to cut the teeth. I'll be using the parallel-depth process, which normally uses three passes to shape the teeth. Since these gears are such a small size I am skipping the initial pass and going straight to the second and third passes - with larger teeth the first pass takes out the bulk of the material and the other two shape in the teeth to final angles, but with such small teeth there is very little taken on the later passes that I can skip the first step - read about that in one of the books, and it worked.
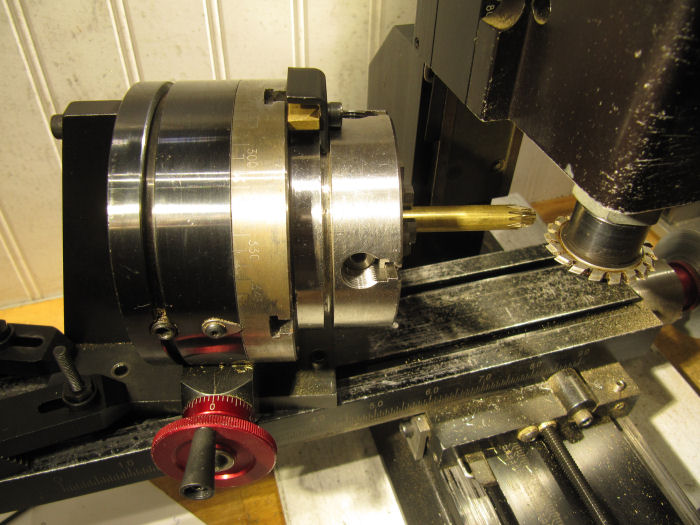
And went around the blank cutting the 12 teeth.
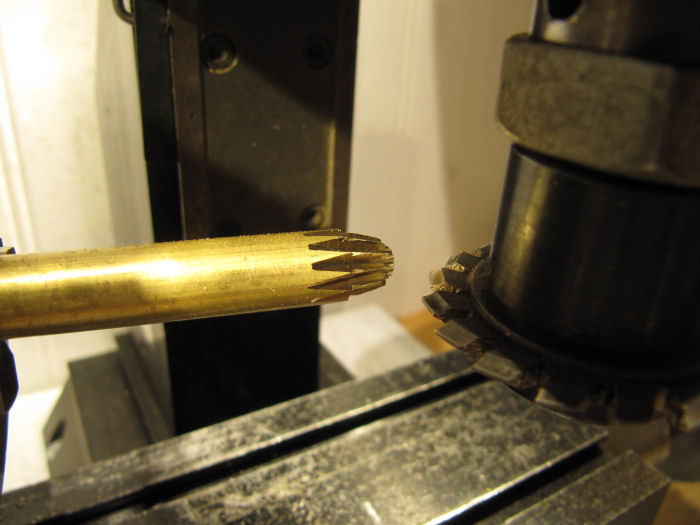
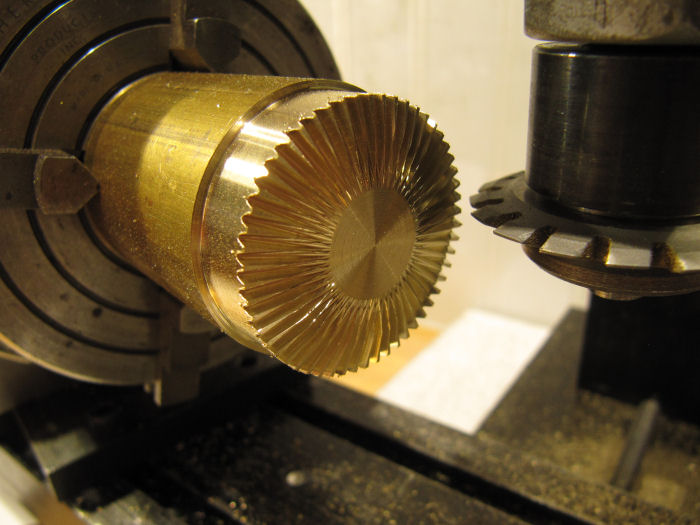
At this point I could tell something was very wrong - the tops of the teeth were little knives, very little width to them. Went back and checked the spreadsheet, checked the dimensions, depth of cut, all that. Several times. Then realized the problem - all the handwheels, including the rotary table, on the Sherline have 5 major ticks and 10 minor ticks per major one - I am very accustomed to that. BUT - the compound slide with its very small scale has 5 major ticks and just 5 minor ticks per major one. That means I wasn't at the 12.5 degree angle I wanted, but at 14.5 degrees instead.

So, the taper was too steep, which meant when I set the depth of cut out near the tip, the cut was way too deep at the base. As the Mythbusters would say - THERES your problem!
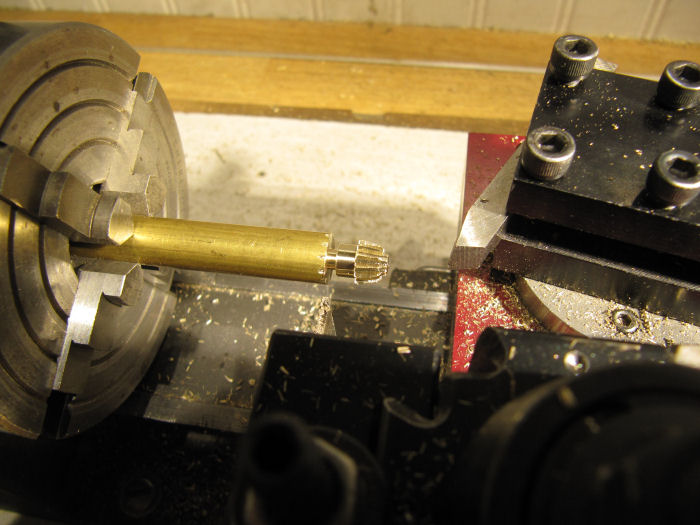
Fortunately it was not much lost, so I cut the end off the blank and tried again with the proper angle on the lathe (the angle on the mill was fine, that was set with a fine-scale protractor) and made a new start. That one came out fine. Then back to the lathe to cut the hub and part off:
Swarf, clean, repeat... Made up the second one for the other end of the drive shaft:
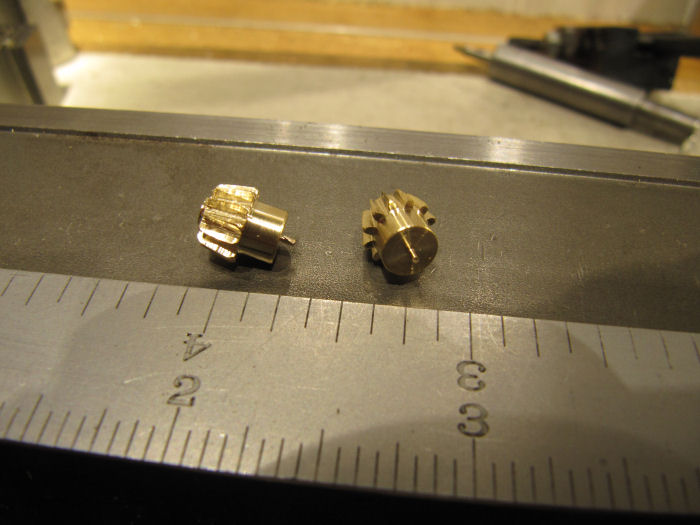
After parting off, the hubs were chucked in the lathe and the shaft holes drilled through.
Then, on to the big ring gears. Same procedure, new angle and new cutter from the set.
The rotary table is still clamped at the same angle as used on the small gears - but, rather than cutting along the long axis, the cuts were made along the short axis, giving a complementary angle to the gears.
Lots more teeth on these...
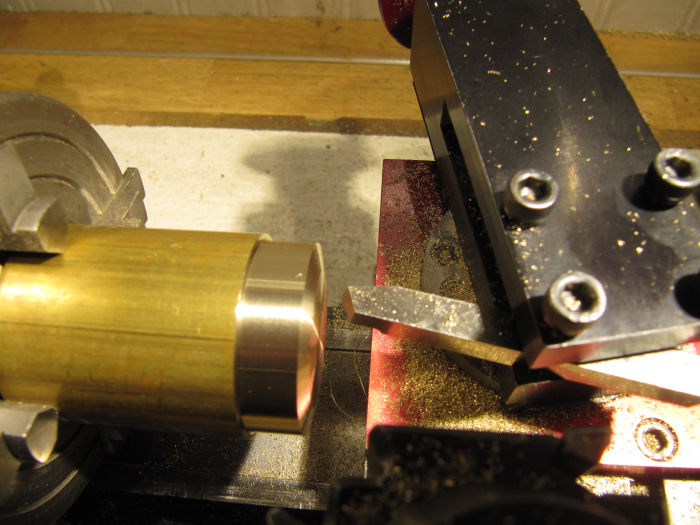
Then moved the chuck back to the lathe to bore out the hole for the crankshaft and the counterbore to take the teeth to face dimension.
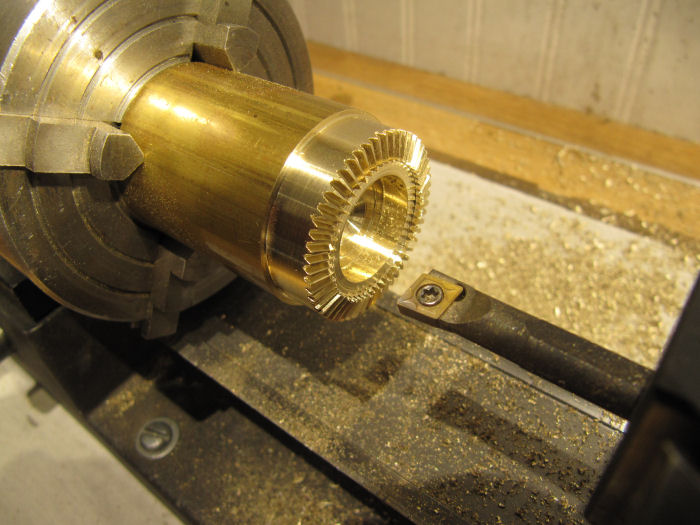
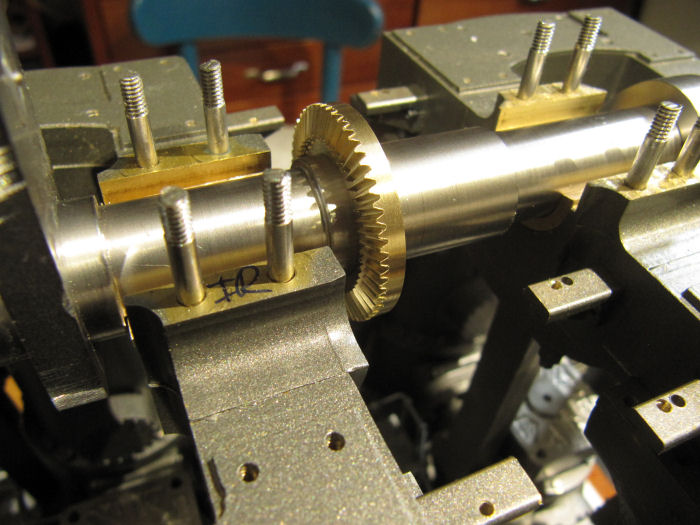
Parted off and test fit on the crankshaft:
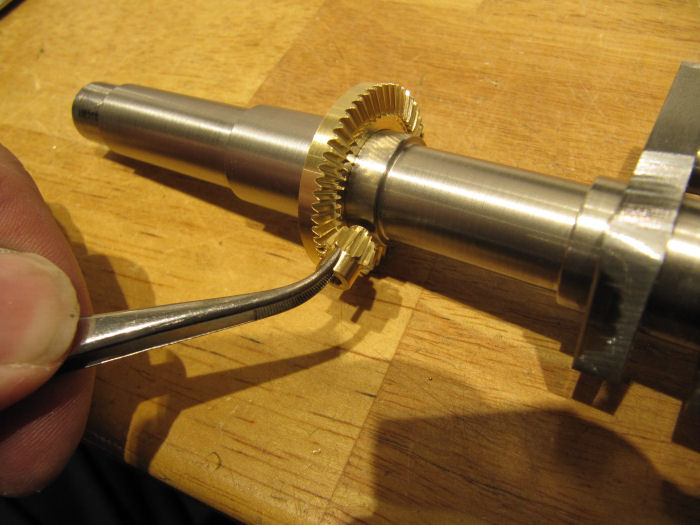
The ring gear will be attached to the flywheel, the pinion gear and its shaft get held by a bearing that will be part of the gear case attached to the engine bed. Here is where the gear goes when on the rest of the engine:
The drive shaft will come of at an angle to the next level up on the engine frames where the lay shaft will be.
So, three gears down, one to go. The second ring gear has the same number of teeth and outer dimensions, but it will have a smaller hole in its hub to match the lay shaft. Will probably make that gear tomorrow.




