Okay, as promised, here is the start of the globe valve. It is not that different from ones posted by others on the forum in the past, with the main difference being that it has a bottom cover plate that lets the valve stem come in from that side. The reason I am doing this is that it matches the one on the original Holly engine more closely. Also, the way things worked out, it requires no silver soldering, the pieces just screw together, so its a bit simpler to make.
I need one of these for this engine, but know that I'll need more for the next engines in the pipeline (valve, pipeline, ....

) so I am making up a set of four while I am at it - once a setup is made and cut depths/diameters are dialed in, it does not take much longer to make a set than one.
The plans in PDF form are attached to this post - if it turns out that there are changes later on I'll repost the plans.
I'll go through the process step by step for those that want to make this valve. So far I have the main body just about done, the rest of the parts should be ready later today or tomorrow.
To start, I turned some brass bar to 5/8" diameter (did not have that size, so turned down some 3/4" bar) and trimmed all of them to the same length. Having them the same length let me calculate the distances in from the end of the bar once, and could use the same setup as long as each bar was positioned the same on the vise or in the chuck. Then drilled a starter hole in each end, with the tip of the drill going the desired depth of the hole. The bars were made long enough to grip in the chuck from either end. This comes in really handy later when the center is turned to the globe shape.

Then used a small boring bit to take the holes out to 0.300" diameter the depth of the hole.

With the bars all the way into the chuck, I offset from the end with the parting tool and cut the straight section between the globe and the flange. If you have a larger chuck, you could put in a chuck spider to position each the same. With them all at the same position, the same long-axis position for the lathe table hit the same spot on the part, making it quick to cut all the straight sections the same.
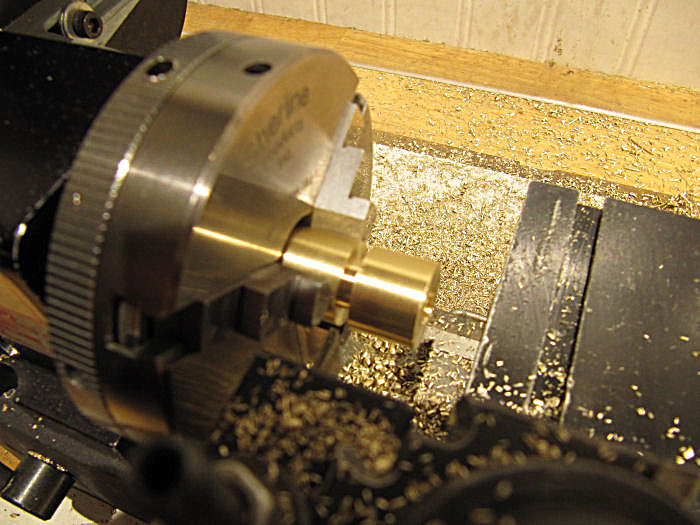
Then went around the parts again to make a shallow cut for where the outside of the flange will be. This is where the bars will be parted off later.
The parts so far. If you look close you can see a boo-boo on the lower one, I goofed on the first cut on the first bar. That one will have its flange turned a little smaller and have a smaller hole pattern later on, which saves the part. I used that bar for the first cut on the rest of the steps just in case of another goof.

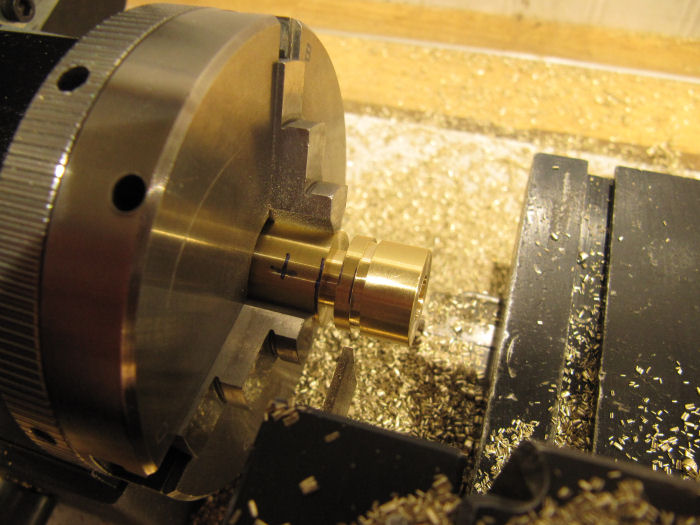
Switched to a pointy lathe tool, and turned in the ends of the globe sections. Done by hand, etch-a-sketch style. The globe shape is not critical. A short flat was left in the center to aid in holding in the chuck later.

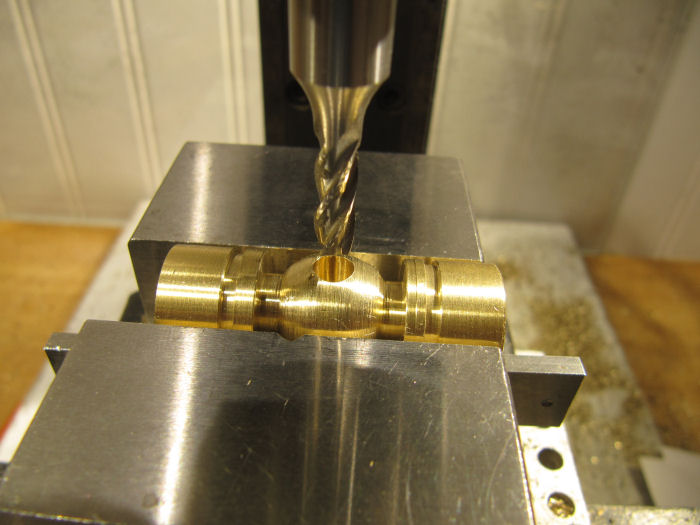
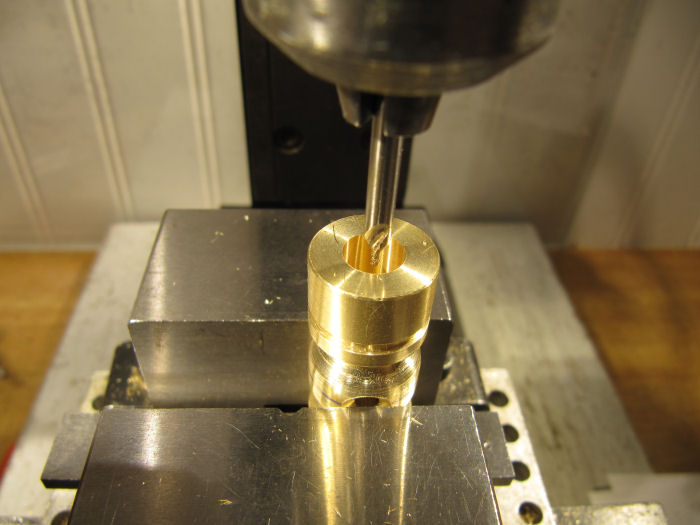
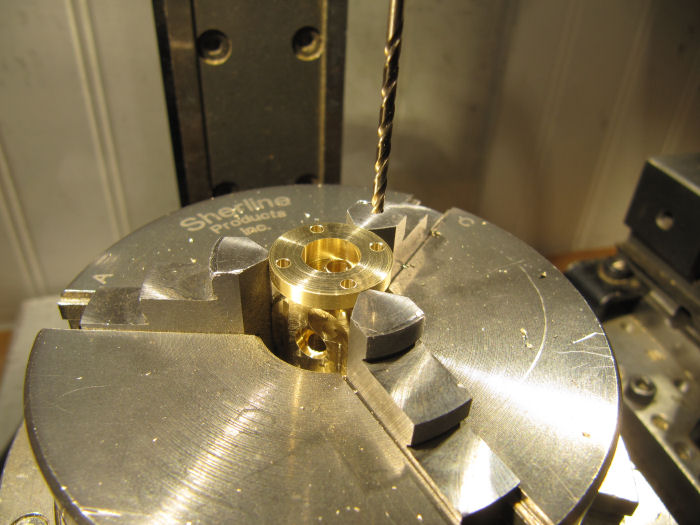
Now over to the mill. Centered the part under the mill head, and drilled each with a #30 drill (.128") all the way through. This will be tapped on one side later to an M4 thread to hold the stem post.

With the part still in the vise, then used a 3/16" end mill to plunge cut .550" deep to form the valve seat.
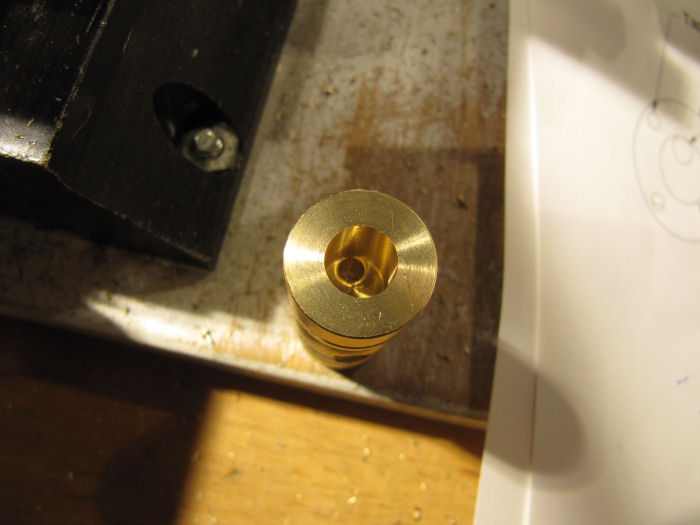
Now the parts were turned over, and the same #30 drill bit was used to get them aligned with the hole vertically again. The 3/16" diameter hole is now on the bottom.
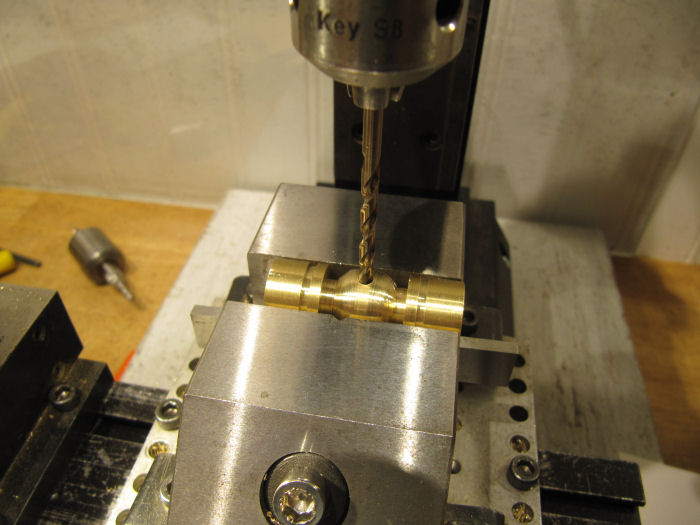
Then used a letter F drill, 0.257", to drill a shallow shoulder into the top of the part. This will let the stem post sit down flush with the top curve. This hole was drilled just deep enough to meet the curve of the part. Could have set up on the lathe and used the boring bar to get a flat there, but this was quicker.

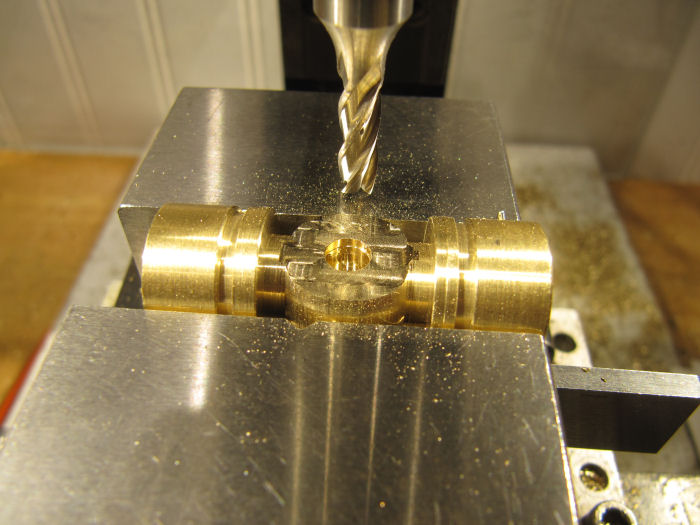
Now turned the part on end, and drilled a hole along one edge of the bore into the center hole. There is one hole on either end, one at the top of the bore, one at the bottom of the bore, this forms the passages for the steam/air.
Ah - realized I forgot to include the cutaway view, this will make what I am doing clearer:

Here is a view in from one end to show the hole:
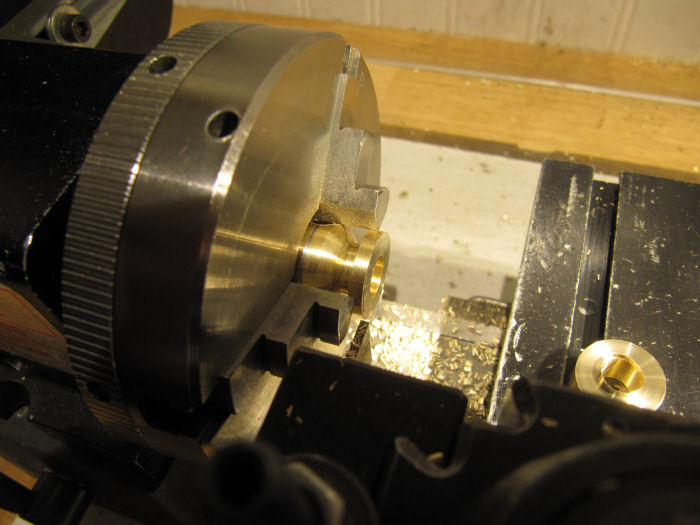
Next the parts were put in the vise horizontal again, with the bottom side facing up. The bottom was milled off to form the seat for the bottom cover pieces. This cut was taken down to just above the diameter of the straight ends by the flanges.
The parts so far:

Good time to part off the excess bar on the ends:
Leaving the parts looking like this:

Right now I am in the middle of drilling/tapping the 1-72 holes in the flanges. Another set of holes will be drilling into the flats on the bottom, to match the bottom covers to be made later.
More to come...
EDIT - updated plans, there was one missing dimension on the last page



