There has been a bit of talk about making flywheels of one sort or another.
A few years ago I showed the model engineering world how to make flywheel discs very easily out of plate material using a process called friction turning, and that is one of the first processes I show.
This is a rough rundown about how I would get a nice lightweight flywheel out off a piece of 12mm thick aluminium plate.
I hope you enjoy this little transfer post.
###########################################################################################
I have a little cast iron flywheel stash, but very very rarely use them on the small engines I make. I prefer to make my own. It takes a just as long to clean up a cast flywheel to a show state as it does to make your own. But cast does score in that they usually have a lot of mass, and the spoke design on some of them is difficult to reproduce when cutting your own.

So another member and myself will be making some very nice beam engines from plans, and because I will require two flywheels for the ones I will be building, it is just as easy to make another one for him while I am at it.
This is the drawing for the ones we require.
If you notice, the main flywheel width is 12mm whilst the hub is 15mm wide. I have lots of 12.5mm plate but very little 15mm and above, so I have decided to make the main bit out of 12.5mm plate and fit a brass hub to take it out to 15mm. This will also make the flywheel a lot more interesting, with the contrast between brass and ali.

So here we see the materials gathered together. The over sized marked circles will be cut on my bandsaw, and the brass hex with be turned and shaped to make the hubs.

I have done this so many times in the past, it is now difficult to remember all the stages, as I normally do it without thinking. This one does have a couple of differences as I will be making multiple units.
Someone asked a short while back whether they could leave the corners on the bits as they turned them into a disc, and I said they could, and to prove a point, I have left the blanks as they came off the bandsaw instead of hacking them nearly round.

On the pop marks I had made to draw the circles, I drilled thru with a 6mm drill (I will be using metric for this post as the part is metric). If you will be needing a smaller hole than this thru the flywheel when finished, then of course you will drill the hole smaller than the finished size. I will be opening these holes out to fit a brass centre boss.
I stuck a bit of double sided tape to the backs of two of them and found a piece of 6mm rod, just a bit longer than the width of the 3 parts put together.

The block was assembled over the bit of rod with the tape on the two inside joints.

The block was then clamped up in a vice in a few different places, to get a good strong joint made.

I grabbed a bit of bar end (32mm) from the recycle box and mounted it up in the three jaw.

It was faced up and a 6mm hole drilled thru it.

The slug was turned around and a centre was wacked into it. No need to face it up.
The slug was removed and I forgot to take a shot of the next operation.
All I did was to put a large diameter of bar end into the jaws, towards the back, so none was protruding out the front. When the jaws were tightened up, the front part of the jaws were just smaller than the required diameter of the job (100mm).

The just machined slug was slipped onto the centre bar with the faced off side against the metal to be turned. The bar was pushed in a bit so that it wouldn't touch the point of the centre. You could pop a bit of superglue onto the bar to hold it in position (DEFINITELY DO NOT USE LOCTITE), but I have always found it won't move anyway.

On the back end of the plates, I would have normally used masking tape, to give the friction drive, but because I had run out, I used wide double sided tape without removing the backing.

The plates were offered up to the chuck jaws and the live centre wound forwards to sit in the centre drilling, and the plates were trapped between the live centre and the chuck jaws. Do NOT be tempted to use a solid centre, it will not work.
For doing a single plate, you can just use a centre drilling on the plate and do away with the rod and slug.

Here is a shot from another angle showing how the chuck jaws are on the back plate.
Swing the chuck by hand to make sure you won't get any fouling on any part of the machine, with the tool in both the fwds and backwards position.

Tentative steps were taken in the beginning to see how much the friction drive could take. I ended up at a 1mm depth of cut. With a smaller lathe that could be as low as a quarter of that. If the plates stop turning, just take the cut off, tighten up a bit on the centre and come in again with a shallower cut. Normally, as I said, I would have trimmed the discs up a lot closer using my bandsaw.
You can just see the bit of barstock I stuck in the jaws to get them to the right diameter.

If you are doing an interrupted cut as I am doing, then use your chip guard if you have one. The bits flying off here are red hot and razor sharp, not the usual curly stuff you get with ali, that comes later when the plates are almost to size.

I started to get curly swarf coming off in small pieces, so I stopped the machine to see how close I was getting. A few more 1mm cuts and I would be onto full circle discs.

Skimming the discs up to the size I required for this time.

This is what you get if you don't trim off most of the excess beforehand. Thousands upon thousands of mini razor blades.

Here are the discs, just been split apart.
The reason for the gloves. Unlike the edges you can get to and take the sharp edges off, the two inside joints have edges like cut throat razors. Until those edges have been smoothed off, the gloves stay on.

After cleaning off they were measured. Perfect size for what I want to do. If you notice on the drawing, there is a hole drilled in the outer rim to allow the grub screw positioning and thread cutting. After that exercise is carried out, I want to fill the outer hole in with a bit of ali bar, then reskim the surface to clean it up. That little bit extra will allow for that to be done without going undersized.

So we now have three fairly accurate discs. The next steps will be to get them back onto the lathe to profile them a bit, then onto the RT to start cutting the spokes.
This might look like a bit of a long winded post, but I am also trying to show a few things you don't normally see along the way, and explain what it is all about.
You must have read about me going on about soft jaws, and how I use them to achieve super accuracy.
I once read a post from a supposed 'expert' who stated that he used soft jaws because they didn't mark the metal he was holding in his three jaw, as they were softer than the metal he was gripping with the jaws.
How many people went away from that post thinking it was true, and didn't pursue them any further?
Maybe he was partially right, but I will tell you the correct reason for using soft jaws. They allow you to make jaws that are perfectly concentric, and because they are made for a specific part, they hold that part perfectly so machining can be carried out to high degrees of accuracy over and over again.
Soft jaws are one of the cheapest routes to go down to obtain super accuracy. I am such a believer in them, I won't buy a self centring chuck for my lathe or rotary table unless soft jaws are available for them. In fact I have a version that I use in my 5c collet chuck that allows me even more perfection than collets allow, and also I can easily skim say 2 thou off the face of a washer only 15 thou thick, and up to 4" in diameter. Try that in your normal 3 jaw.
So what are they?
They are a set of jaws made from soft iron to fit your 3 or 4 jaw self centring chuck. They can easily be bored using a normal boring bar to fit the circular part you want to hold.
Normally you would use your outside jaws for holding the blanks you have already made up from plate material, and hope that they don't have much built in runout. There is nothing worse on a show engine than a wobbly flywheel. But soft jaws can be used for many things where you want perfect concentricity, and also you can easily get repetitive quality on a batch production.
So away we go on how I use my soft jaws.
As you can see, the jaws are just a lump of iron with a scroll on the back and fit into the chuck like normal jaws, they are numbered as well, just like normal. BTW, what you think is rust on the chuck isn't, I haven't cleaned all the grease off it yet.
I have already rough bored these jaws for another job, but didn't finish the boring off, the job was done in a smaller chuck eventually.
Soft jaws should last the life of the chuck (I reckon on 5 years on the quantity of production work I do), and do need to be planned out so you don't waste the valuable material in the jaws. I start out by having the jaws as wide as possible to begin with, and over time, gradually bring the chuck jaws inwards. Once you get to a stage where the face is full of old bored holes, you skim the whole face back to flat and start again. I will also modify pre bored holes for new jobs. Once the jaws are removed from the chuck, even if used for the same job, they must be rebored, as they don't always go back in the same exact position.
Because of the surface area of the bored gripping surface, you will find that the jaws don't need to be bored very deep, as long as you are not taking massive cuts you can hold large jobs on a very shallow bored hole. For my 12mm thick job, I am boring only 4mm deep.
What I have done here is to get a billet of metal and put it at the back of the jaws and tightened the jaws down onto it. This isn't released until all boring and cleaning up is completed. The billet size is selected to allow the bored hole for your job to be bored without removing excess material, just enough to give a good back support for the part.
Soft jaws are not really for holding long bars, but if you want to waste jaw material, you can bore as deep as your setup billet.

Now onto doing the job, and here is a little tip on getting your boring bar to the correct height. My main boring bars use replaceable tips that angle downwards, and are a pig to set up by any other method.
What I do is put a bit of felt tip marker on one of the jaws, then using a tool of known correct height, scribe a line on the jaw.

Without moving the chuck, put your boring bar in the toolpost and bring it to line up with the previously scribed line. Your boring bar is now on centre.
Just a note here, you need a very robust boring bar because of the interrupted cuts. Flimsy ones are liable to get snapped off.

It is now just a matter of very careful boring until the part JUST fits into the hole. I then give the back face of the hole a skim over to smooth out any irregularities, and if you feel up to it, put a tiny undercut into the corner of the bore. Now it is a matter of very carefully deburring all areas of the bore.
You only need about 1/10th of a turn on the chuck key to release the spacer plug, and open and close enough to remount the part. The less you can move it, the better it will retain it's accuracy.

This is what the finished bore should look like, nice and clean, and totally burr free in the gripping areas.

So after all that, I mounted one of the discs into the chuck, put a cut on and sat back with a fag and a cup of well deserved coffee.

I skimmed up the front of all three blanks, then turned them over and put a single cut on to bring them all to thickness. No detectable thickness difference between all three.
I am not saying you should aim for this sort of tolerance, on a flywheel, near enough is usually good enough. I am just showing how good a cheap set of soft jaws takes you into the realms of super accuracy.

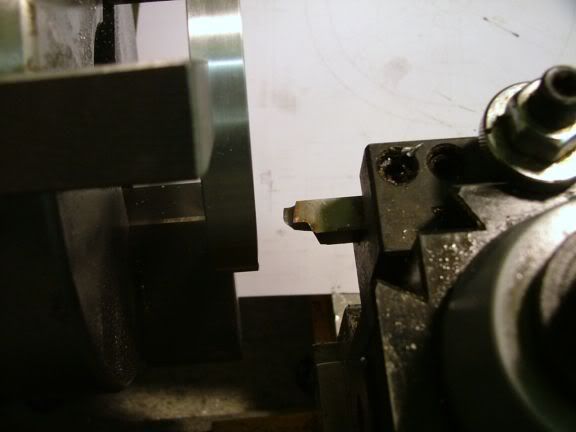
I rough marked up where the recess should end up, and mounted up my trepanning/recess tool.

The recess was quickly brought to the correct size and depth, then the other five sides were soon wacked out using the same settings.

After a bit of a deburr they are now ready to be set up on the RT for having the spokes cut.
I am not too worried about the rough finish, that will all be cleaned up and polished later.

So now you know how soft jaws work, I hope I haven't bored (pun) you too much.
All this to make one flywheel. But as I said, I will be doing it from the roots up, and showing how I do other things as well, complete with the reasons I do it that way.
Sorry to be showing a lot of people how to suck eggs, you should just filter out the bits you need.
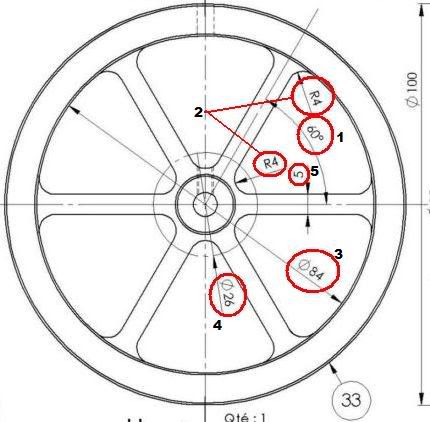
I have skinned the plans down, to show you all the dimensions that you need to make this flywheel are already provided on the plans.
1 - 6 spokes. So 360 degrees divided by 6 = 60. So if you were doing 5 spokes, 360/5 = 72 degrees.
2 - The radius required for each corner. So you would double that figure to give you your drill size. 2x4mm = 8mm.
3 - The internal diameter of the flywheel rim where you will be cutting to. This will require dividing in half, then have the radius of your drill subracted as well to put you in the correct position for drilling. 84/2 = 42. Then 42-4 = 38mm. That is the centre point for your drill, measured from the centre point of your RT.
4 - This is the PCD (Pitch Circle Diameter) for the position of the drill centre point near the central hub. You need to half that figure to give you the distance from the RT centre point, 26/2 = 13mm.
5 - The width of the spokes. You need to half the width of the spokes and add the radius of the curve (half the drill size). This will give you the offset from the RT centre point to end up with the spokes of the correct width. 5/2 = 2.5mm, add the radius, 2.5+4 = 6.5mm.
I always work in the Y axis for the main hole centres, and in the X axis for spoke width offset.
This all sounds very complicated at the moment, and sometimes it can be. But later on in this post I hope that the way I will be showing it done will clarify everything.
I will just add now, cutting flywheels is a job where total concentration is required. One mistake and you will be modifying the design slightly. There are natural stop points during the process, so if you need to take a break, it should be done then. Never stop half way thru a machining cycle, in this case, if say you were cutting the side face of the spokes, you would complete all six sides before having a break. A big sign on the workshop door of DO NOT DISTURB will help.
I would suggest you go thru this article from front to back, and watch all the short vids as well. It gives you a basic insight into how a rotary table works and some pointers on how to set it up.
http://www.jjjtrain.com/vms/mill_rotary/mill_rotary_01.htmlSo now onto the rotary table itself.
There are basically two bits of attachable machinery that allow you to do jobs on a mill. The straight line attachment is your vice. The RT allows you to do all the curvy bits (with a few straight bits if needed).
When buying an RT for your mill, it can turn into a bit of a minefield, and you can end up with one that will only do half of what you require.
It is all to easy to run out of depth. That is the distance from the bottom of your quill to the table. By the time you have added say the height of the chuck and jaws plus component. Put a collet chuck in the quill and added the cutter, things will start to get tight, to such an extent, you can't even change cutters or drills without moving way off centre, then coming back to centre again. The distance between the two on my machine is 14", and I wish I had a couple of inches more. A lot of people get around it by not using a chuck, and set everything up on the RT face, but chucks do make life a lot easier.
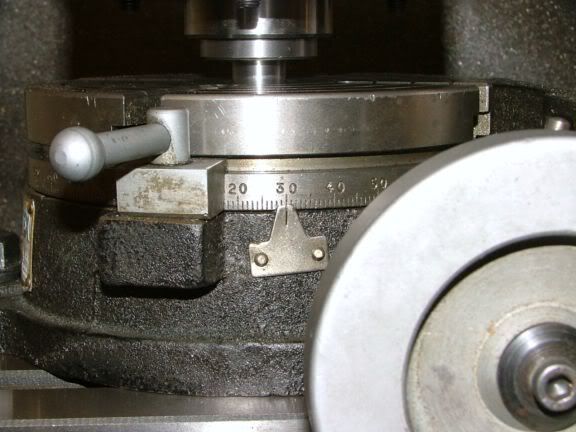
RT's come in all shapes, sizes and even ratios of the worm gear. So really I can only concentrate on what I use, you will have to work out how to do the same thing with yours. The main difference is the ratio, so you will have to find out how the vernier system works on your one to get the minutes and seconds of a degree. But in the case of this flywheel, only full numbers are used.
You can buy fairly low profile RT's, that address the height problem, but they are usually limited to horizontal use only, they don't have the built in castings to go to vertical operation. This can usually be solved by using an angle plate to put them in the vertical position. So if you are tight for height, maybe that would be the way to go.
For most small mill users, they have 3" & 4" RT's, that will do an admirable job, and if you get say an 3" or 4" chuck on there, will cope with most jobs you come across, and by taking the chuck off, even though you only have a small table, if you can get the job clamped down to it, will allow you to go to extraordinary radii for cutting and drilling if a little care is taken. Size isn't everything when it comes to RT's. Big is nice, but not compulsary.
So I had better stop beating my gums and get on with the job, but I will also be giving a bit more info in these first few pics.
I centred up my RT using a gizmo my mate brought back from the States for me. They are available in the UK if you search them out. It is called a coaxial indicator, and he got it for me from LMS.
http://littlemachineshop.com/products/product_view.php?ProductID=2060&category=And boy, does it make the job easy, but it does have a down side, it eats into those precious height inches. By the time you get the chuck and part on there, it becomes a bit of a tight squeeze, but well worth it if you have the facilities and need. Otherwise, you will have to use your normal DTI system.
I suppose this could also be used on the lathe for say centring up your tailstock to the chuck, or for setting up in the four jaw. I haven't tried that yet, but will do in the future.

This is the RT I have used for a long while. It is a Vertex 6" horizontal/vertical one, that also by changing the handle for a disc set, can be used as a dividing head as well. Normally on these sizes of RT they have a 2MT centre to the table. Smaller tables can sometimes have just a plain hole, and it is the central hole that you use for centring the table up.

I have modified my table to take a Myford nose adapter, so that I can use a range of chucks and plates on it, and on my lathe as well, so I can swap between the two at will. It just speeds up the way I personally do things, and for normal users isn't necessary.

This is the normal method for mounting a backplate. This is one to fit an 80mm 3 jaw onto my RT, and was turned up on the lathe. Four t-nuts secure it to the table faceplate. To assist on the centring up onto the RT it has a hole bored thru the centre of it, done at the same time the spigot was cut for mounting the chuck.

A back view, showing the chuck retaining bolt holes and the t-nuts and bolts.

This is the other bit of the puzzle, a MT blank arbor turned down on the end to be a very snug fit into the hole in the backplate.

This is how it fits together. First the arbor is put into the RT central hole, and tapped down into position. Then the backplate with fitted chuck is put onto the sticky up bit. The backplate is then bolted down onto the RT table.
The chuck is automatically centred up onto the table, with the added advantage of not having to stuff paper down the middle hole to stop your chucked up bits dropping down the well, usually necessitating the removal of the RT table from the mill table to retrieve them.

Sorry about all this drolling stuff, but we are starting to come to the bit where I get to cut some metal.
So the RT is now onto the table, centred up at 0,0, the chuck has been fitted, with your outside jaws in the chuck and the part to be machined in the jaws.
Unfortunately, in my case, I am not quite ready. What do I spy on the end of the table to the right.

You guessed it.
In my case, I fit a set of soft jaws and machine them up to fit the part. I have a definite fetish for accuracy, I just hope you don't catch it, and use your outside jaws, just like normal people.

So the job is held tight in the chuck jaws, and I have the angle set to zero on the RT.

The main table was set to zero both in the X & Y axis.

We start to set up to drill. I will be doing the inside set first, because this is the easiest to do to begin with. An 8mm drill is in the chuck.
The drill points around the circle will be 30, 90, 150, 210, 270 & 330 degrees. These are the centre points between the main spokes.
So I set the first one to 30 degrees.
The Y offset was set to 13mm.

It was at this point I started to lose it and forgot to take pictures.
I drilled each hole just over 9mm deep at the above angles and offset, this depth was because I don't want the drill tip to hit any part of the chuck jaws. This pic was after I had finished the full circle.

The RT angle was then set to zero. The placement of the holes on the outside circle is 0, 60, 120, 180, 240 & 300 degrees.

The Y offset was then moved to 38mm (remember the workings out on the drawing), the position of the outside holes.

Then the table was moved to a positive reading in the X axis of 6.5mm. This is to give us our spoke widths.

This pic shows the drill at the outside and offset position.
Again, no drilling pictures. I drilled the series of six holes at 60 degree spacing.

The only adjustment done on this manouvre was to move the X axis to -6.5mm, then the repeat drilling of the set of six holes at 60 degree spacing, the same setting angles as the previous set.

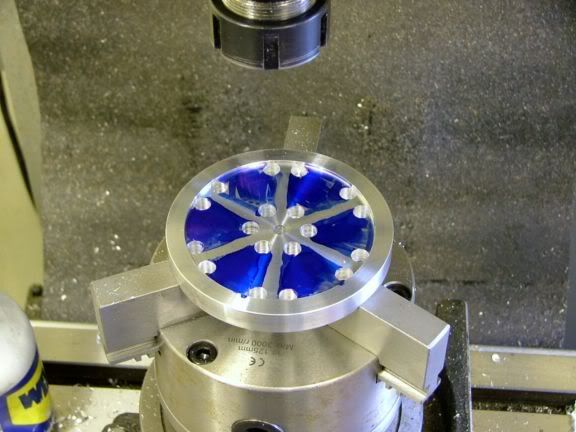
If you managed to follow my instructions, you should have ended up with a set of holes looking like the pic below, except for the blue marking, I put that on to show when the blue bit was removed, you would be left with the makings of your flywheel.
It was at this point I gave up.
I know most of you don't have the equipment I have, and will have to rely on using your X & Y handles to give the offsets. I showed the DRO's display because it was the easiest way of showing what was required at each operation.
Once you can get the basic understanding of what is required to make a flywheel cutout on the RT, you will soon be doing what I do, plan it out on a bit of paper and just cut away. Believe me, once you have got the first one under your belt, you will kick yourself for not doing it before. It really is a reasonably easy operation to do. But time consuming at times.
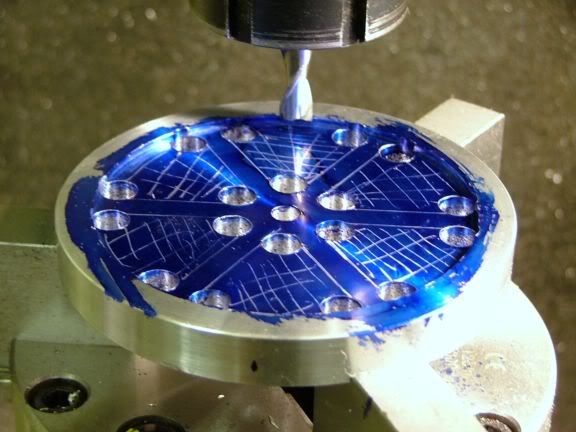
So what you see here was my next step. I have blued up the whole lot, and using an old ballpoint (doesn't scratch like a scriber) I drew on what needed to be removed. I also fitted a one sized smaller SLOT DRILL. The slot drill will cut all the gooves much easier that an end mill, and by going one size smaller, if I cut to the original dimensions used for the holes, it will leave a small amount of material to be removed to clean up all the edges. You could use the correct size of end mill for doing this first stage and miss out the second, but your hand cleanup time will take much longer.
I will be going thru the whole sequence twice, the cleanup one takes hardly any time at all.
The top slot is done first, but if you remember, the holes were drilled offset to allow for spoke width. So what we do is have no offset, and just set the Y distance at 38mm, the distance we used for the original holes.

Now there is no angle used for this part, it is all done by eyeball. What you do is start in the middle of the arc and cut using the RT wheel until the cutter reaches about half way across each end hole. I did these at a cut of 1mm deep each time until it had penetrated thru (8mm), in fact I took mine to 9mm, but don't go much further or you will be cutting chuck jaws. It will also get you into the correct routine for which way to turn the RT wheel. That becomes critical, as you will see later.

So all you do is jump to the next sector and repeat the same. This shot shows how far I went into the end holes.

Eventually you will have all the top arcs roughed out.

This is where the angles now come into play. 360/0, 60, 120, 180, 240, 300. and also the spoke offsets.
When the first outer holes were drilled, they had a positive offset of 6.5mm in the X axis, and the inner holes were drilled at 13mm from the centre of the wheel in the Y axis. Forget about the 30 degree setting for the inner holes, that is all taken care of. Just set up with 6.5mm offset, 38mm in the Y axis and 0 degrees on the RT.

So basically, with the cutter at the above setting, put a cut on and wind it fwds in the Y axis until you hit the hole at 13mm. Again, I tend to only cut part way thru the holes at either end. Keep repeating until all the way thru.
This is what it should look like while cutting. If you notice, the inner hole is automatically lined up.
Once you have completed one slot, move fwds 60 degs and do the next one using the same technique, carry on until all are completed.

Put the offset to minus 6.5mm in the X axis and repeat the same for the slots on the other side.

This is what it should look like for this operation.

Once you get to the bottom of the cut, the redundant middle bit SHOULD fall away, but sometimes they can fly, so be ready for it.

We have a rough flywheel. The next stage is to clean it all up.

So the cleanup begins. I fitted a correct sized END mill (8mm). What you will be doing is plunge cut the full depth, then proceed to cut along the slot edge until you reach exactly 13mm. I will only say this the once. NO CLIMB MILLING, use standard cut only. So that means, on the minus X offset, you move from 38mm to 13mm, on the plus offset, from 13mm to 38mm.

So using the same settings as the rough cut.

Plunge down until the cutter is just thru the spoke depth, then a nice smooth feed in the Y axis until you reach exactly 13mm, then retract the cutter. Do your 60 deg fwds feed on the RT and repeat until all sides are done. Put the X axis onto the positive offset, and starting the cut at 13mm, move to 38mm. Repeat as before for all six.

We now need to clean up the 13mm holes, So using 30, 90, 150, 210, 270 & 330 degree settings, we are going to plunge down each hole to clean them up.

Set up with zero X offset, Y distance to 13mm, and just plunge thru with the cutter at the above angle settings.

The next bit is cleaning up the outer radii. So X offsets to 0, and Y to 38mm. Again this is a bit of an eyeball job, you take the cutter until it just touches the original walls of the drilled holes. To do a standard cut you should be moving from the left hole to right. So plunge cut as close to the left hand hole as possible and wind until the cutter is in the correct hole position, then gently wind on the RT until you reach the other hole.

If you do it all right, you should end up with a flywheel that requires very little hand dressing to get it looking great.
Unlike myself, who turned the handle the wrong way and cut in to one of the spokes, no excuses, I balls up at the final hurdle.
I did a quickie rescue job on it by putting the same cutout in each spoke, and in fact it looks rather good to my clapped out eyes.

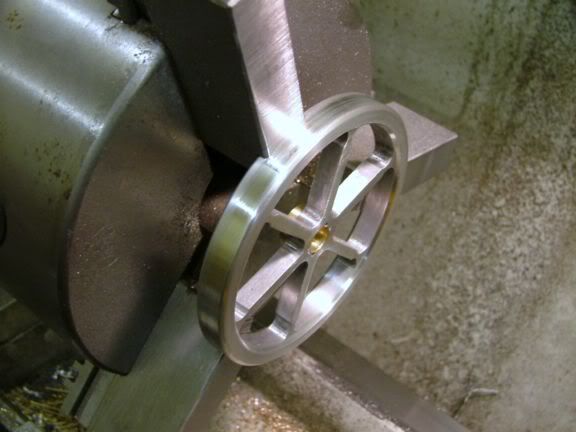
Finished on the RT (maybe), time to do a bit of a tidy up on the lathe.

Remounted onto my favourite soft jawed chuck. Even though the chuck had been off the lathe, after it was remounted in the same position, it was still spot on.

A quickie grind up of a quarter round edged boring tool (make 'em up as you need 'em).
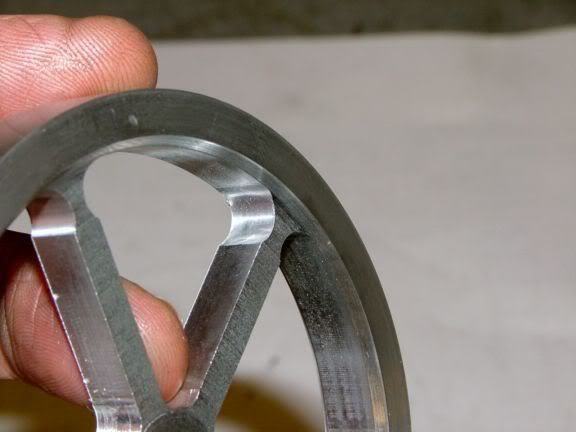
It blended the spoke outer faces nicely into the rim.
Remounted and the hole opened up with drills, boring tool to make sure everything was straight, then cleaned up with an 11mm chucking reamer.

I didn't go any further as I need to fit a brass hub to the flywheel, and I am a bit undecided what type of clamping device would be best. A grubscrew is easy but crap looking, a taper lock looks the part and does a grand job of keeping everything from wobbling. So a decision will be made when I have had a good look at the full sized engine plans.
I think you must all be thinking, 'all that crap just to make a flywheel'.
In fact it is a lot more difficult to describe how to do it, than it is to actually make one.
If you followed these posts to the letter, you should end up with the flywheel I need to make. This is just an exercise to show you all the different things that are involved, not for you to make one. It is the principle you need to get your heads around. If you can do that, flywheel making becomes just another job.
The hub size was a little small for putting a taper lock into it, but decided, if I could keep things tight on measurements, I just might be able to squeeze it in. So that is what this post is about.
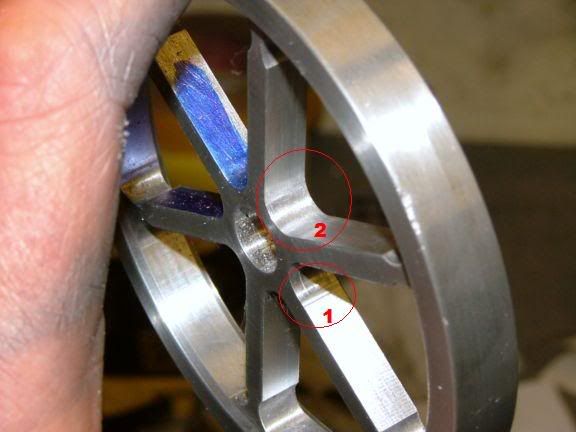
First off though, before going any further, the flywheel needs certain areas blending in. Even when machined to very tight tolerances, you will always get slight mismatches. On this pic, #1 shows where it is on this job, where the sides of the spokes blend into the inside hole. By using a combination of smooth files, a scraper and emery cloth I got all 12 areas blended in, #2.
Now that all the blending was finished, I could concentrate on the job in hand.
First off. I made the flange for one side with a core plug attached, this was a nice tight fit in the 11mm centre hole, and once it had a touch of loctite on it, it was going nowhere.

The plug went right the way thru, and was flushed off level with the ali.

I need this hub to have a tapered bore, starting at 8mm on the flange side, ending up at 9.5mm where the plug is flush with the ali. I got these figures out of my head, and a little mental calculation at this time showed me I could squeeze in a couple of 2mm cap screws for locking the taper. A quickie calculation gave me 3.5 degrees for the angle. In fact it was just a tiny bit larger, so I rounded it down.
To save me having to swing the topslide over twice, and matching up the tapers. If I could cut from small to large on the internal taper, then I wouldn't have to move the topslide to do the external one, and the tapers would automatically have a perfect match.
The flywheel was again mounted in the soft jaws, with the small hole sized flange on the outside. By coming up gradually thru a range of drills, I ended up putting a 7.9mm thru.

The topslide was swung over 3.5 degrees in the correct direction.

Everything was locked up, and the boring feed was done manually by using the topslide handle. I gradually came out until the bore was at my 7.9mm hole edge. A cut of 0.05mm was put on, and the bore given the final cut. This would be close enough for me.

This was how the internal tapered bore turned out.

The tooling was swapped over for external cutting, and still using the same topslide setover and feed, I started to cut the external taper.

When it was starting to get close to size, the flywheel was tried for fit after each cut. You only have to remove a very small amount each time, and it is very easy to take too much off.

I eventually got to where I wanted to be, a gap of about 0.25mm (0.010").
Before I parted this bit off, I put a hole up the centre, for when I start to bore for the shaft.
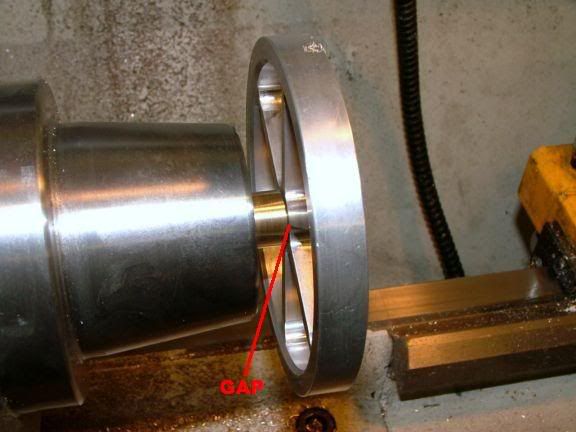
Internal and external tapers.

The two were tightly pushed together and a bit of old superglue smeared on the back of the joint. This will hold the parts together while I do a bit of drilling, but I will easily be able to break the joint apart.

The wheel was remounted onto the RT, which was still in the zeroed position.
By using my mental arithmetic, I drilled holes for the clamp down screws, complete with head recesses and the two jacking screw holes to get the bits apart.

The glue joint was broken and all old glue cleaned off. The four holes were tapped 2mm course thread, and the whole lot screwed up tight. It was a very tight clearance fits all round for bolt heads and threads, but there were no compromises, everything fit just right.

First off, the topslide was put back to zero. The wheel was again mounted onto the lathe, this time with the screwed bit on the inside. The excess of the taper was faced off, and the thru hole bored for a nice sliding fit on the shaft.

The last job before final assembly was to put a hacksaw cut along the length of the removable part until the cut reached the centre bore. What this does is allow the taper to collapse down the central bore, and so grip the shaft, very accurately.
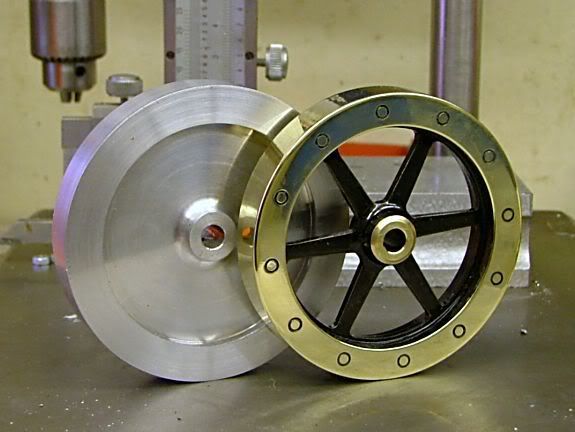
Here it is finished, you can just see the saw cut.

The back side.

This really was a tight squeeze getting it to fit into such a small area, but it works, and that is all that matters.
We have arrived at the last instructional bit of this post, 'thank goodness' some of you say.
Just a little reshaping to get the flywheel rim looking like I want it to. I rounded over the corners a little.
Then I set to work with finer and finer grades of emery, to remove all blemishes from the metal's surface.
If you are going to polish metal, all machining marks have to be removed and the surface should end up really smooth with a satin like sheen.

A few minutes in the company of Mrs Buff saw Mr flywheel all aglow. In fact this is a real crappy picture, the flywheel is covered in WD40 that I removed the last traces of polishing soap with. So I cleaned it up, went to take the pic and my battery was flat. The cameras, not mine. I was tired, hungry and ready for a coffee, so this will have to do.

So, that's it lads and ladies, a long winded write up on how to make a basic flywheel from scratch, warts and all.
I will answer any questions if you want, but if there aren't any, I won't.
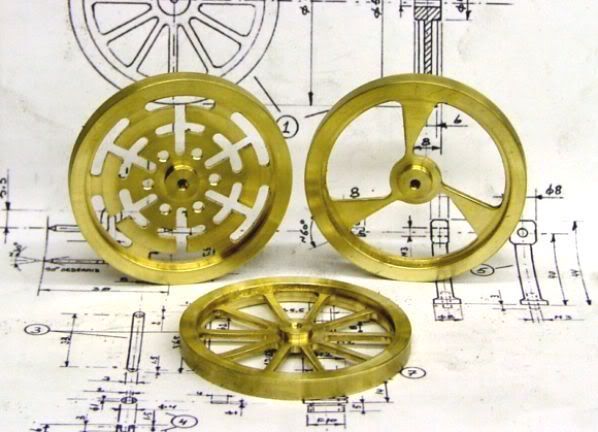
Now because this is such a short post, just to keep you entertained. Here are a few bits I have made over the last 18 months. Before that, all my photos have been lost.
My elbow engine flywheel and cylinder

A pair made for a poppet valve engine, and these will be modified very soon as the engine is being finished off.

A brass flywheel I made for my mine engine. The blank ali one was for making the same style, but I changed my mind.
Another big brass flywheel, about 1/2" diameter.

A weird shaped flywheel that I made about 20 years ago. This engine is just being rebuilt after many hours running.

A pair of flywheels for finger engines I made for friends.

Three flywheels I made for a set of three stirling engines. The one laying down is to original plans, the two standing up aren't. I dropped the original engine and bent the crankshaft, so that is awaiting rebuild, the other two engines are made, awaiting assembly.
Three more flywheels for finger engines for friends.

I even made one out of twigs, it ran very well, and still does.

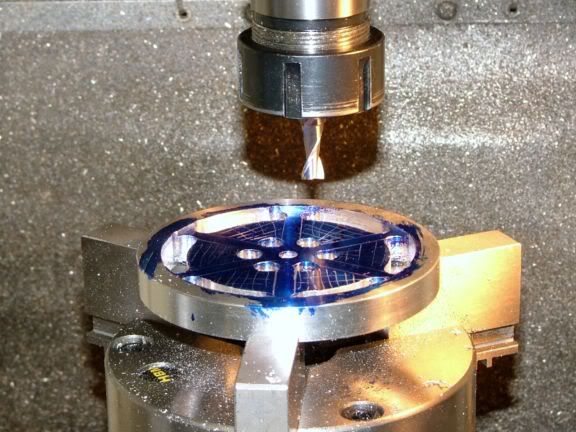
The RT isn't just used for flywheels, here I am making a rotor for the last turbine I made.

John



