


 Recent Posts
Recent Posts1
Your Own Design / Re: Kearsarge Windlass Engines
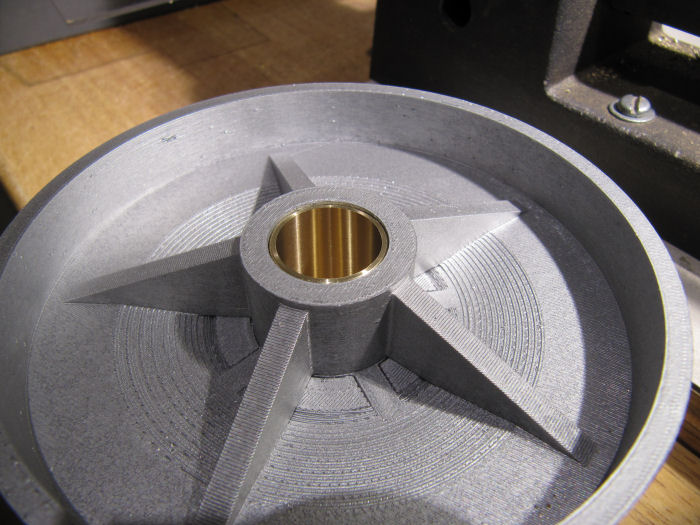
« Last post by crueby on Today at 04:31:01 PM »After the fun field trip out to the steam shovel, I got the bearings for the chain drum sections turned/bored out. These are not high speed or long-running items, so I used some brass, not bronze. They are a push fit into the flanges, and run free on the main shaft.
A view of everything test assembled:
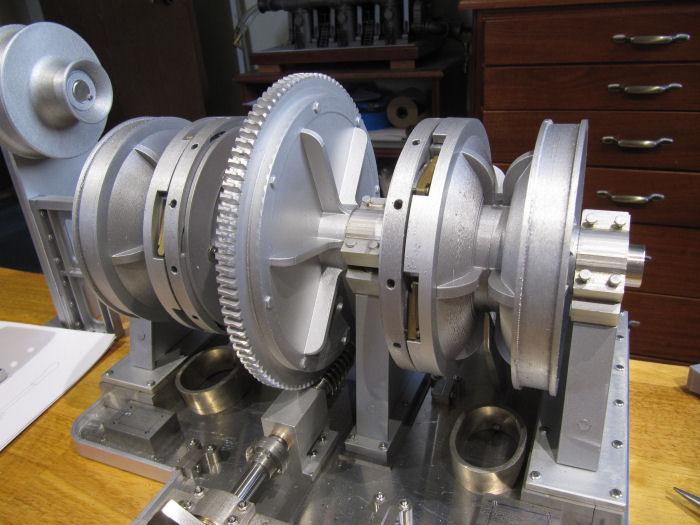
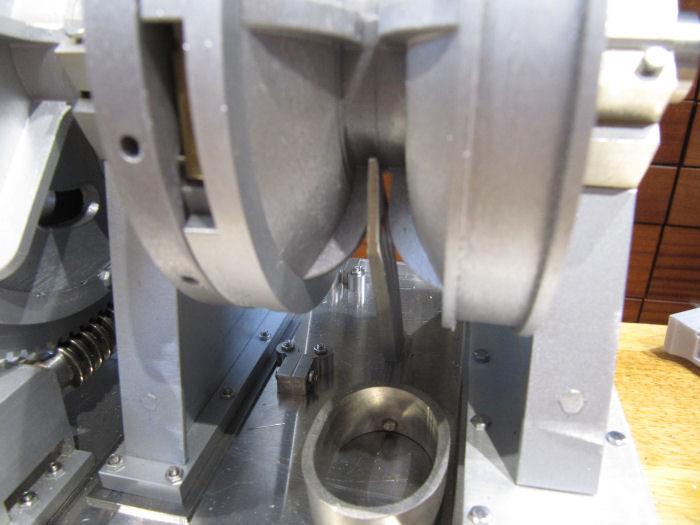
Next step will be to do the final install of the chain guide rails and lower pipes, which got trimmed to length the other day. They need to be drilled/tapped for some screws through the base, and a large hole inside each pipe cut through the base plate for the chain to go through - the deck below would have a large room that the chain would collect in as it was hauled in as the anchor was raised. These rails would keep the chain from getting stuck on the drum and wrapping around past the pipe opening.
A view of everything test assembled:
Next step will be to do the final install of the chain guide rails and lower pipes, which got trimmed to length the other day. They need to be drilled/tapped for some screws through the base, and a large hole inside each pipe cut through the base plate for the chain to go through - the deck below would have a large room that the chain would collect in as it was hauled in as the anchor was raised. These rails would keep the chain from getting stuck on the drum and wrapping around past the pipe opening.








 Clodey,
Clodey,