Lots of progress on the worm wheel - the center shaft hole was milled out to size while it was still on the faceplate and centered from doing the rim:
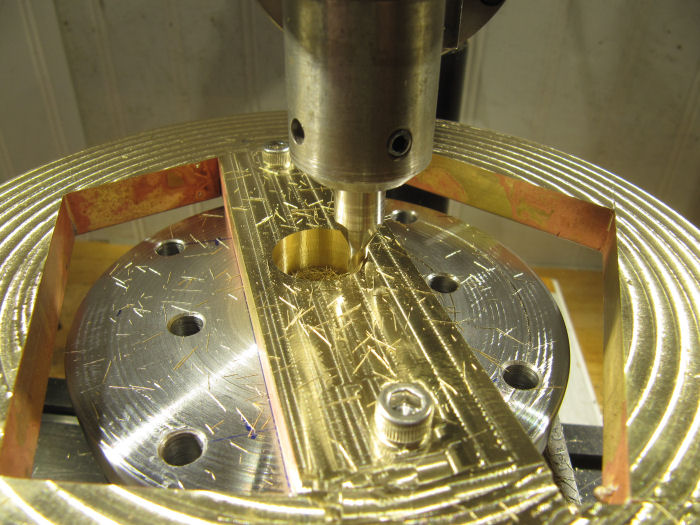
raising it up several times as I got close to measure and test with a bit of the shaft material (3/4")
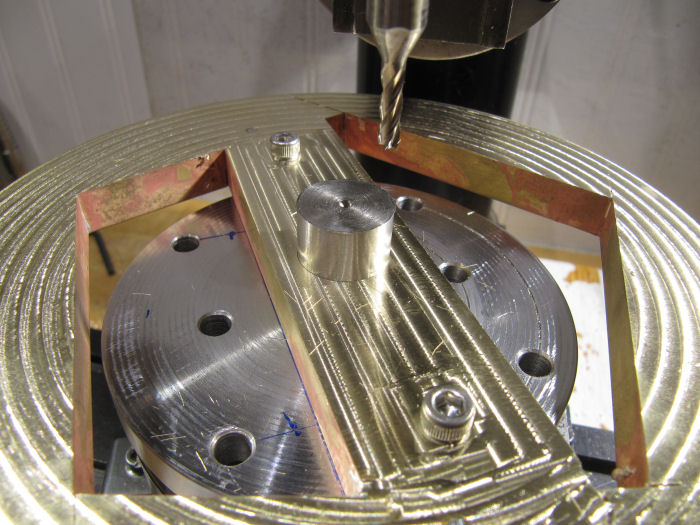
and also drilled the holes around the rim to bolt on the side flange plates
which look like this
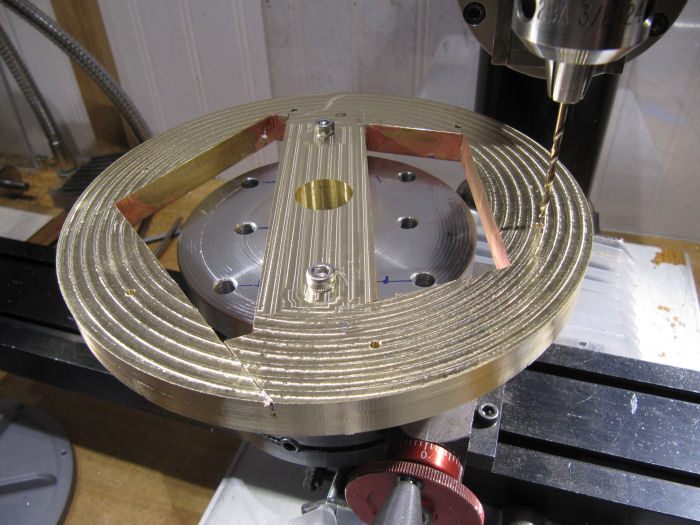
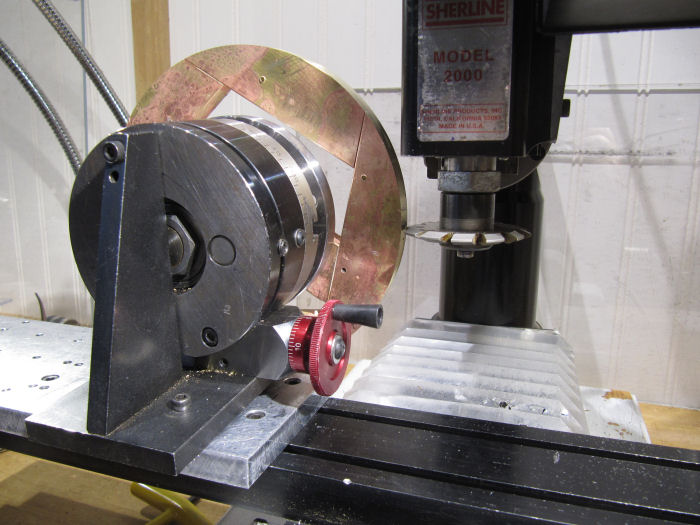
Then, got the vertical rotary table set up for cutting the gear teeth. This time I checked multiple times to make sure I had the angle going the right way, unlike the rope drum wheel where I had done it backwards.

Hard to tell in the picture, but the end of the rotary table base plate farthest from the camera is blocked up to tilt the table to match the angle of the teeth on the worm shaft.
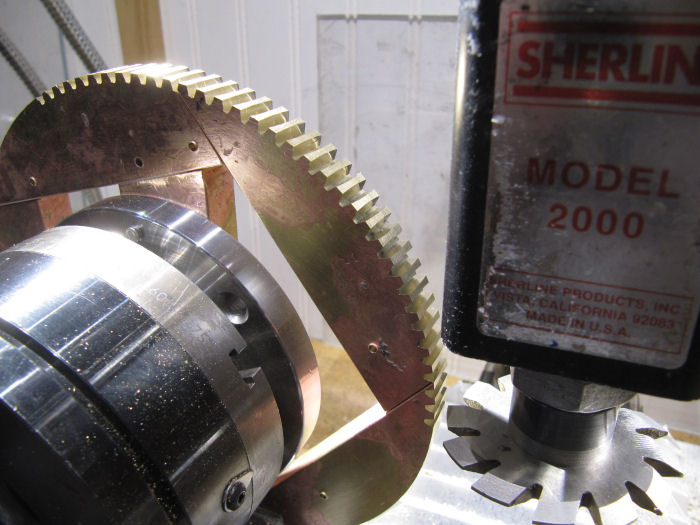
Then set up with a M1.75 Nbr8 gear cutter, centered on the side of the rim, and zeroed the left/right handwheel ready to start making the cuts. For the worm wheel, these cuts are made as plunge cuts rather than the normal cuts across the face on a spur gear. These are to give the hob cutter a starting point for cutting the teeth while pulling the gear around in sync with the cutter rotation. Whoever invented gear hobbing was clever!
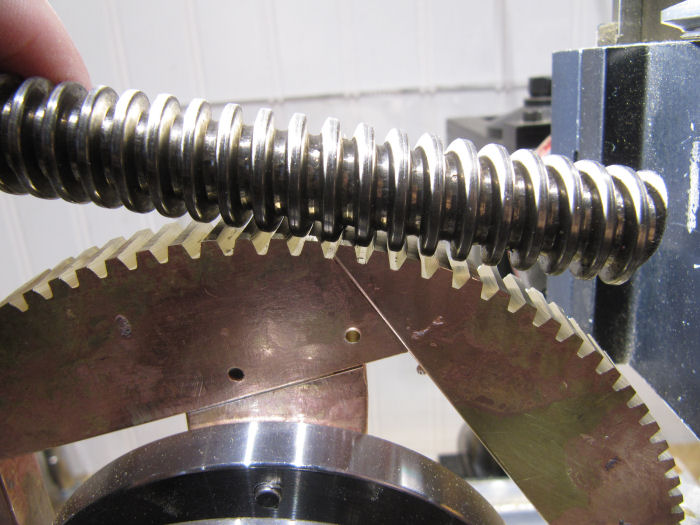
So far I've gotten about a third of the way around, time for a break. I've got a list of handwheel positions for the rotary table to cut the 102 teeth, and am checking them off as I make each cut. Here is the worm shaft held up to the teeth to check the spacing, good so far...
After all the teeth are precut like this, I'll set the wheel up on an arbor that allows it to spin while keeping it in place in/out, and set up with the tap to hob it.



 Recent Posts
Recent Posts



