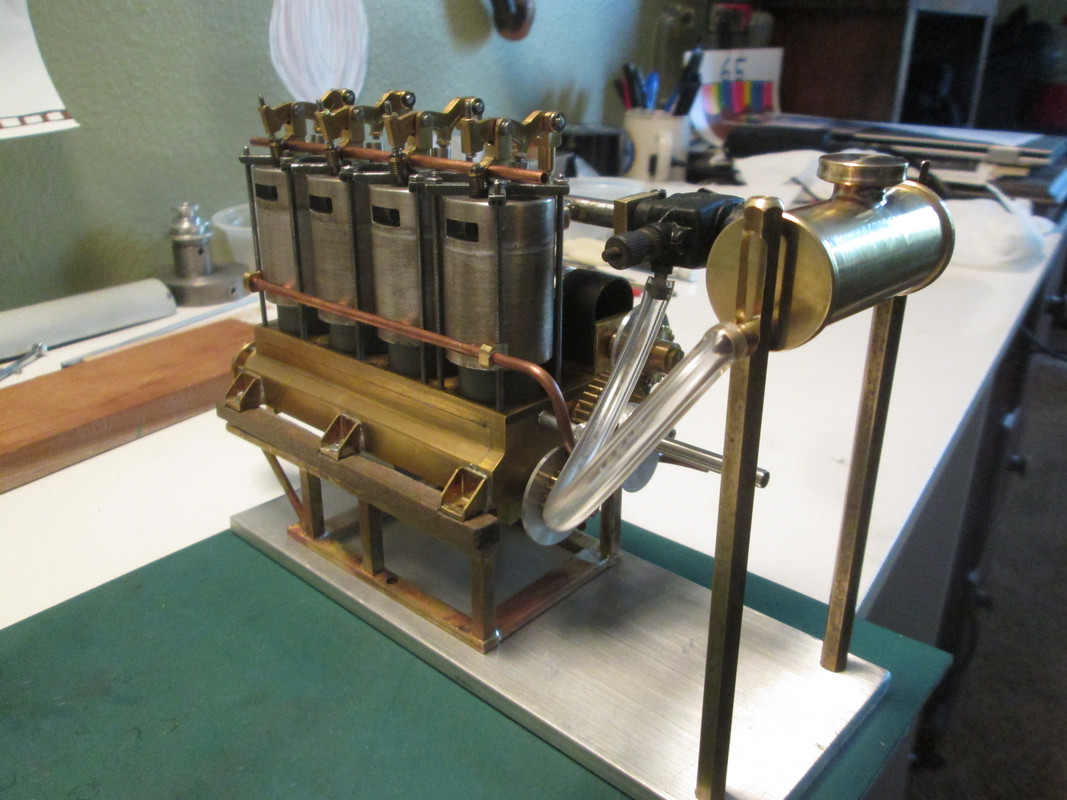
The next projects have been a new and better engine stand, and a fuel tank along with its mounting columns.
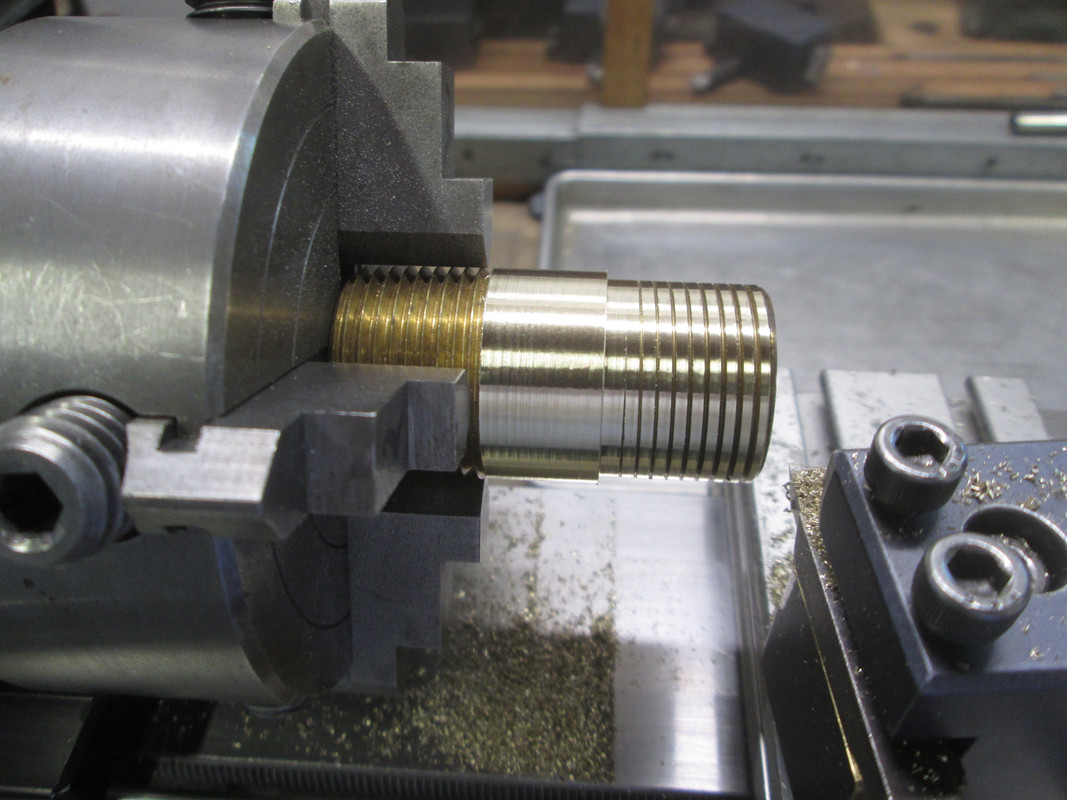
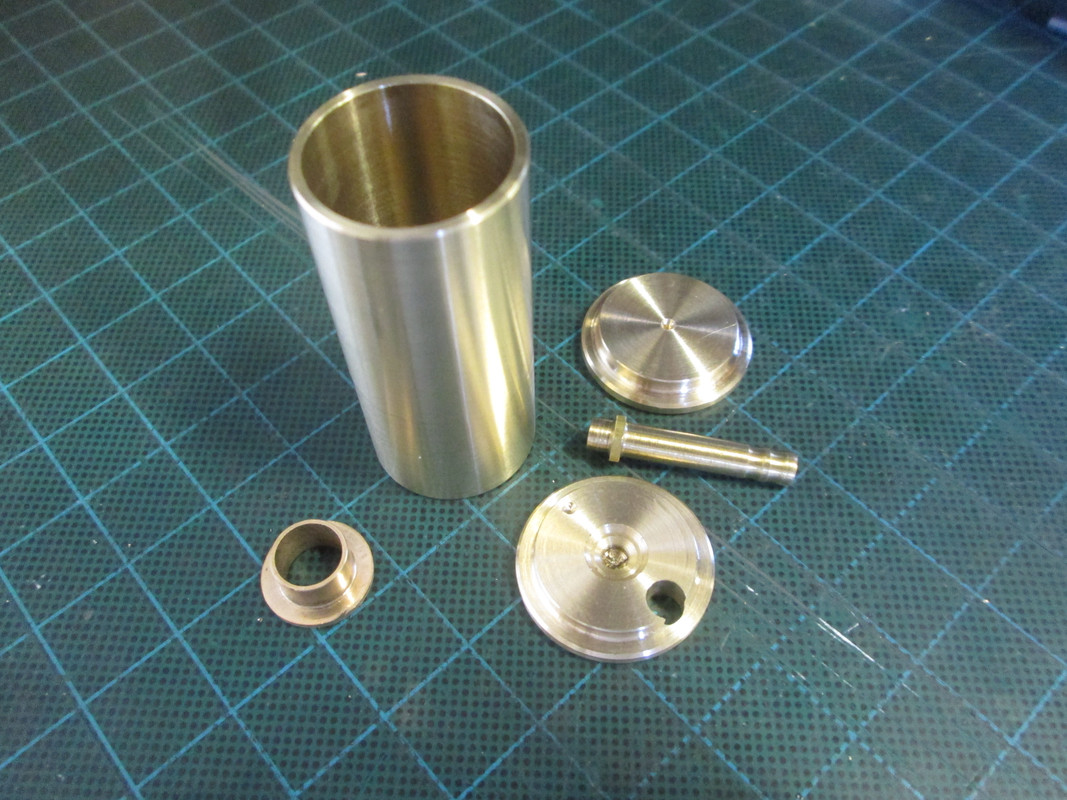
The fuel tank started as a brass pipe nipple that has been in the junk drawer for years. I turned the threads off, and bored it out slightly to clean up the inside and increase the volume a bit.
The end caps and filler cap were basic turning jobs, while the filler neck and the tube nipple were recycled from parts made for other purposes but not used.

The carburetor I plan to use, at least initially, came off of an Irvine 20 Black Head model airplane engine I've had since ~1980. I tried running it on my V-twin some time ago with success, so I know it can work. A vintage carb for a vintage engine.
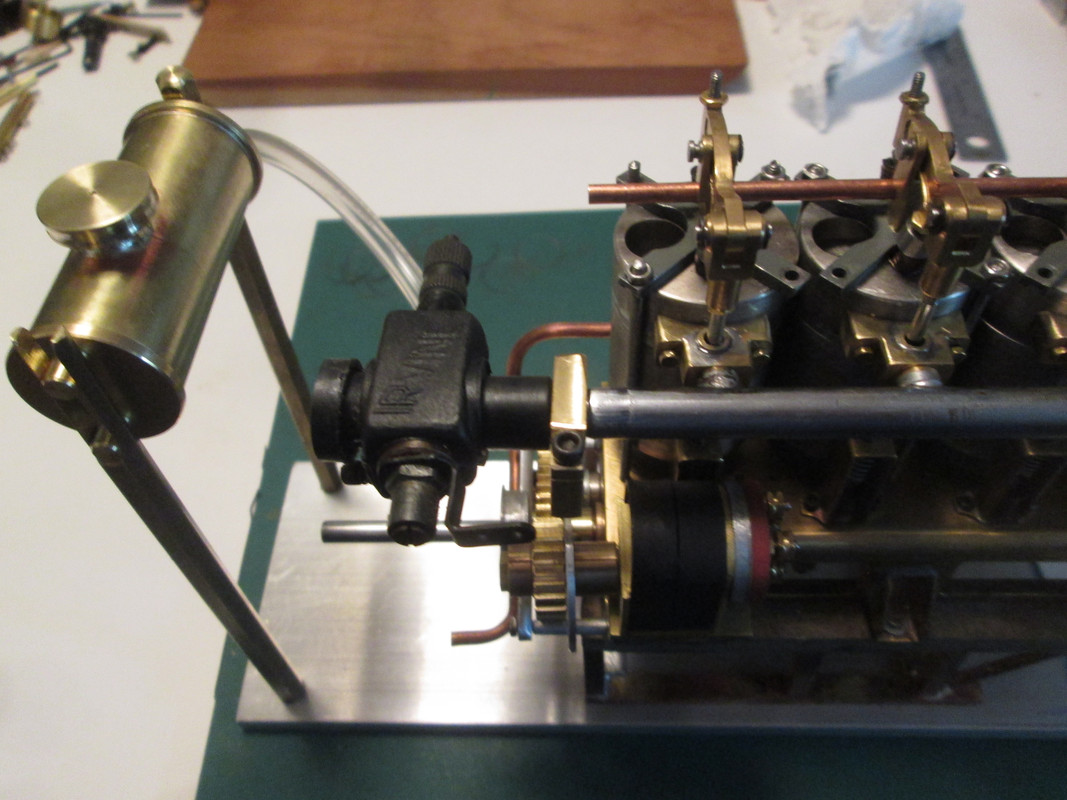

I didn't take any separate pics of the new engine stand, but it shows up in this last photo. It will be getting a coat of paint eventually.

 Recent Posts
Recent Posts Clodey,
Clodey,





 PS if you know anyone with a plasma cutter, CNC sheetmetal shop, or laser metal cutting service, these methods are much better and safer in the long run for making big holes in thin steel sheet.
PS if you know anyone with a plasma cutter, CNC sheetmetal shop, or laser metal cutting service, these methods are much better and safer in the long run for making big holes in thin steel sheet.