Sorry, forgot to say the flywheel is the only casting used.
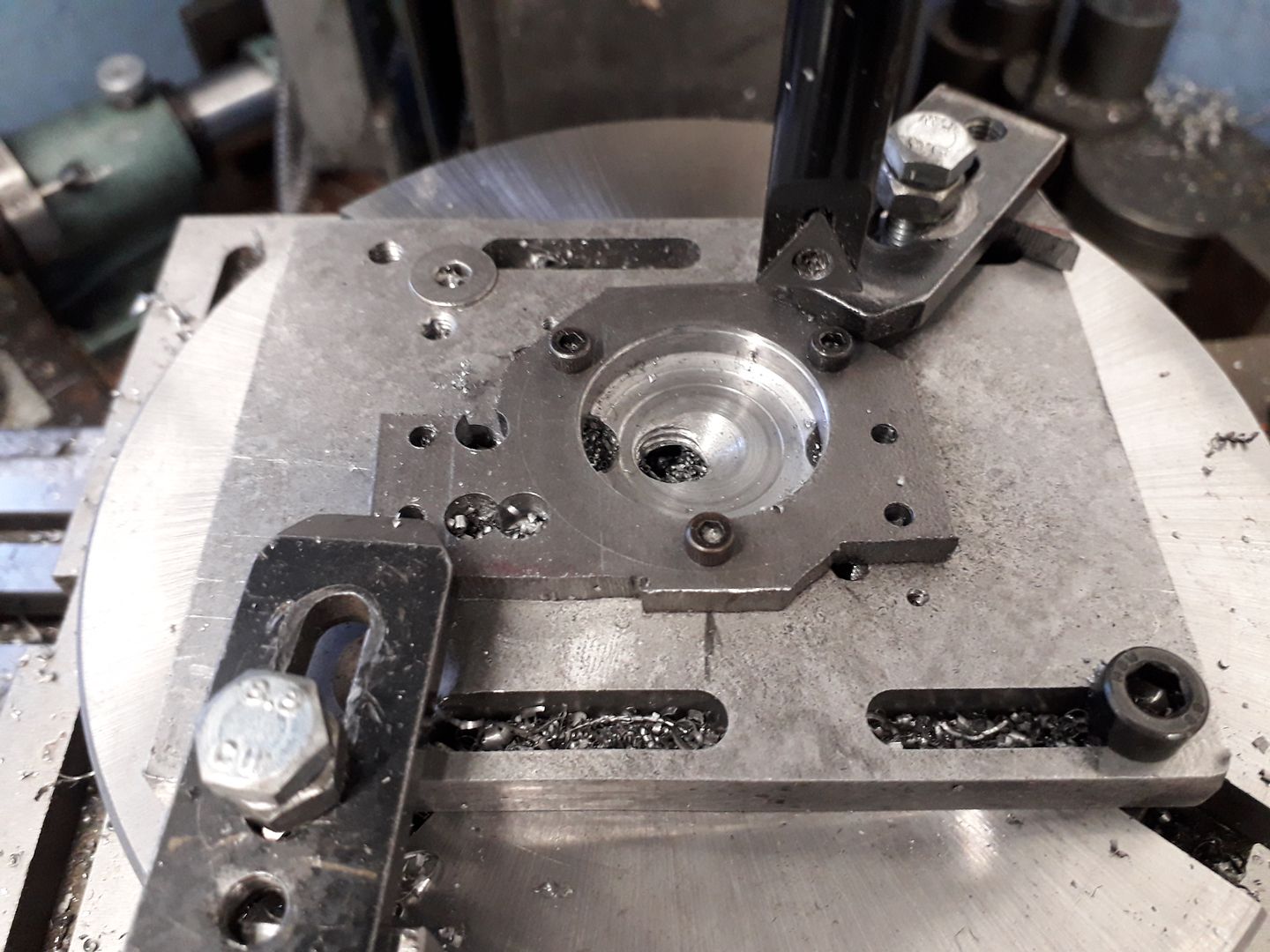
The "cylinder head" which incorporates the bearing supports started life as a piece of 5mm plate which was marked out and the bigger bits of waste material roughly sawn off. This was then clamped to a scrap of aluminium on the rotary table for drilling the various small holes and some to define the internal corners. Three of the holes were carried on at tapping size into the ali plate and then tapped so some additional screws could be used to hold the part while the main hole was bored.
The two clamps were then removed and the outside milled to shape.
The flame licker design needed a chamber for the spring and valve, this was bored out on the lathe and then transferred to the mill to shape the outside leaving a flat area into which the exhaust stack would screw.

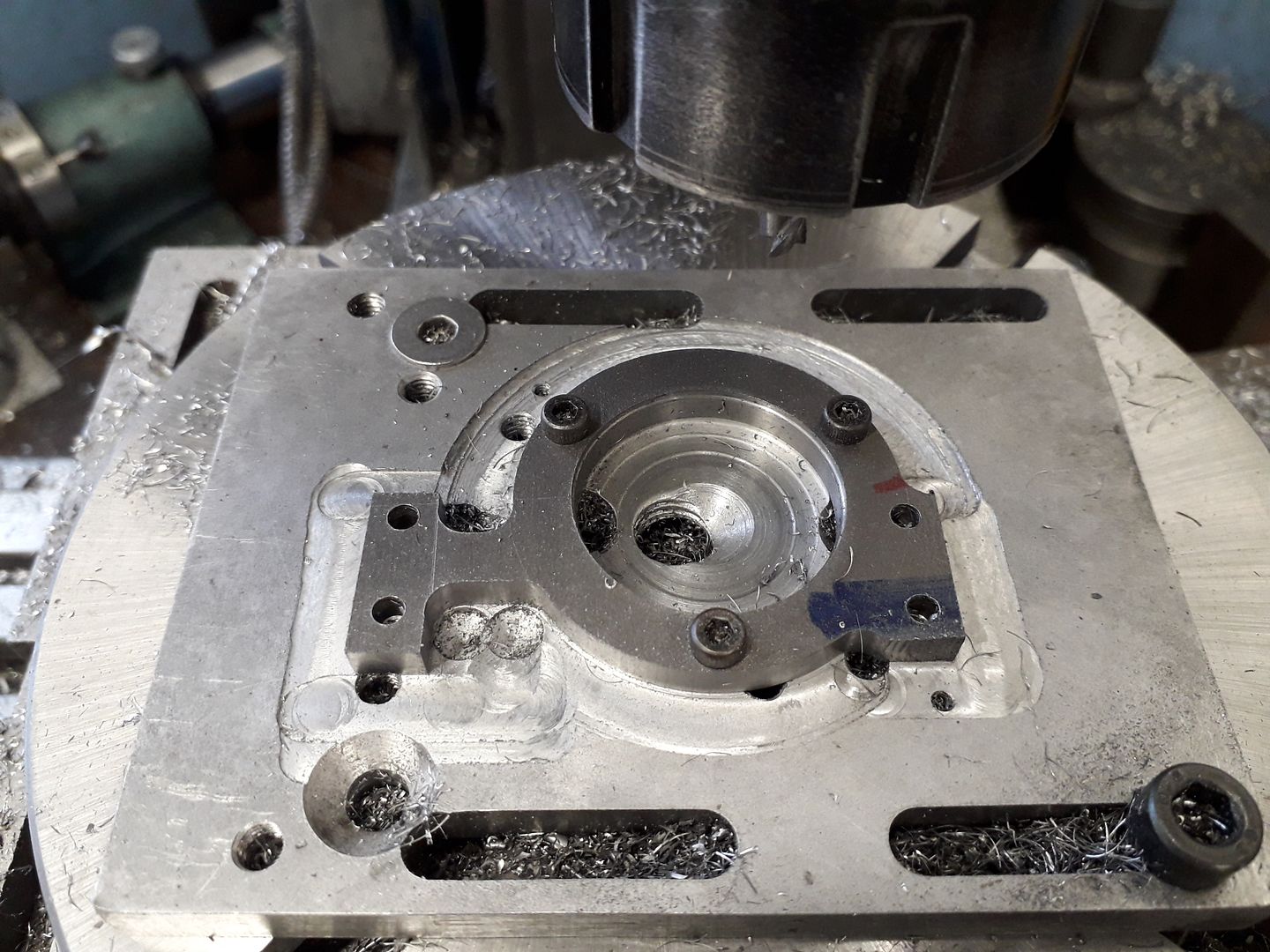
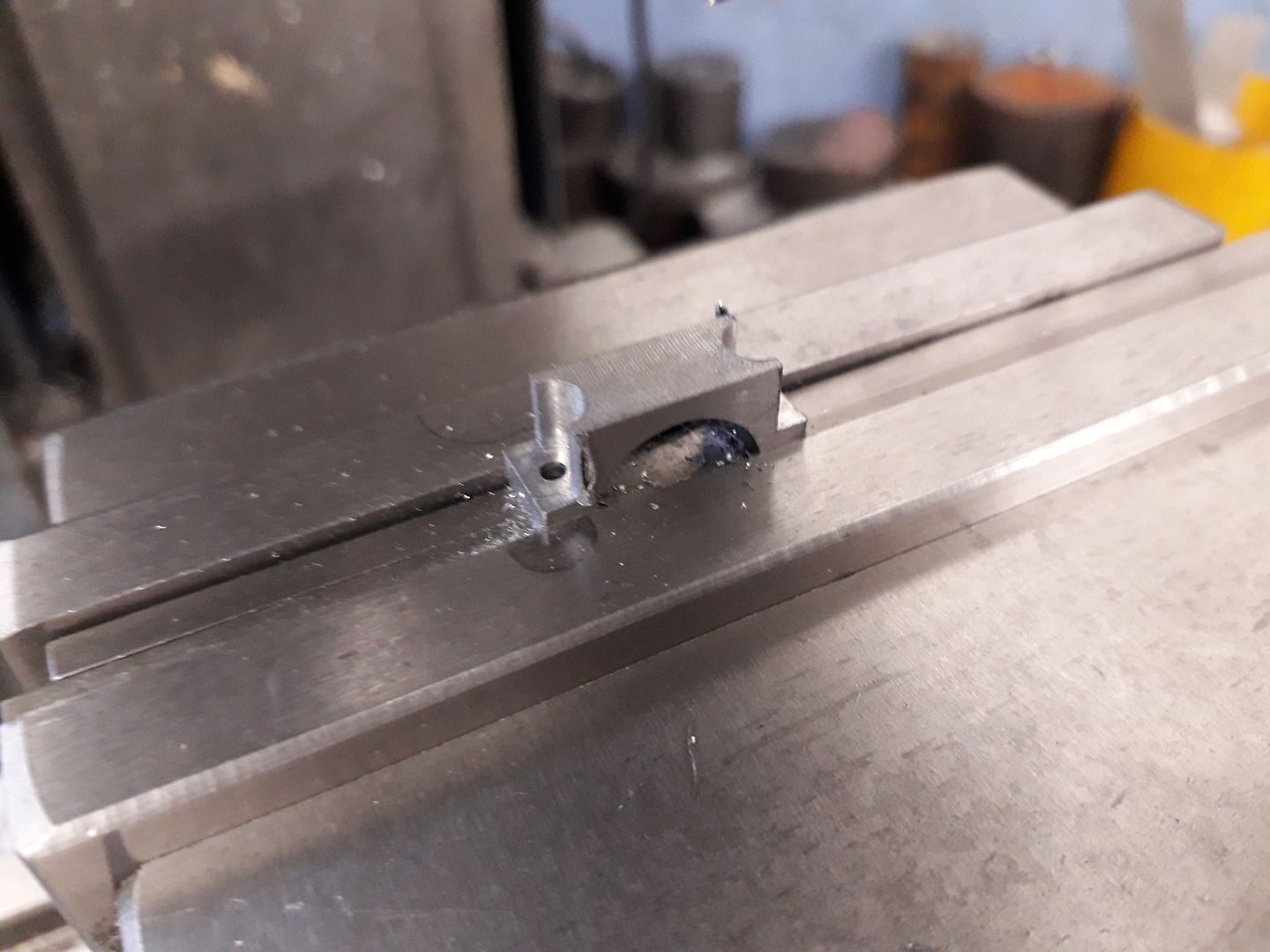
Jumping forwards a bit the parts including two bearing supports have been silver soldered together, bearing caps screwed on and the assembly mounted back onto the ali plate to bore first the top bearing hole.

And then the other, in both cases the bearing was used to gauge the size of the hole

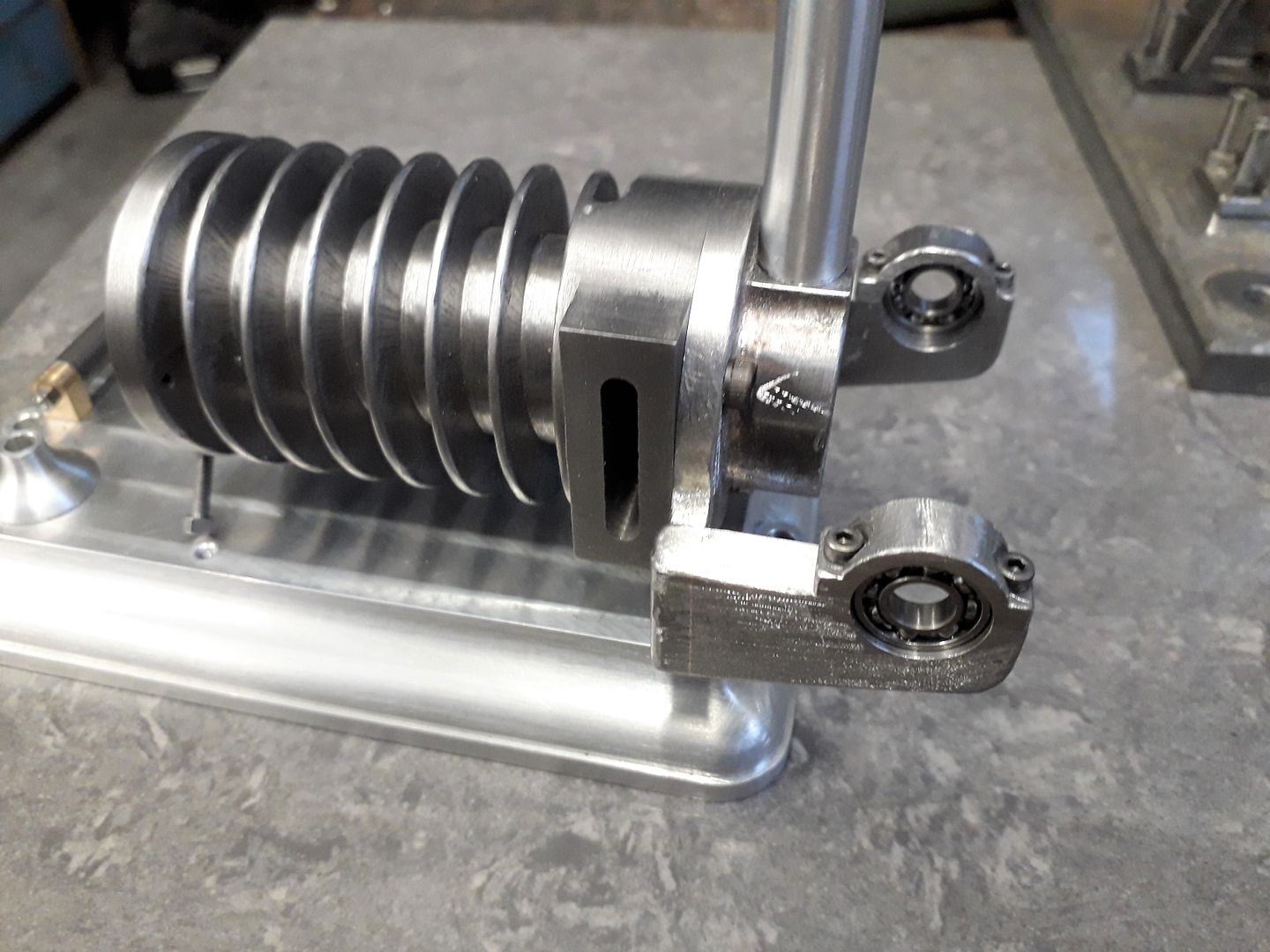
Hard to resist a quick trial fit
A bit of milling and the bearing caps start to take shape
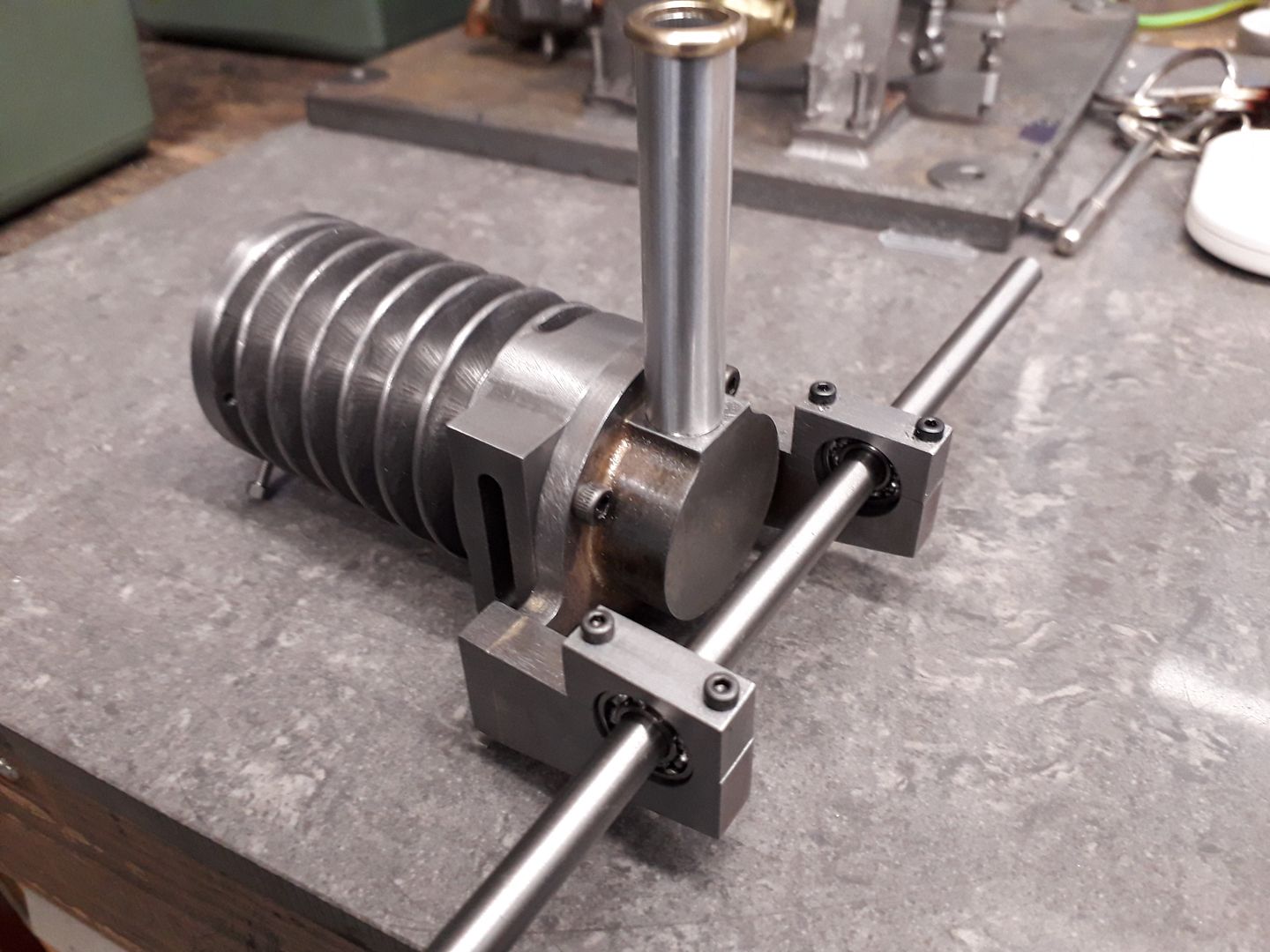
Then roughing out the curved top which was finished off with a file

Final bit of machining was to drill and tap two radial holes for the legs to fix to.

A quick talking to with a grinding point in the Dremel knocked off all the hard corners and added a bit of texture to get the cast look.