Now that I have a crank case, I thought I would have a go at the cylinder blocks. Again, these are most awkward castings to hold!


There are very few good datum faces on the things so I held them by the base flange in the vice and took a skim across the top.

Then turned them upside down and dogged them to the table. This worked out OK but there is very little meat on the base flange so so I had little room to manoeuvre.
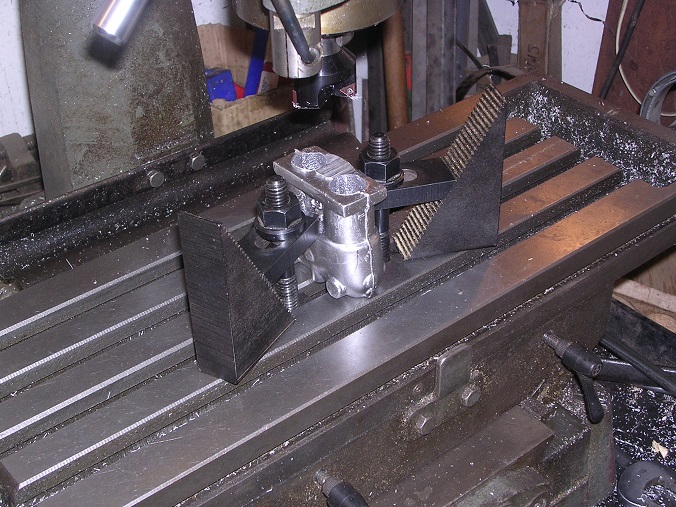
I skimmed them to height across the base and then ran around the periphery to clean to size. Using the wonderful edge finder, I datumned off the corner and drilled the stud holes. Then it was simply a case of boring to depth, or so I thought....


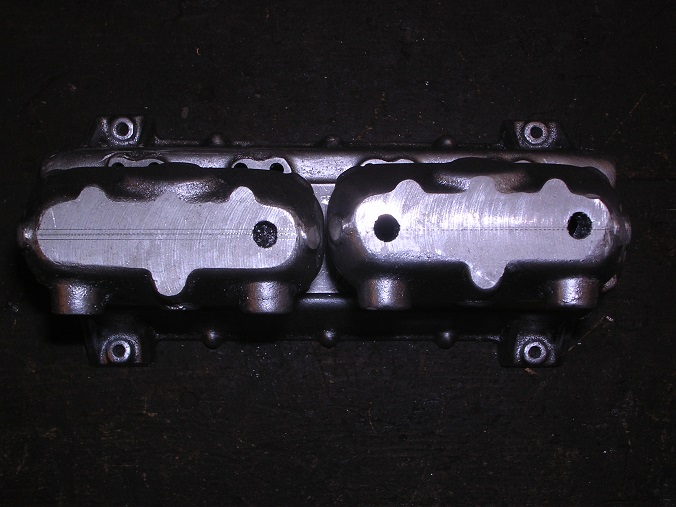
One core was slightly off-set so the casting only just had enough metal to clean. What I didn't realise until later was that I hadn't quite got the casting upright when I skimmed the top and, of course, this compounded the core problem. To clean up properly, I have bored it oversize by 1.5mm and will have to make a thick liner. Not insurmountable but annoying carelessness on my part.


Still, at least the stud holes lined up!
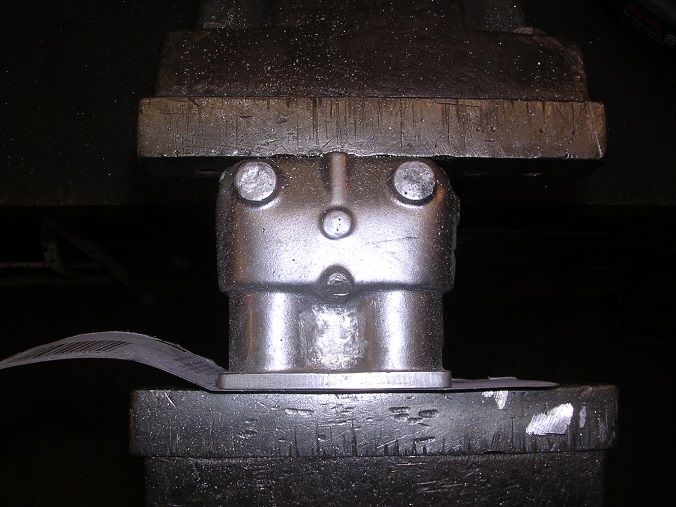
Then the next googly. The dummy core-plug bosses fouled so that I couldn't put the blocks close enough to bolt them both down.

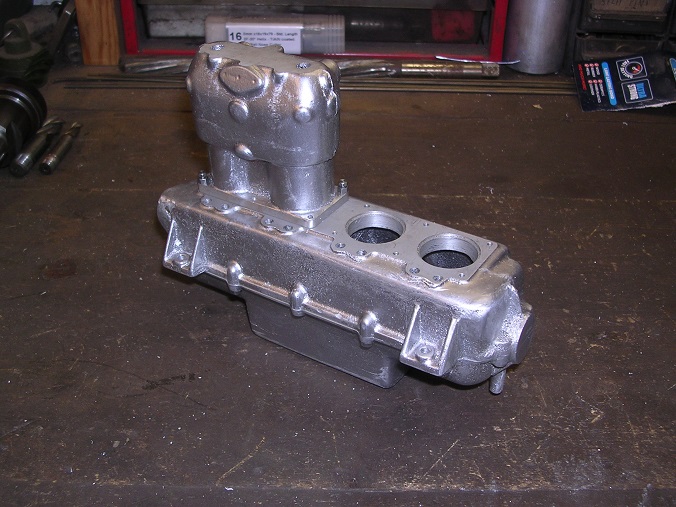
These were removed and I polished the ends with a needle file so that you wouldn't know they were missing.

Well, it is beginning to look like an engine, anyway!

The centres of the blocks need to be in line so that the rocker shaft lines up across the tops. First job was to find a centre line. This was another puzzle due to the difficult shape. However, With the base flange on one parallel and a second underneath a clean part of the water jacket, I scribed an approximate centre line before turning the block over and repeating from the other side giving me two lines quite close together.
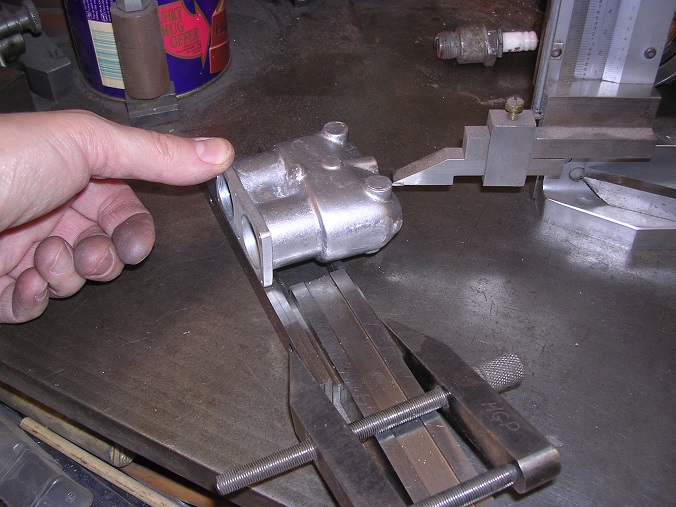
At least I can see the problem. One block lies 1.3mm out of line with the other.
Whilst I ponder what to do about it, I have removed the pattern marks.

Five minutes with the Dremel and that is something else ticked off.
I have been out playing trains today and have guests tomorrow but hope to pick the job up again in the week.
Steve




