Bearing SupportDrawing #4I mentioned at the start that there were two pieces that are silver soldered fabrications, this is one of them and it is the one that if you are not able to silver soilder too well could probably be done by machining the vertical part into a "+" section and then tap this top and bottom for a couple of M2 CSK fixings each end. Though it would also be a good thing to get the hang of silver soldering on as there is not much material in it and if the worse came to the worse it could be melted apart, cleaned up and another go at soldering attempted.
I have shown the finished sizes on the drawing but strongly suggest that the top piece is made of something thicker than 3mm material and also left ovesize in the other two directions. It is unlikely that you could solder it all in exactly the right position but by leaving the top oversize it can me treated like a casting and machined exactly right once soldered.
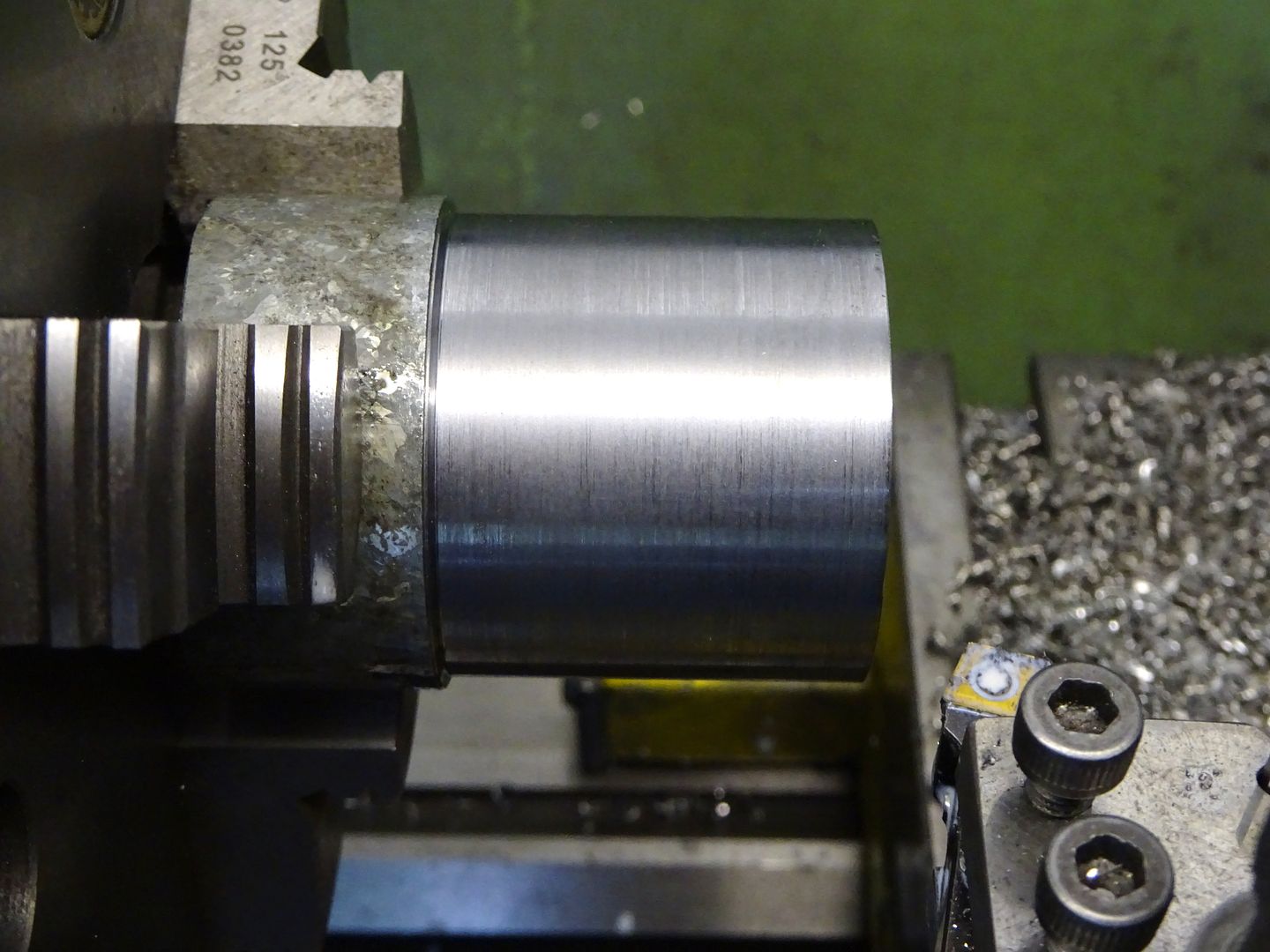
So make a start on the lower ring. Chuck a piece of 45 or 50mm dia bar, turn down a short length to 42mm dia, face the end and then drill and bore out to a nice snug fit on the 28mm spigot left on teh top of the cylinder. Saw or part this off and then face back to the finished 5mm thickness

For the curved part of the upright I used a short length of scaffold pole skimmed inside and out to clean it up and then faced both ends to bring it to 32mm long. It could be cut from solid or even bent up from some 3mm flat, the exact curve is not really that critical.
The cross shape is made with a halving joint so mill a 5mm slot half way up.
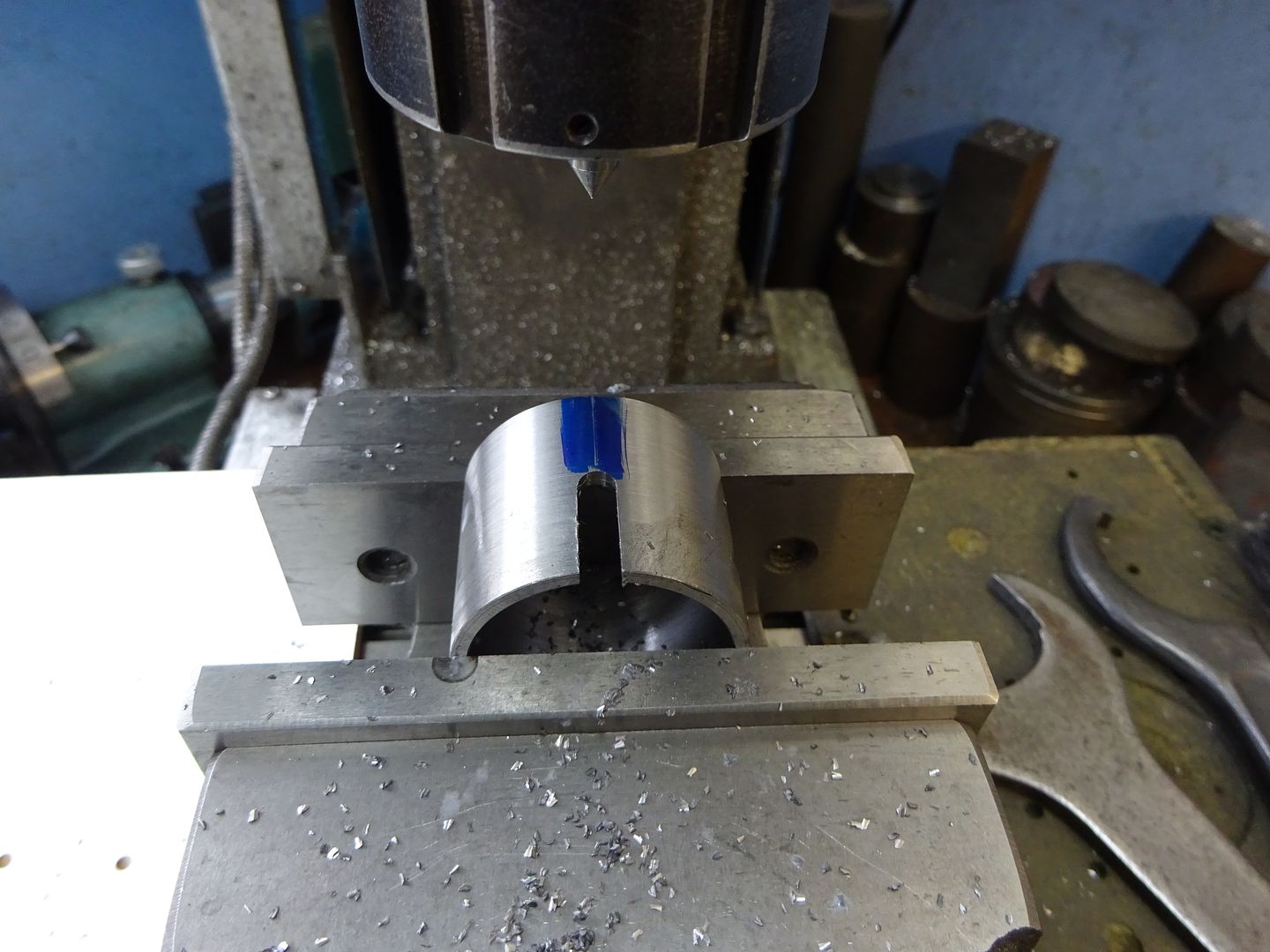
Then mark out a pleasing shape. I drilled 5mm at the top to leave a nice fillet shape and then drew the two larger curves by scribing around a roll of masking tape. Saw and file to your chosen design.

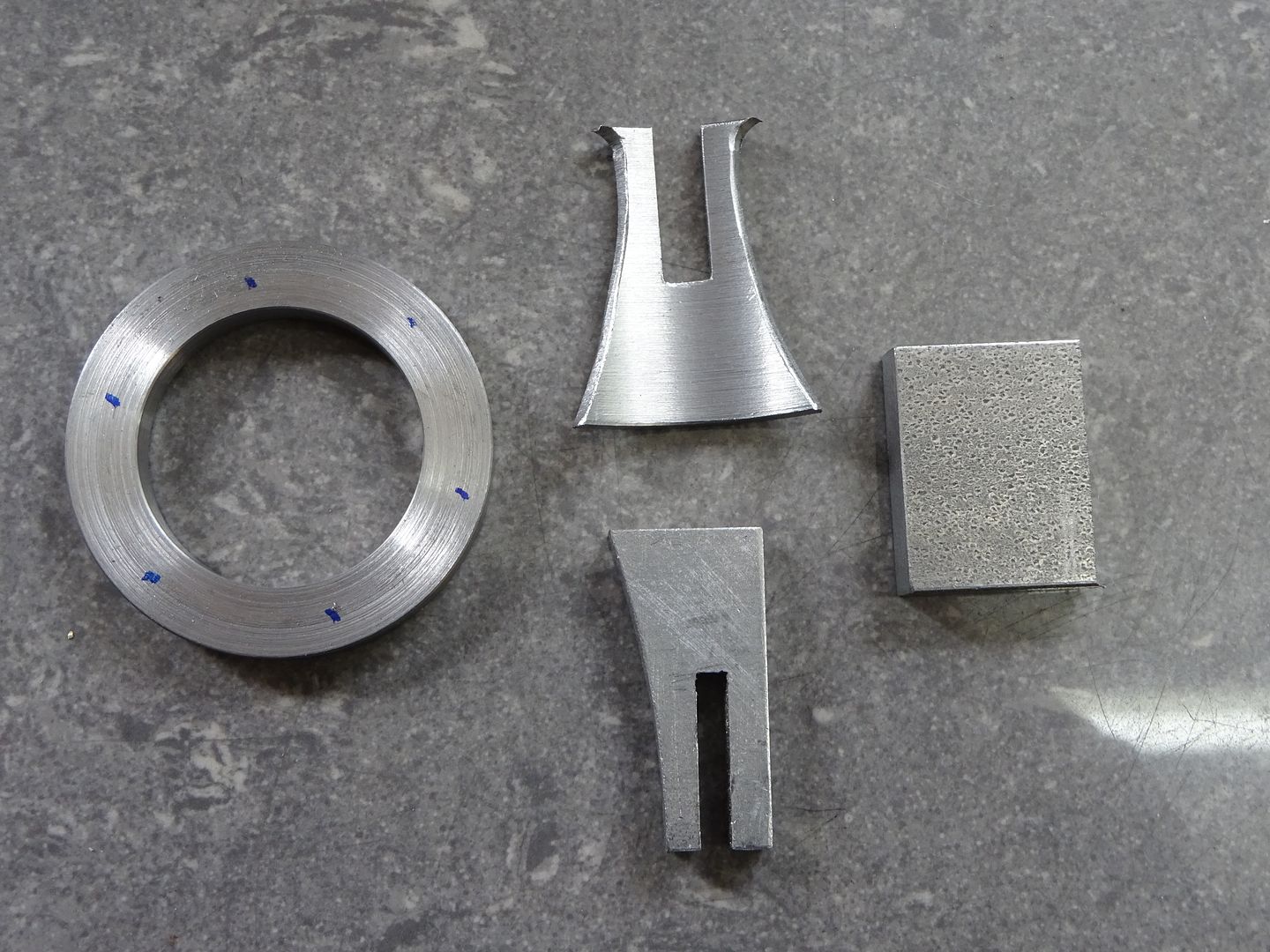
The other part of the cross is cut from a bit of 5mm flat plate and has the other half of the having joint milled in it a 3mm wide. Finally cut and file to shape. I would suggest the face that the valve rod guide screws to is also left overside at this stage.

Another bit of the 5mm stock forms the top plate, these are the 4 parts prior to soldering.
Give them a good coat of HT5 or Tenacity5 flux and place on the hearth, a couple of bits of scrap metal can be used to help steady things. Put a bend in your solder rod before starting to heat as it makes it easier to apply the first bit of solder under the top plate then chase the heat down with the flame watching the solder flow as you go adding more as needed.

Once cooled give the part a soak in your chosen pickle I tend to use brick cleaner now as it shifts all the black scale from soldering steel as well as the HT5 flux.
The part can now be held on the mill either using a chuck or clamped to the table. If holding in a small chuck as I have shown add a clamp or two to hold it down because the leverage from milling the top can pull it about a bit and result in a chip to a nice new milling cutter

With it held in place locate the centre of the hole and from there the 4 sides of the top can be machined to the drawing dimentions and the two M2.5 holes drilled & tapped. Then mill the top down until the 40mm height is reached.

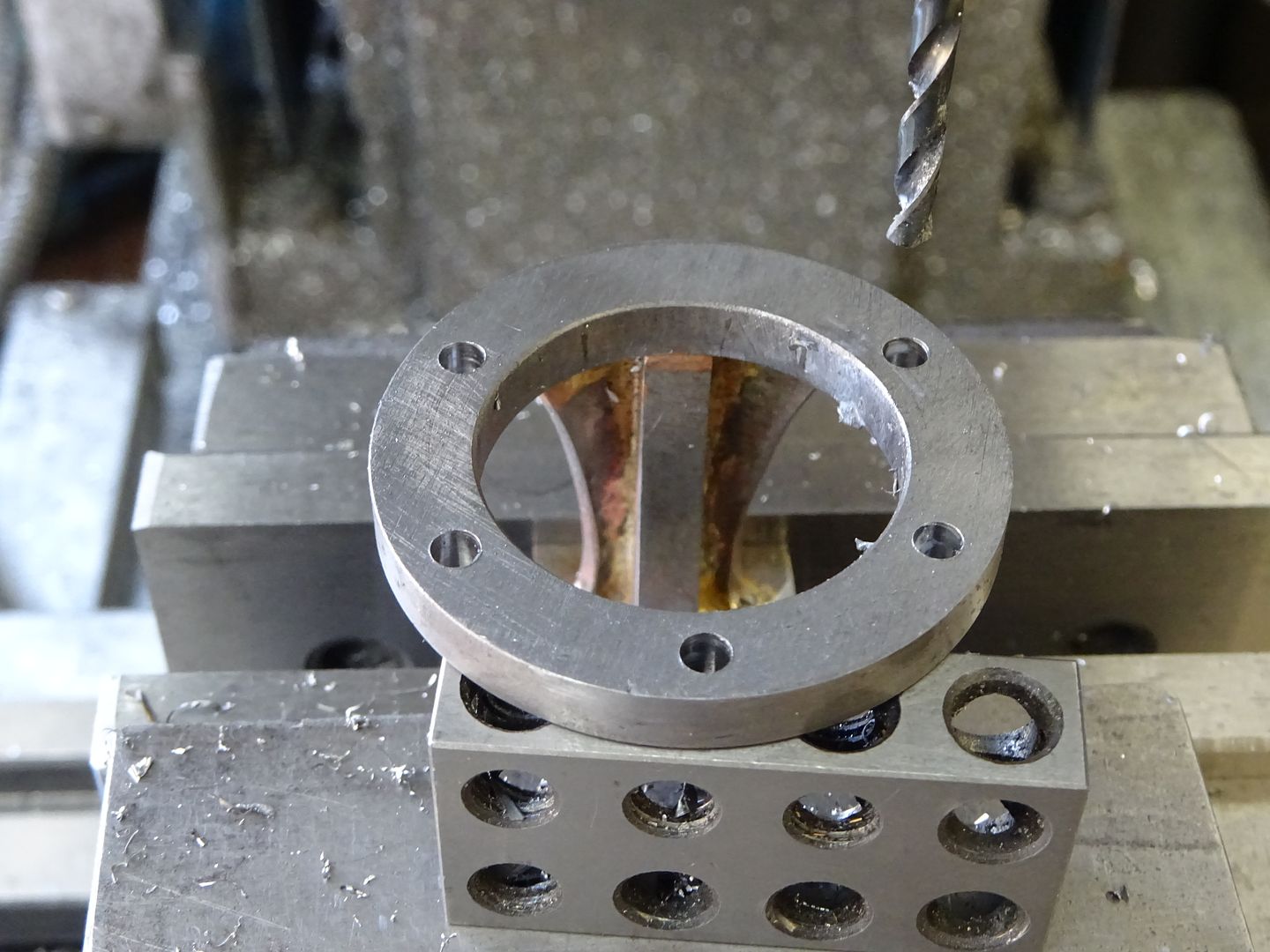
Now with the bracket upside down in the mill vice locate centre and drill the five M3 clearance holes on as 35mm PCD, support the overhanging edge so it does not move under pressure from the drill.
Holding by the round ring and with the long side of the top on the flat of the vice the surface for the valve rod guide can be milled back until the cutter just skims the edge of the ring which will put the surface 21mm from ctr. Don't mill right upto the top plate but feather out the cuts and afterwards file to a pleasing radius. The two M2 holes can also be drilled and tapped at this time to complete another part.

J



