With the beam and end support frame done I decided to tackle the cylinder next as this will eventually allow me to support the other end of the beam. I started with the base flange, this was sawn into a octagon from some 5/8"x4" flat brass bar and held in the 4-jaw to trepan out the centre. I went almost half way from each side then took it out of the lathe and gave the middle a whack with a hammer and the central disc dropped out.

The bore was cleaned up and then used to hold the flange by while the outer edge was machined round.

I then preceeded to do the same for the top flange but from 1/4" thick material, it was just as I finished trepanning out the middle that I remembered I should not have cut the corners off

so substituted a piece of 1/4" steel as I did not have another piece of brass large enough.

The main tube of the cylinder started life as a length of 2 1/2" hollow cast bronze
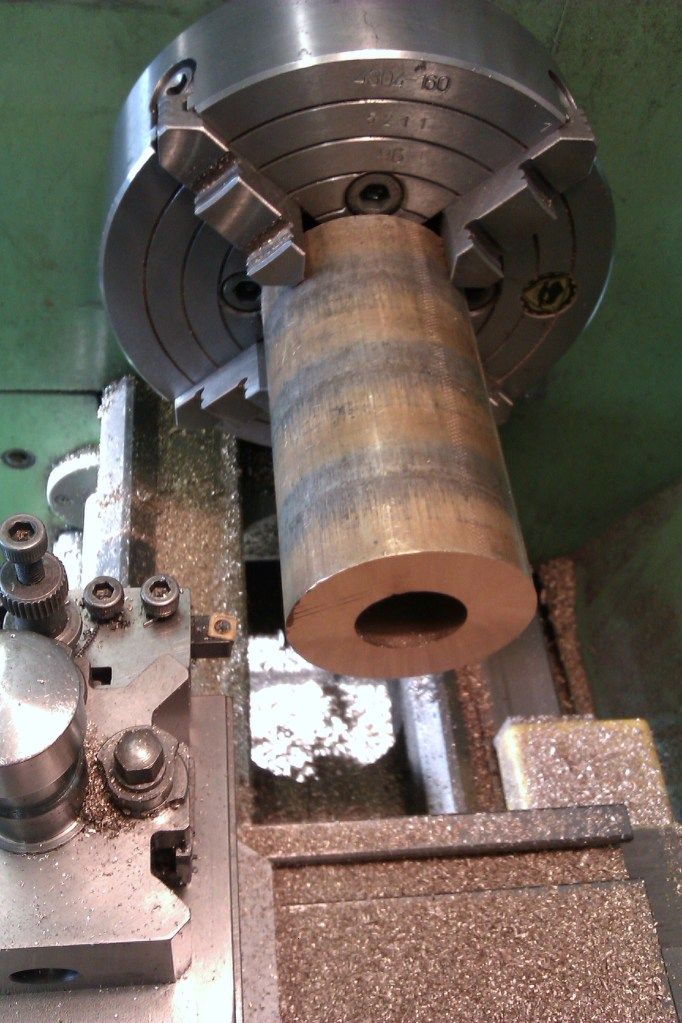
The outside was turned down to 2.375" and spigots formed on the ends for the flanges to fit onto. At this stage the bore was left undersize for finishing after fabrication, the overall length was also 1/16" bigger than needed so the flanges could be skimmed back true to the finished bore.

A lump of bronze was sawn to give me a finished block of 3.25 x 1.5 x 1.75 and this was flycut to get all faces square.

Finally a bit of 1/8" brass sheet was cut to make the flange for the valve chest cover to bolt to and here are the roughed out parts.

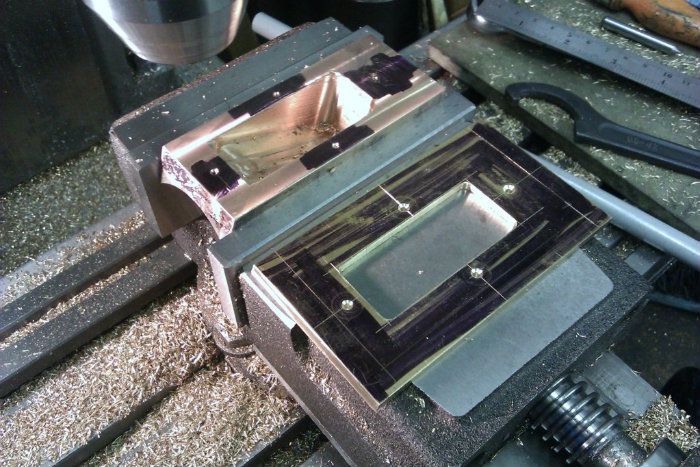
I used a boring head to cut the curved face of the valve chest

The chest was then cut off at 20degrees, the chamber roughly hollowed out and the angled face flycut. I also cut a matching hole in the bolting flange and added a few 10BA CSK screws to hold the two together when soldered.

Starting to look a bit more like the original now
As the cylinder was comming together it became obvious that I would have difficulty holding it to take any heavy cuts off once assembled as I could not get it into my fixed steady so I decided to do a bit more work on it before soldering. Also the valve chest needed quite a bit of heating to get the solder to flow and by removing any unwanted metal the bulk would be reduced making for slightly easier heating. Here is the cylinder barrel getting opened out.

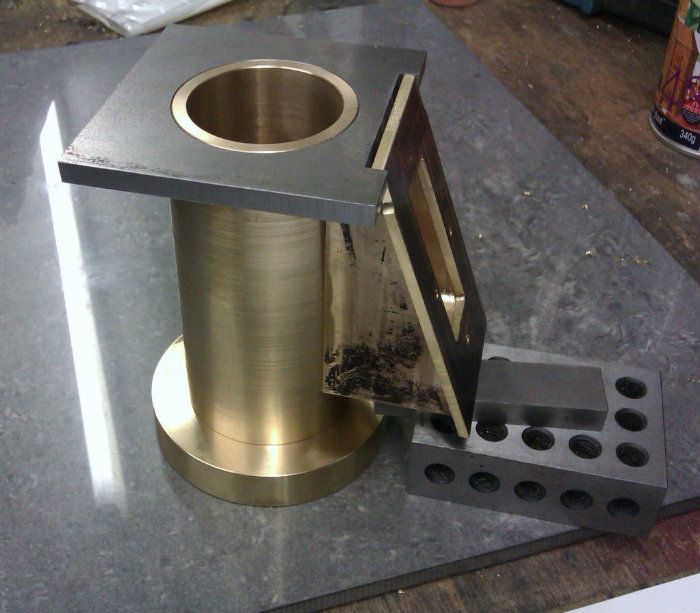
I also shaped the top flange, now you can see why I needed the corners, they will support the "A" frames which help retain the beam.

Once all the parts had been machined I silver soldered them together, It went OK but not what I would call perfect as it was hard to get enough heat into the big lumps of bronze. Once cleaned up I spent a long time clocking the cylinder true in the 4-jaw both for concentricity and alignment to the lathe axis, changed the QCTP to the 4-way that came with the lathe so I could mount a 7/8" boring bar and just skimmed the bore with several very light passes followed by similar light cuts to the top flange.

On a safety note, don't try this unless you know what you are doing there is a lot of unbalanced metal hanging a long way out the chuck. If in doubt then don't.
This post is getting a bit long now, next time I will true up the other faces and start adding the 64 assorted holes!!
J



