The flywheel is a two step turning job. Here is the drawing:
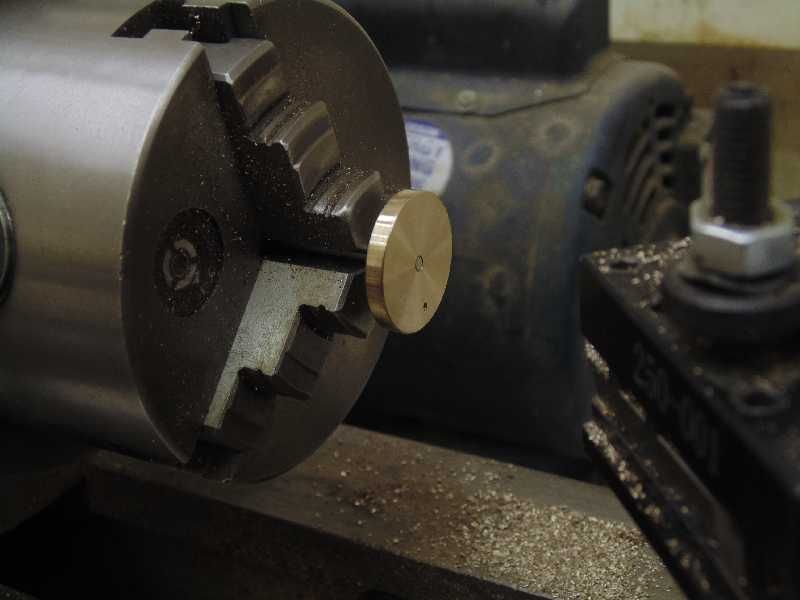
Any metal, except aluminum will do for the flywheel. Aluminum is probably too light. The flywheel has to be a bit robust or the engine will run very "jerky" on the track. This flywheel is bronze. Chuck a 9/16" length of 1-3/4" or 2" diameter stock and turn the outer facing.
Grip the flywheel by the inner recess to face the back and turn the rim. Break the sharp corners on the rim with a hand file. Polish the rim to VERY high luster. Everyone will see it.
Clamp the flywheel in the mill vice and tap for a 6 x 32 set screw. Same operation as on the wheels.

The crankshaft is a 3 piece fabrication. Here is the drawing.
The first piece is the main shaft. Cut a 3-7/32" length of 5/32" diameter ground and polished stock. Drill and tap the end of the shaft with 4 x 40.

Also cut a 5/16" length of 1/8" diameter ground and polished stock and tap with 0 x 80. This is for the wrist pin. "Loctite" machine screws into the ends of the shafts.

Be sure to use high quality "ground and polished" stock for the crankshaft and axles. G&P is exact diameter, perfectly round and exceptionally smooth. Regular rolled stock will work, but G&P is superior. Use either free machining 12L14 steel or 303 stainless.
Next, face off a 3/16" length of 1" diameter stock for the crank web. This web is bronze for a nice contrast. Center drill and tap with 4 x 40. Secure the web blank on a piece of scrap material in the mill vice. Tap with 0 x 80 exactly 5/16" from the center of the main shaft.

Trim the 4 x 40 and 0 x 80 machine screws to a length of 5/32".

"Loctite" (Loctite #680) the crank web to the main shaft. Chuck the main shaft and crank web in the lathe. Turn to final diameter and width.
"Loctite" the wrist pin into the crank web and the crankshaft is done.

Use Loctite #242 (the red stuff) for these applications. #242 is a high strength threadlocker for close, smooth finish surfaces. Autozone usually carries #242.
Time to assemble the rolling chassis. Trim the length of the axles about 1/32" proud of the bearings on both sides. The back-to-back measurement on the wheels is exactly 1.574". While putting the chassis together, bolt on eight angle brackets for the footplate. The angle brackets are 1/4" x .025" brass hobby angle drilled for 0 x 80 machine screws.

Put a drop of light machine oil on each bearing. It will roll like a champ.
Oh my goodness. Look what arrived in the mail today. A set of Stuart #4 castings. Ordered these online with Stuart on Monday night and they arrived in Las Vegas Friday morning.

Next time is the start of the motor unit.



