While I was working on my early 1900's Waltham machine works lathe, I realized that it needed a new drawbar. This is no small job!.....
Additionally, the thread is wierd! The toolmakers at Waltham decided they were going to scare the (*#&$@ out of their customers and specify a 20mm x 1.6667 mm pitch, 45 x 5 degree buttress thread for the collets! YIKES....
This lathe was made for export to the Swiss watchmakers....which in 1914 or so...it was far from guaranteed that the lathe would end up in Switzerland...and not with the opposite side during WW1. At the time a precision lathe was a dangerous thing to give up to a foe...so ...
Waltham stopped making this lathe in 1914.....Well those wiley Swiss decided to make on of their own using the same tooling....and in about 1915...started Schaublin....with a W20 collet.....which is 19.7mm x 1.6667 mm pitch 45 x 5 buttress thread!
The Waltham collets were made of cast iron and left soft.....says so in their brochure! I still have one !....but it's very worn out...
Guess what fits right in! Schaublin collets!.....but the thread is ever so slightly smaller.
HEY! says I ....I bet I can cut that thread! How about brazing in a new piece of steel in the drawbar and rethread the bore to Schaublin and use a nifty set of metric W20 collets I got off the bay!
Problem.....how the hell am I going to cut metric threads on my English lathe.....and how am I going to cut 1.6667 mm pitch!
I started noodling....playing with gear ratio's and such...I figuired if I could add some gears in train ahead of the QC on my Logan, I could maybe make it cut 1.6667mm. But how?
It dawned on me that if I add a metric transposition set to my lathe , it was like multiplying by a conversion coefficient. Take the number on the QC box....multiply by 1.27 and get the metric equivalent threads per inch. Multiply by .03934"/mm and take the reciprocal and I end up with the metric pitch of the thread.
For instance. 12 threads per inch X 1.27 = 15.24 threads per inch. 1 / 15.24 threads/inch x .03934 inches/mm = 1.6679 mm pitch....
Cool! OK lets find some transposition gears for my Logan......GASP!....they don't give them away!...I'll make some!
OK ...next problem...my Logan has a fixed gear case cover that I can't fit 127/100 gears into...what else could I use?
47/37 = 1.27027 as compared to 1.2700.......I'll live with that!
I cut some gears for this and I made extra. I still have the extra!
They're 16DP and I think 20 degree pressure angle
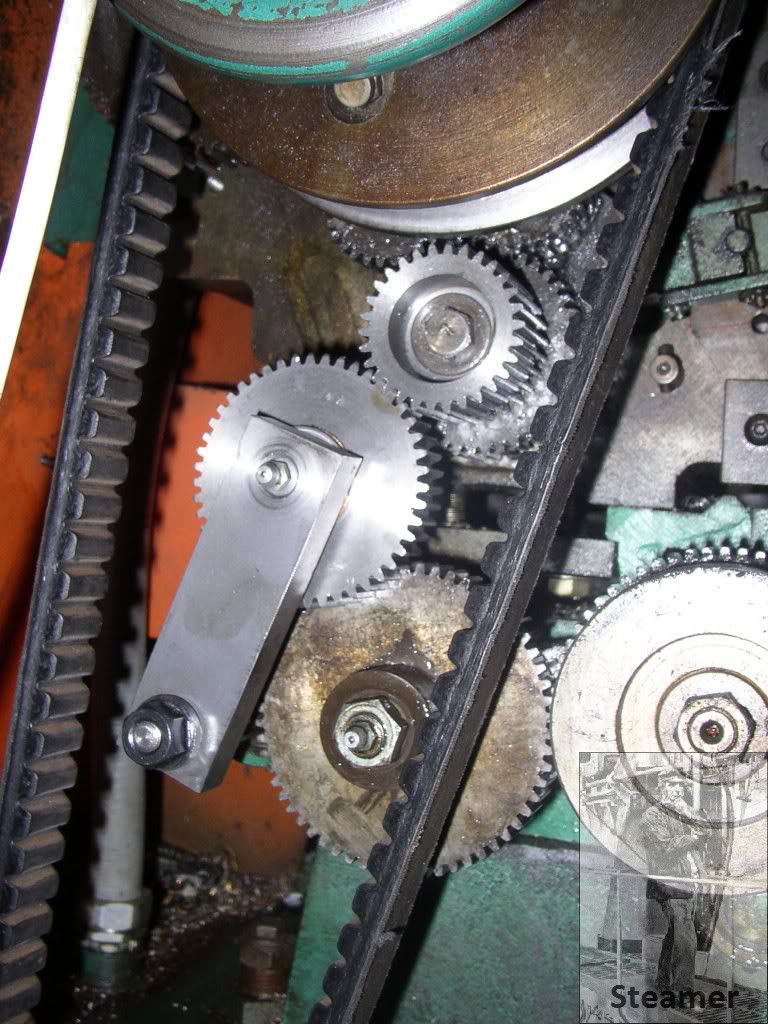
I added a quadrant to my lathe banjo and clustered the gears together with a grease fitting
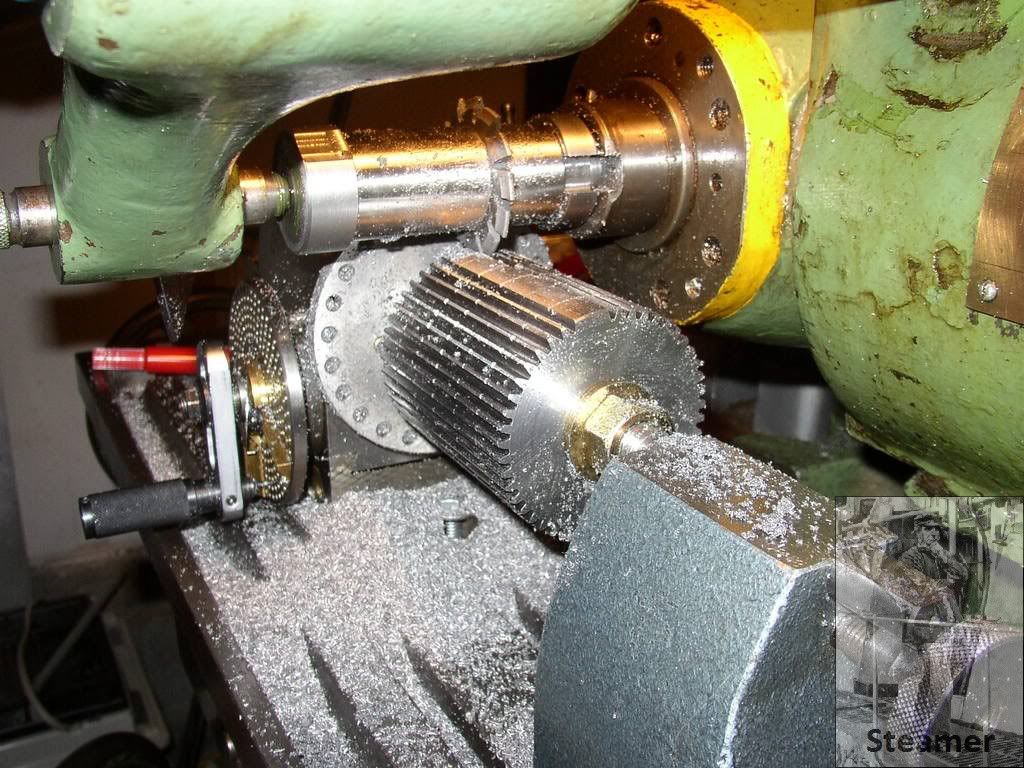
Cutting the gear blanks


Making the dividing head tailstock match the dividing head....a mixed set from an auction..
Cutting the gears on the VanNorman #12.


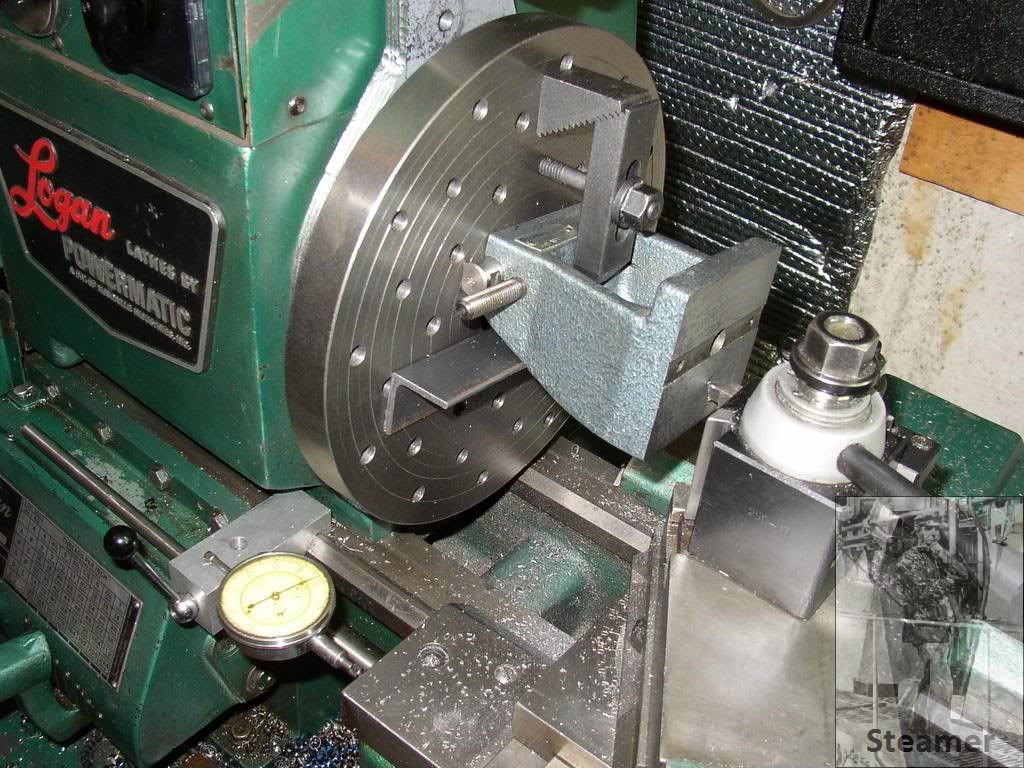
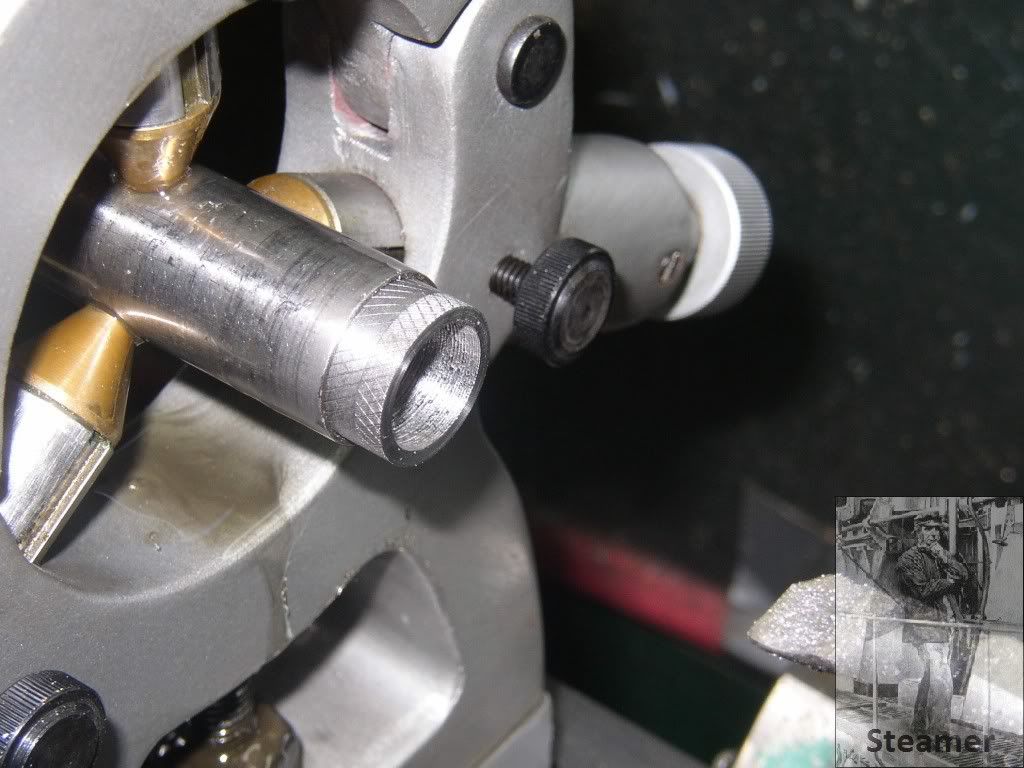
Here's the bar before I bored the old threads out
And with the insert fitted and ready to be silver soldered in.
Bored to size for threading

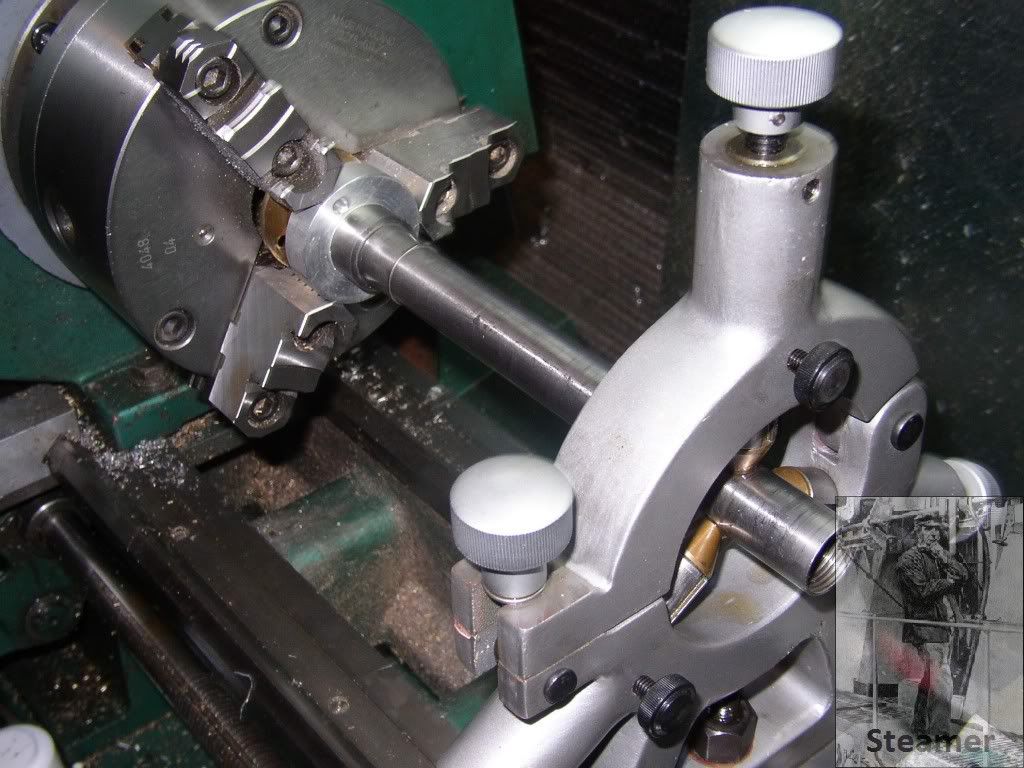
And complete with the threading tool in the picture....like a glove!

Dave



