A 3" dia piece of 6082 was held in the 3-jaw and a start made on the crankcase cover. After facing off it was bored and counterbored for the bronze bearing then the outside diameters were taken to size.

It was then reversed in the chuck, the bolting flange brought down to thickness, a spigot for the timing bracket turned and as much waste as possible removed between the two.

It was then over to the mill to drill the eight stud holes and mill out more material to leave four stiffening webs. After machining these were attacked with the Dremel to get them looking more like castings.

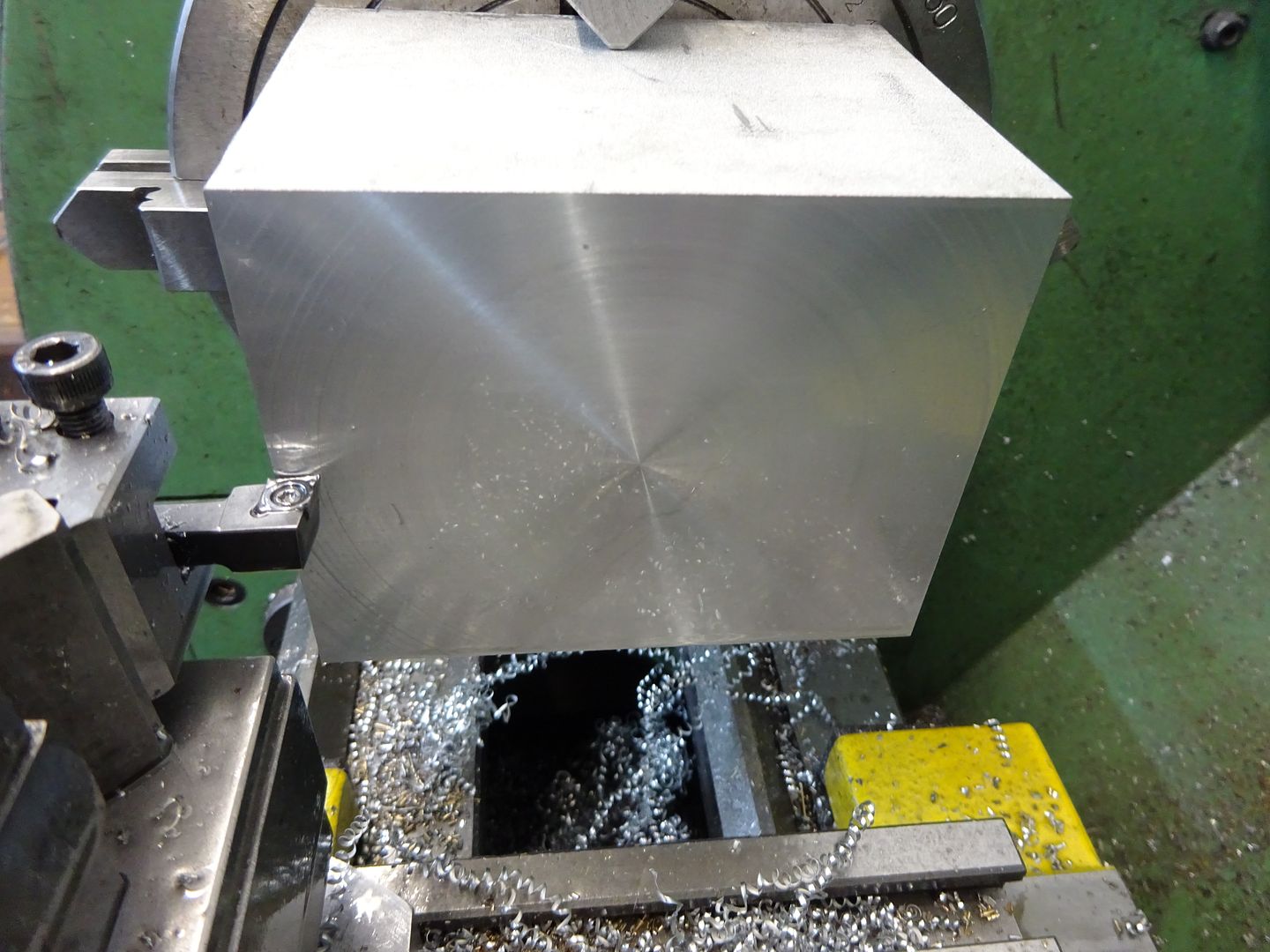
The cankcase started out as a 100mm length of 3" square 6082 and was quickly brought down to size on the vertical bandsaw, who says woodworking bandsaws can't cut metal

.

I started by cleaning up some faces on the lathe, cut quite nicely with a dab of kerosene and certainly was not sticky
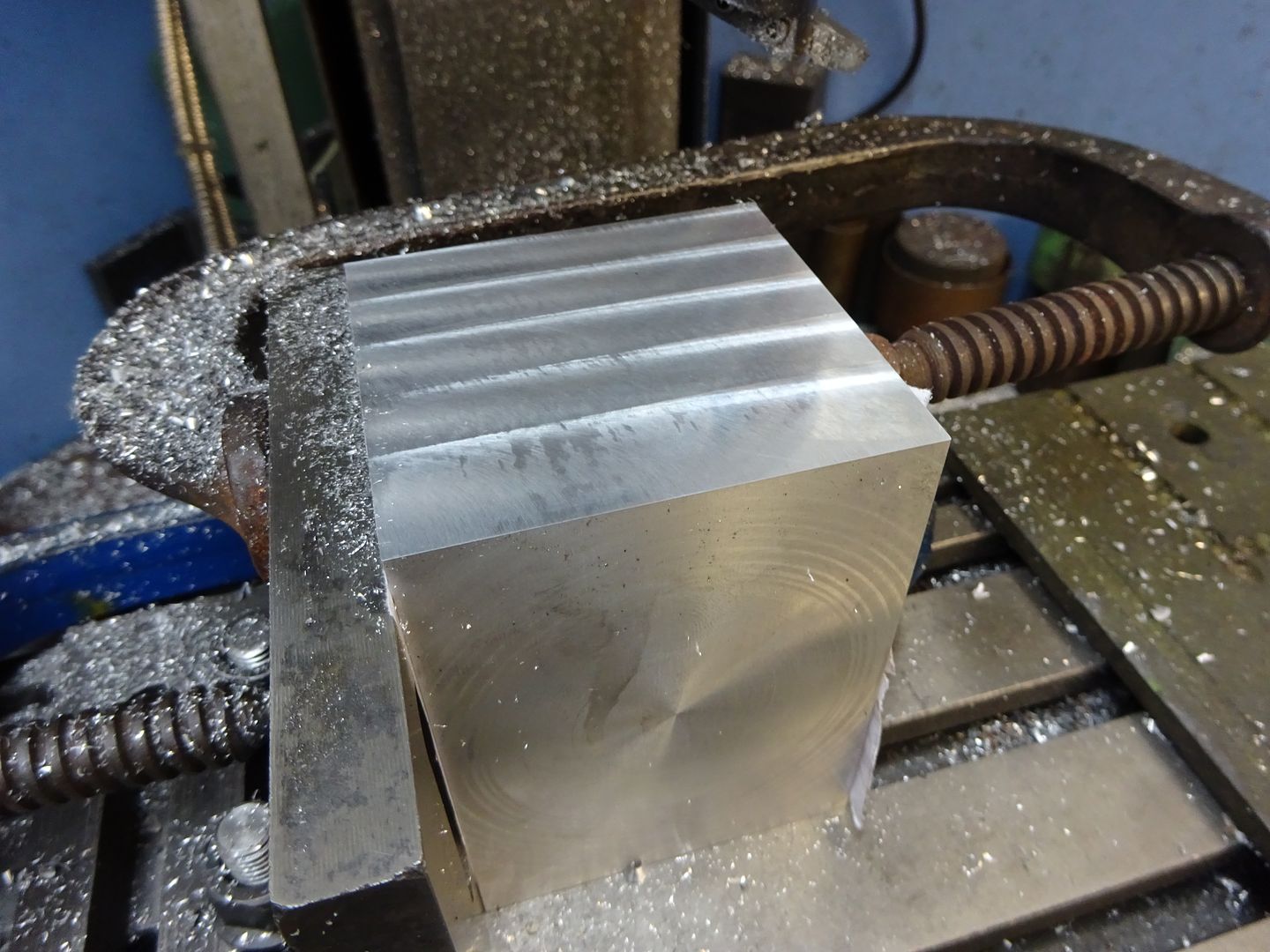
Then over to the mill equiped with a flycutter do do the rest of the faces.
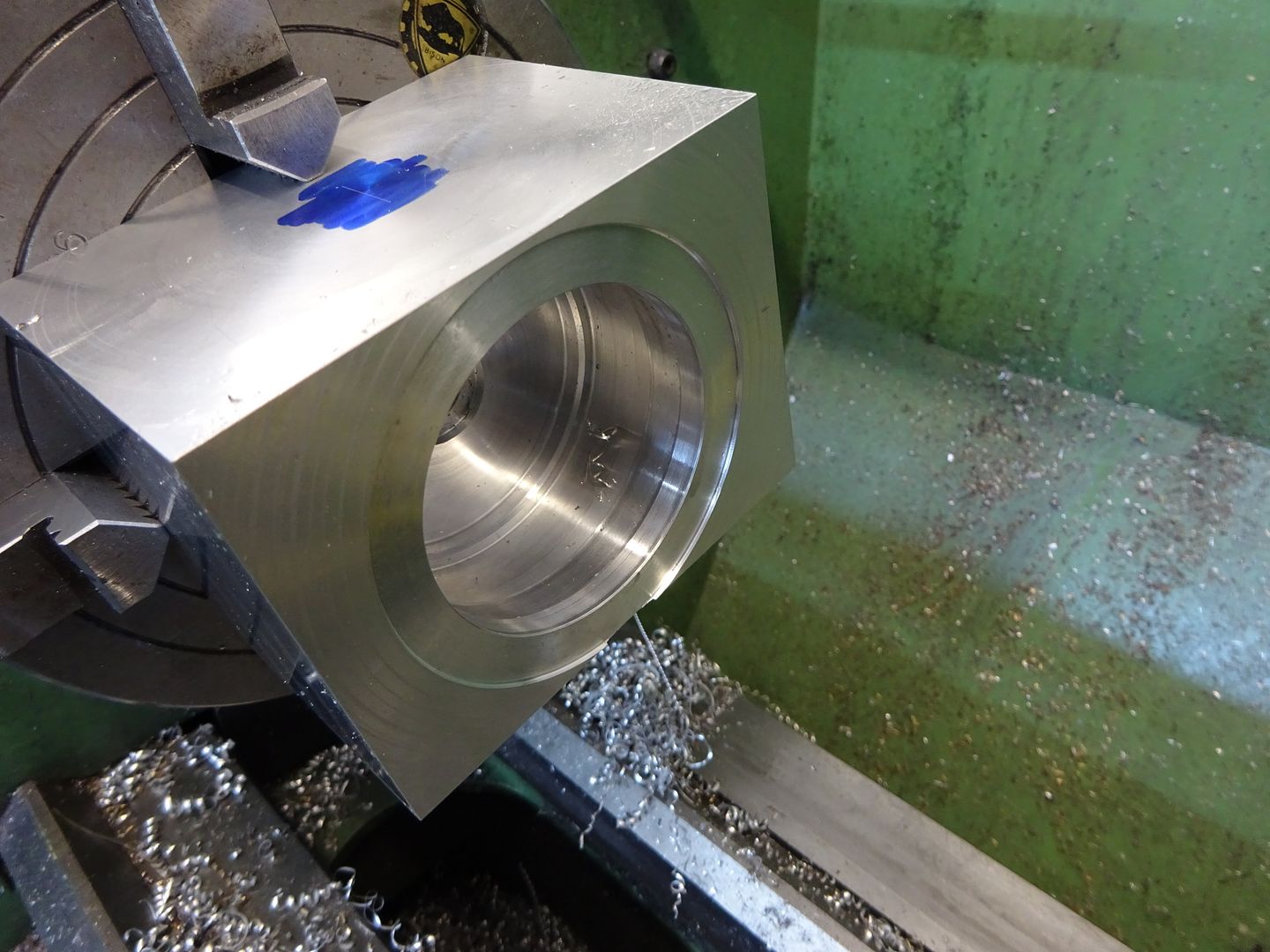
Back on the lathe and the crankcase was hollowed out, it's not that easy to see but there are several undercuts to give minimal clearance to the crank webs and conrod bigend, you can also just see the hole and counter bore for the bearing.

Finally add a shallow cut for the crancase cover to mate with, yes it is meant to just break the edge of the block.
And a quick test fit of the cover, this needs to be a good close fit as it ensures the two bearings either side of the crank are concentric.

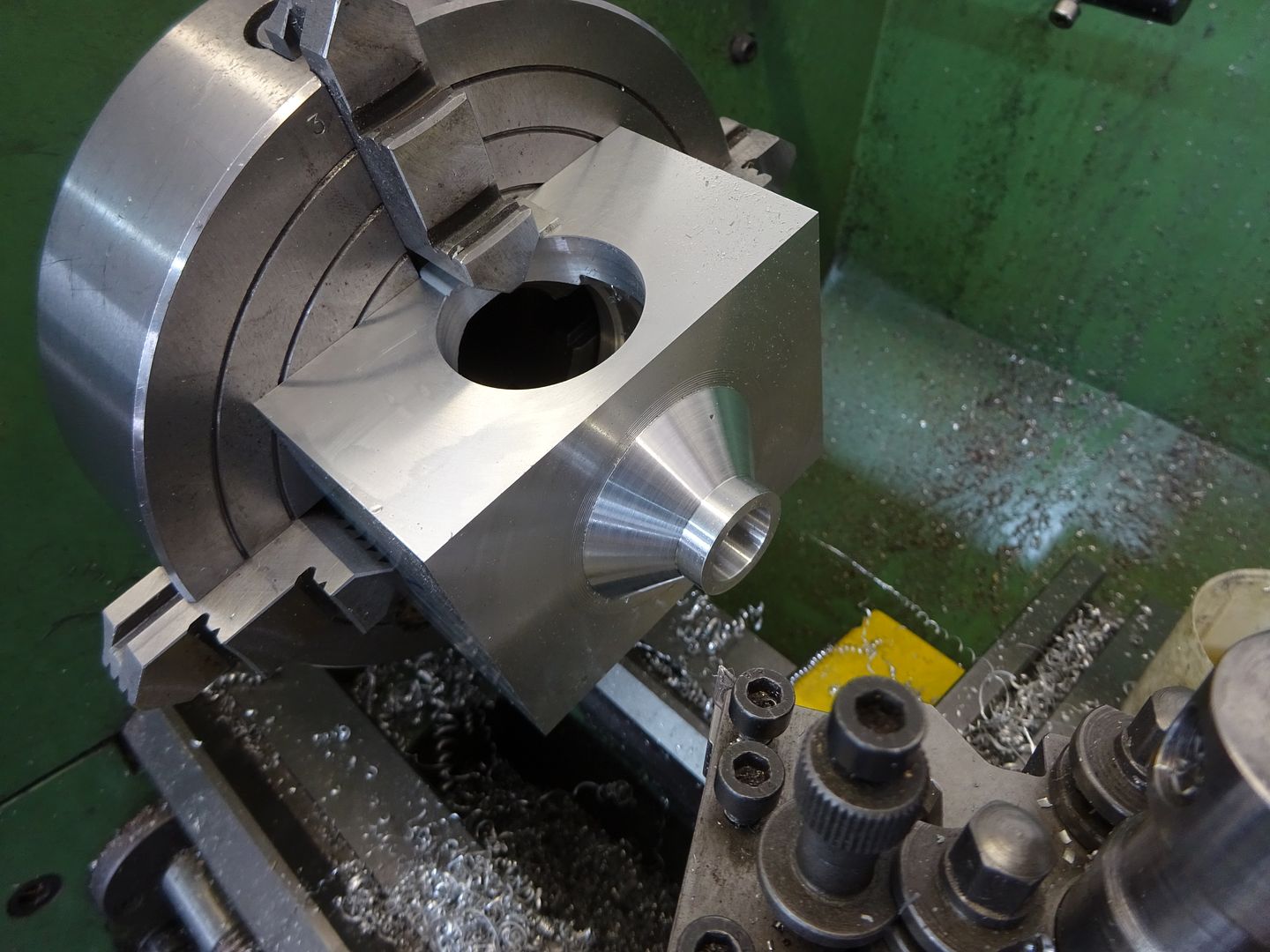
Now with the top of the crankcase facing outwards the hole for the cylinder liner was bored to depth, that little ledge you can see will later have a CSK oil hole drilled down through the bearing the idea being that some of the 2-stroke oil will gather on the ledge and then find its way down into the bearing.

From another angle you can see the shape of the inside of the case better

Finally the back of the engine had as much material removed as possible in a similar way to the cover earlier.
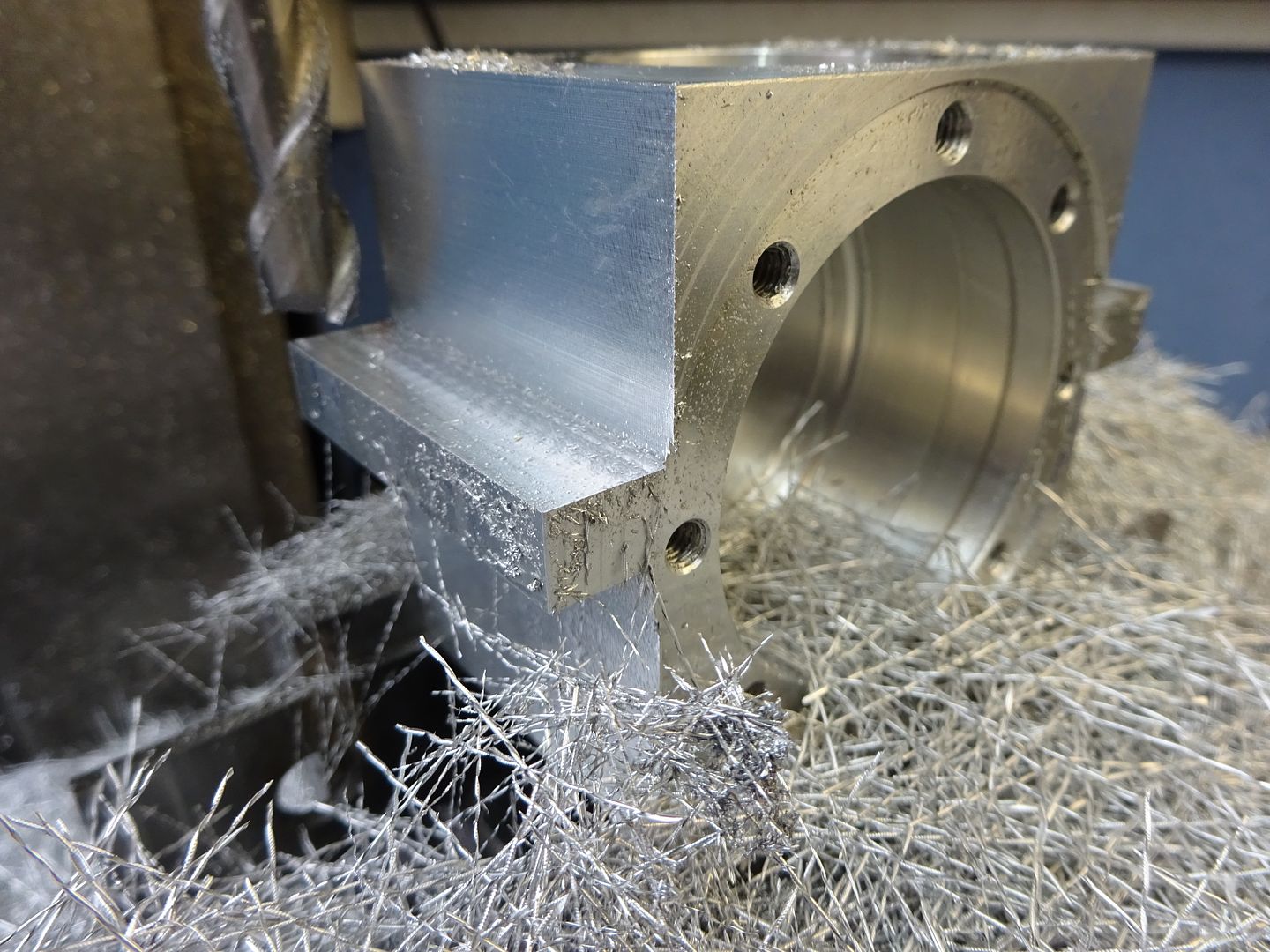
With all the turning done it was over to the mill to make some serious swarf by machining away a lot of the waste to leave the two mounting lugs. I used one of the 2-flute milling cutters from ARC that are designed specifically for alumininm, this is a 12mm cutter and I'm cutting with 35mm of the flute length, 0.020" (0.5mm) depth per pass.
[youtube1]https://youtu.be/AXk2zimLC2c[/youtube1]



That's it for tonight, there is swarf to be cleaned up




