Yikes! It has been almost 11 months, since I posted anything about this, shambles!

As we can now,
all, see the previous Pbucket pics, using the appropriate add ons.......
Firefox.....
https://addons.mozilla.org/en-US/firefox/addon/photobucket-fixer/Chrome.....
https://chrome.google.com/webstore/search/photobucket_hotlink_fix?hl=enI'll continue with, Blundering with Boris.... Hope, there's still some interest!

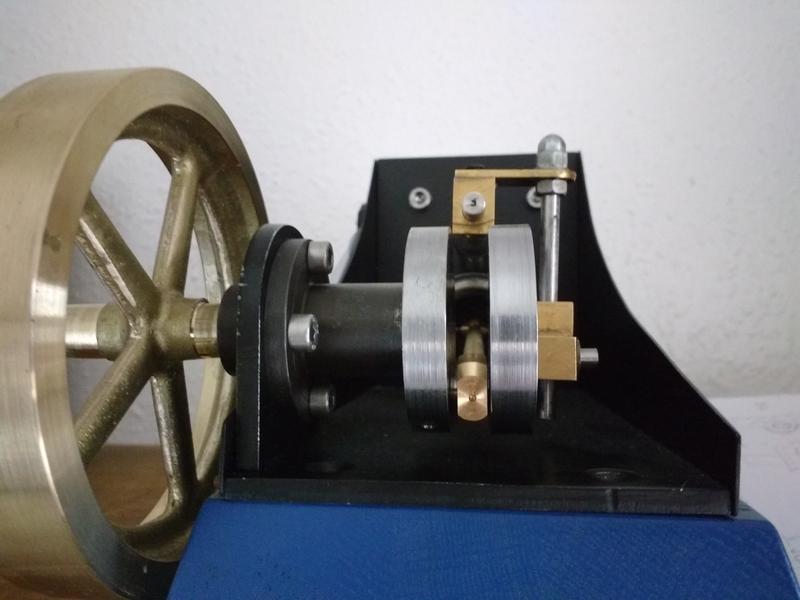
After some 10mins running, at Earl Shilton show. The crank assembly began rocking from side to side, on it's single, 5mm wide upright!
Reminded me of stepping into a rowing boat/ dinghy........
Secured with M3 countersunk screws.......

Up close.
"You could stick yer cap neb, under there!".......
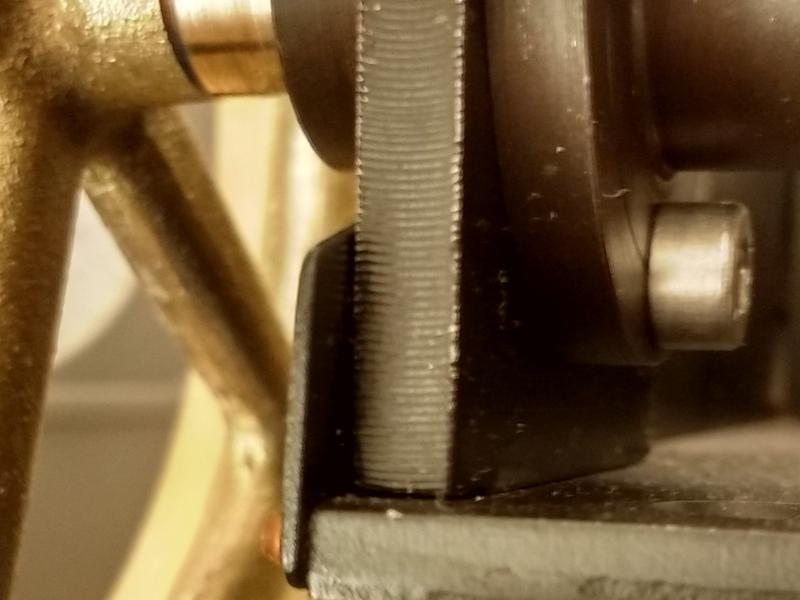
It's
almost stood on tiptoe! The column base isn't
flat!

You can see the rub mark, of the "keel". Inboard of the outer two screw holes.......
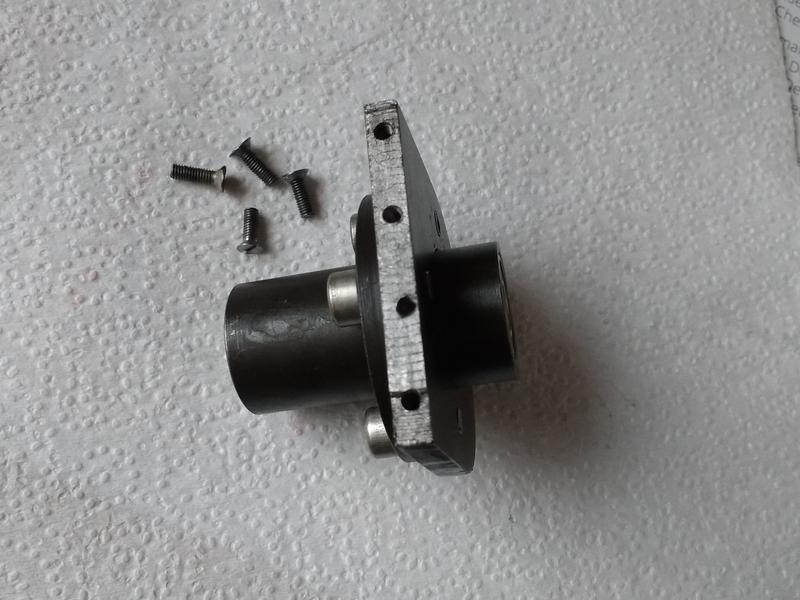
It's needing a new crankshaft assembly. With bearings at each end. I'm on it.......

I wondered, why the new displacer insisted on catching the inside of the hot cap.
The shaft guide was at an angle, having been hammered into the bulkhead......
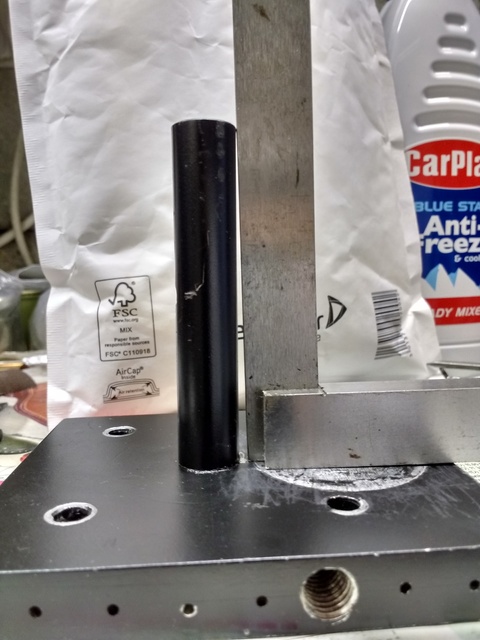
Time to strip, completely. And,
totally rebuild, to
my spec......

I've taken the pics, as I've gone along. Not always, in sequence.....
First job, was to get rid of the unnecessary/ leaking, water jacket.
Four inch dia. Made from tough stainless steel. Not easy to machine, with a mini lathe's lack of power.....

What a mess, in there!

I intended incorporating the end flange, into the cooling fins.......

But. The darned thing fell off. After I'd drilled the new screw holes.....

Yet another "interesting situation", needing a solution........

So..... While thinking what to do, about the detached flange. I set to, making the cooling fins.
Around 4"/100mm diameter.
Started with, square, 5mm thick blanks. And, one off at 8mm thick, to screw to the bulkhead.
Using 3 stops, on the mill table. Means I can locate/ relocate all blanks, accurately. Every time......
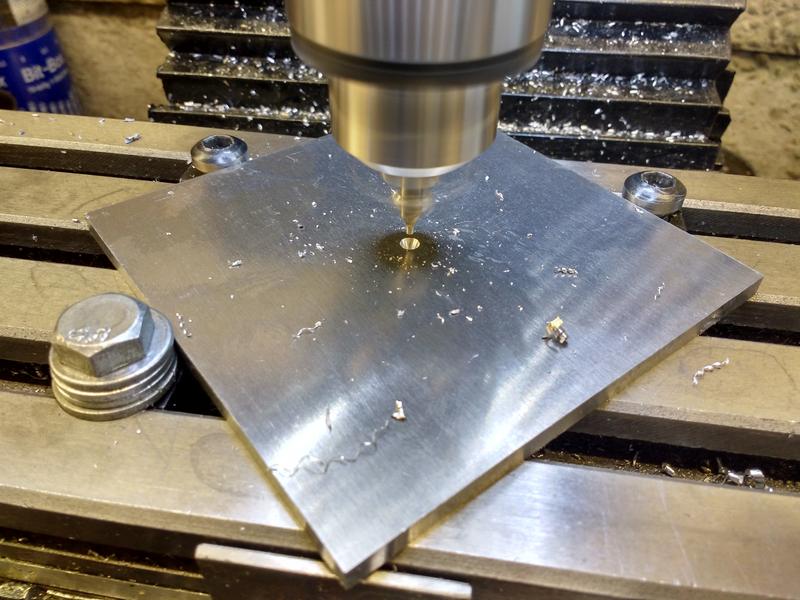
Making it easy, to mill off the corners. Instead of sawing......
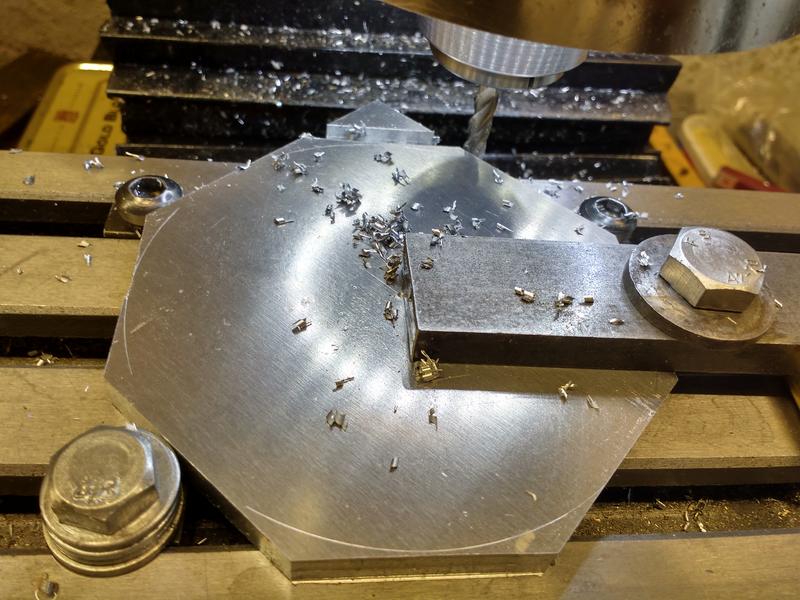
Also, to drill a central, 6mm hole.......

A piece of 4" dia steel, in the chuck. Faced with wide insulation tape. Plus a lump of spare nylon......

Friction turned the remaining corners away........
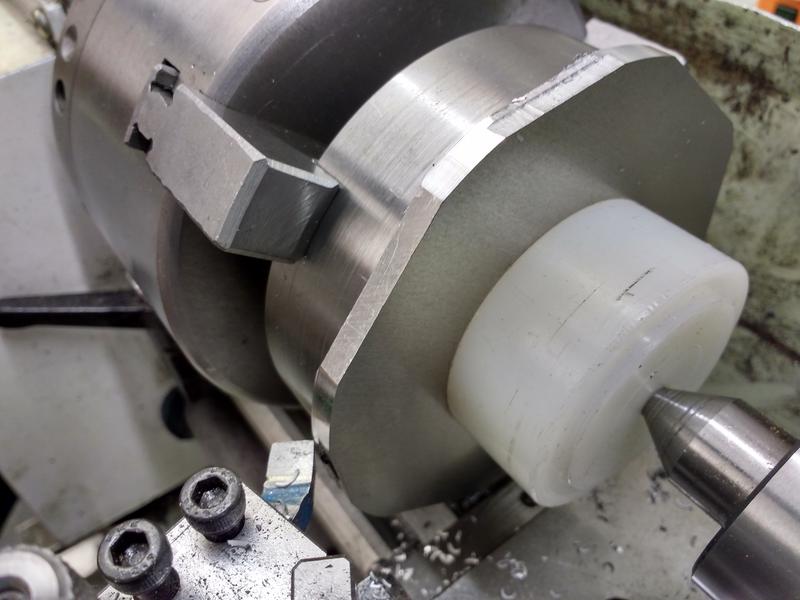
Giving, a handful of discs, all the same diameter.
Moved onto the mill.......

Removed the centre areas. Just undersize, to the hot cap o/d of 47mm......

Parted off, five, 63mm dia blanks. From bar stock, and removed the centres, too.......

After finish boring, on the lathe. A quick mock up......

I think that looks ok. So far....

Thanks for looking in.....




