A lot of people already know about this little exercise, but there may be a few who don't.
When you remount your vice to the mill table, it should then straightened up, by running a DTI along the fixed jaw (I prefer to use a parallel mounted in the vice) by feeding backwards and forwards on the X axis. You then gently tap the vice until you get the same reading at either end of the jaw, then the vice is locked down and everything is rechecked again. At times this can be a real PITA, and normally takes about 10 to 15mins to get it spot on.
This little exercise, if done carefully, can do away with the vice alignment check completely
A few years ago, I bought a new mill and a 6" vice to fit onto it. Everything else, rotab, spindexer, got an auto aligning bar, but I never got around to doing the vice.
You will have to excuse some of the pics, the battery was getting low in my camera, so I couldn't use the flash to counteract camera shake.
I was lucky in that I had some 5/8" bar that was a perfect fit into the T-slots on my mill table, it needs to be pushed into the slot, not drop thru. If you don't have such bar, you will have to machine some up until it fits perfectly.
Another bit of luck was that I had my 4 jaw self centring already on the lathe, so I just parted off a bit over 4" long. That saved me some armwork.

This shows the bar, it should self support in the T-slot. In fact, you should make up a couple of bars like this so that you can square bits up along the slots if you are working without the vice, or even a couple of bits of round stock that sits up above the table face. They really do save a lot of time. I have a couple of brass bars that I machined up when I first got the mill.

The first job was to get the ends machined up and the bar to the correct length.
Then I went along every corner edge with a roundover bit, you could use a countersink bit if you are careful. The reason for this is that I don't want any damaged sharp corners over the coming years holding the bar off the correct position it should be in in the T-slot.
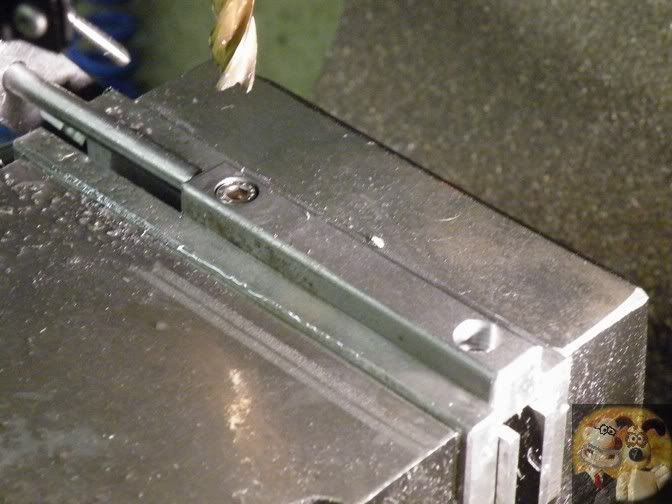
After the cutting burrs were cleaned off, the centre of the bar was found in both the X and Y and two holes were drilled and recessed at 3" pitch for two 6mm cap screws.
The register bar was now finished. Time to start hacking away at the vice.
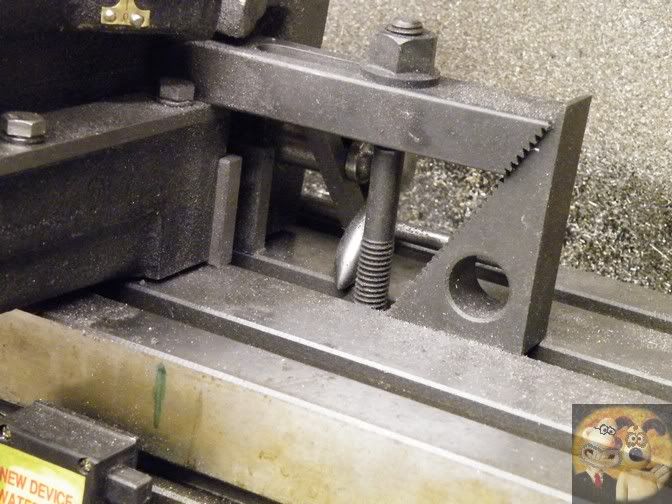
First off, I mounted my two brass aligning bars into the T-slot, then I turned the vice upside down and tightened up the jaws onto the bars.

Then a clamp either side to lock the vice to the table. The fixed vice jaw is now in perfect alignment with the T-slot.
The pictures of cutting the 1/4" deep by 5/8" wide slot were too bad to be used, so I will try to explain it.
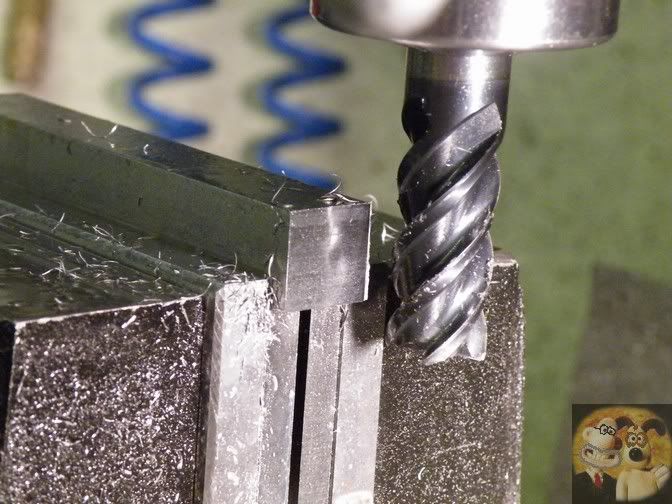
I aligned the 1/2" cutter to the centre of the clamp bolt slots and cut right the way across the vice, then by going 1/16" either side of the slot already cut, very gently at the end, until the bar that I had made previously was a push fit into the slot.
Then comes this picture, which shows me using a countersink tool to put a nice chamfer down each edge of the slot, this again is to stop having sharp corners that might cause problems in the future.

Next off was find the centre line of the slot, and the rough centre of the vice, then two holes were drilled and tapped on a 3" pitch.
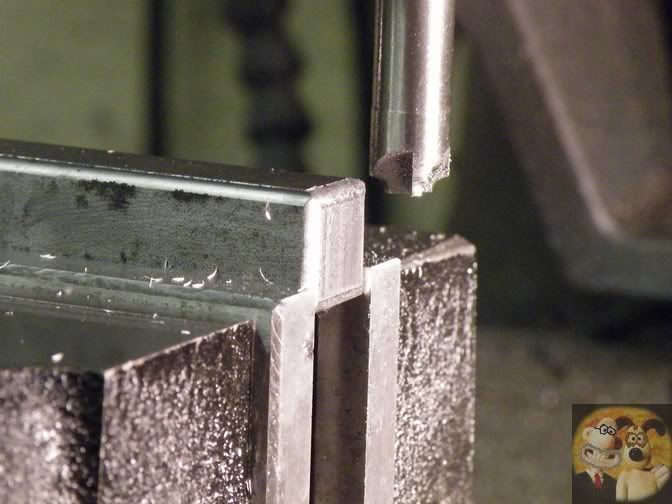
This shot also shows how nicely the slot I had cut matches up to the cast in slots for the holdown bolts. I need nothing out of alignment that will interfere with the alignment bar sitting perfectly in the T-slot. Even a binding holdown bolt in the slot can push everything out of wack.

The bar fitted perfectly in the slot.

Just to explain a little.
These are dimensions I used are for my mill table slots and vice. You will have to work out the dimensions you require for your particular setup.
I can honestly say, by doing this, it inspires confidence in knowing that your machine is set up to the best it can be, plus also, if you are doing some heavy cutting, you are guaranteed that the vice will not be knocked out of position.
It might seem to be a bit drastic, hacking away at your most probably new vice, but if you take things very steady, it is a job that most people can do, if you can work accurately.
So the vice was dropped into the slot and clamped down, the bolts had plenty of room around them so no binding. Then I put a parallel into the vice jaws, and took a reading of it's face. I do this because sometimes vice jaws get a little battered and can throw out the readings.
Anyway, the pics are just about good enough to see the results, which to me were rather disappointing, a full stroke of about 5" gave a runout of 0.0001". I even belted the tail end of the vice with a rubber mallet, and it didn't even change. I was at least expecting some sort of fight from it, but it gave up with no resistance.



Just a word of warning if you use a parallel for checking like I do. Most reasonably priced sets of parallels are usually fairly good height wise, but sometimes the thicknesses leave little to be desired. Some of mine are at least a couple of thou out over their length. I have one that I keep specifically for high precision work and have owned it for many years, and it is perfectly parallel all round.
So that's it, a bit of an anticlimax I'm afraid. But at least I now know that I can just drop the vice on, bolt it down, and be somewhere near (a tenth out over 5").
John



