Hi Everyone
My very good friend Max having just completed a Breman walking beam hot air engine (beautiful engine by the way) was looking for a new project. I had loaned him my Leanz plans many years ago and he had always thought about building the engine; except there was always a casting kit calling his name. Max has built many beautiful running engines over the years both IC and hot air. Complex engines like the Mery, Callahan Cam stopper, Olds gearless, etc. It doesnt matter which engine it is; it will run like a Swiss watch when he is finished with it. The Callahan was his first model BTW.
Max and I have been friends for many years and have traveled around SW Idaho together showing hit & miss engines, models, and hot air fans at the local engine shows. We also setup together for a number of years at the original GEARS show in Portland Oregon.
He finally decided to tackle the Otto and at 80 years; he is thinking what have I got myself into? He was thinking if I can successfully complete the column the rest of the engine should be pretty easy; at least smaller anyway.

Max is not much on internet forums, and the ins and outs of posting pictures; but he did express the desire to share his work on this engine. I jumped at the chance to help out and do the easy work for him. He gets the hard job of keeping all the complex radii, facets, raised panels, etc. straight in his head.
So if there is interest this is going to be a team effort.

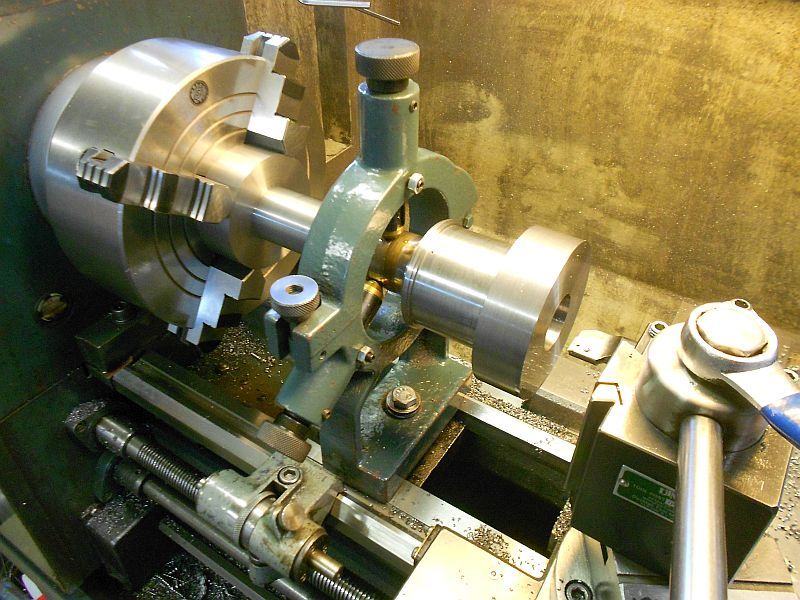
A piece of 12L14 four inches in diameter and approximately a foot long was ordered and mounted in the lathe to get the project rolling. Here it has been roughed out and in this photo the steady rest has been added, then the bore drilled and bored using a ¾ solid carbide boring bar supplied by a friend.

Next the column is further roughed down in the area where the flutes will be machined and the radius roughed in at the lower end.
The work piece was removed and flipped around and the chucking lug removed. Then using the same boring bar the counter bore for the cylinder head is machined.

Here is a shot of the counter bore after machining.

The next operation was to machine the taper of the column; this needs to be done by setting the tail stock over and running between centers. A custom cats head lathe dog was machined and fabricated to drive the work piece between centers.
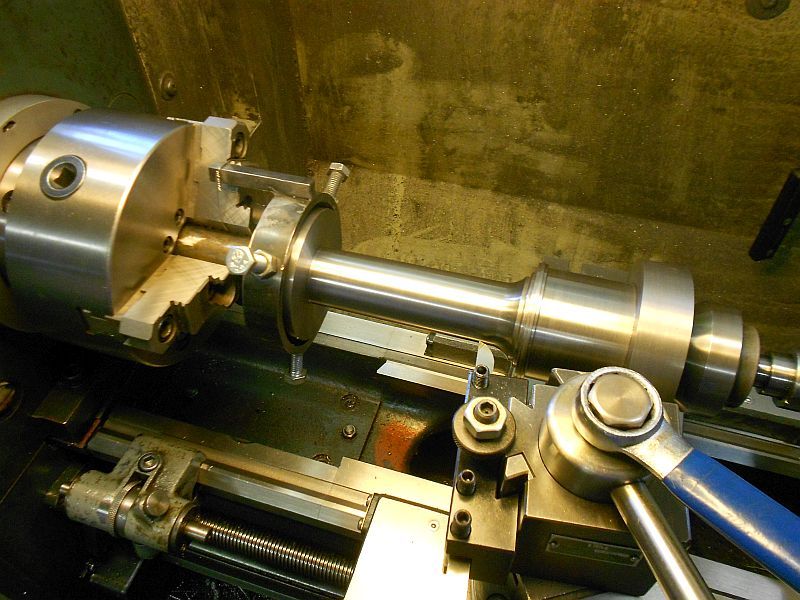
Here is the final shot from today. The taper has been successfully machined; notice the safety wire holding the lathe dog to the chuck jaw. What else would you expect from a retired aircraft mechanic? Also notice the bull nose center on the tailstock end.
Max went into this with some reservation, but from what Im seeing so far the column is going to be a success.
Thanks for checking in.
Max & Dave



