I'm humbled by such an talented and diverse group following along as I catch up with reporting progress on this build. Thank you for the encouragement.
The cylinder head for this engine was (is?) the most intimidating piece for me. The castings were bad enough due to their rarity but the head requires more machining operations than any other single part I've made. A re-do would be ... let's just say, "frustrating". For those that aren't familiar with this design, the head is one piece machined to provide the appearance of four individual heads. It incorporates many angles, holes, rounded edges and many fins.
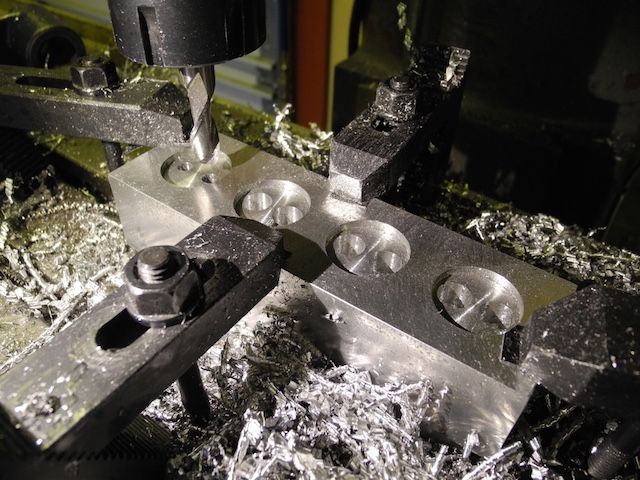
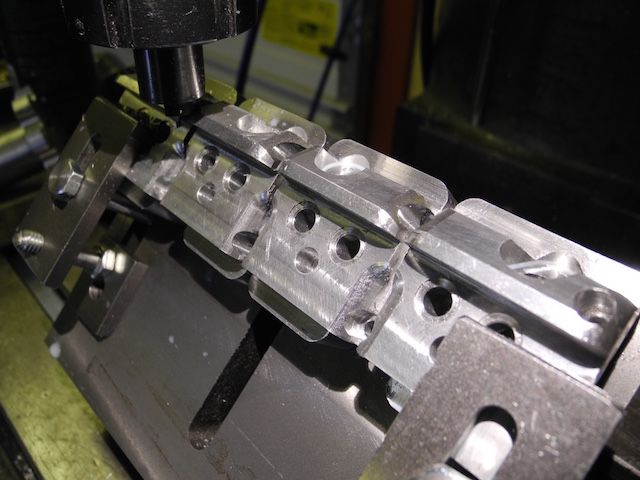
As shown earlier, I started with nice shiny block of 7075 that was finished to overall external dimensions. What was to be the top of the head was clamped to the mill table and the combustion chambers cut. This was done with an end mill to start and sized with a boring head stepped over a few thou at a time. Left over ridges were removed with discs of emery and a bore-sized rod spun in the mill with some lube.

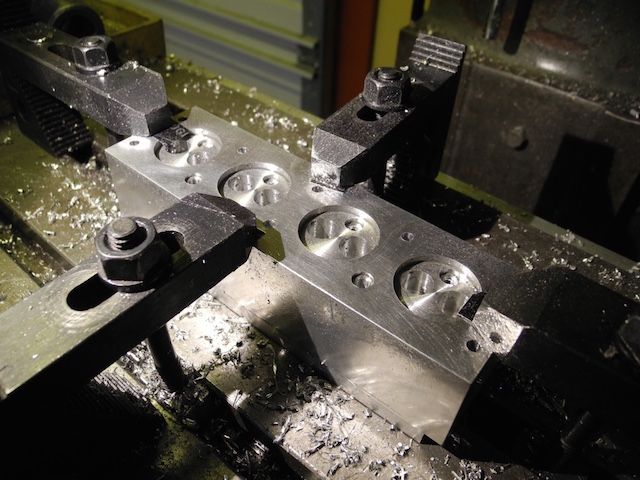
The valve positions were then machined for receiving the guides.

A ball-end mill was used to open the cavity below the guides and above the valve seats. The seats are to be cut directly in the head on this design.
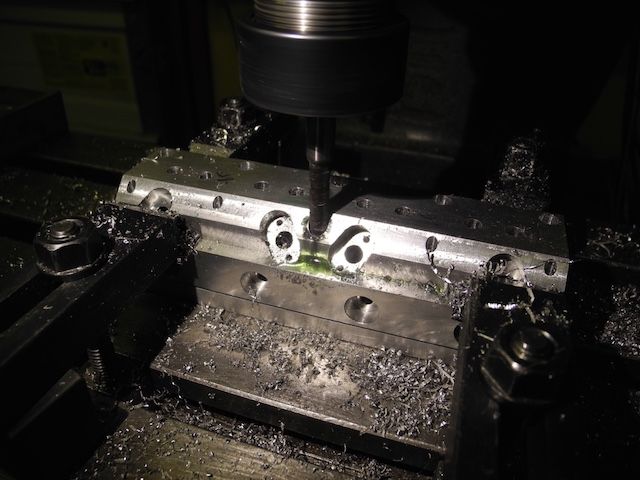
Next up were the "spark access holes" and the cylinder/head bolt locations complete with a couple o-ring countersinks for the bolts that pass through the siamese intakes.
A relief was cut around the perimeter with an end mill. The radius cuts on the ends were done with the saw made to cut the fins with shown earlier. The intake ports were drilled and the "flange gap" around them milled away while the head was clamped on its exhaust side.

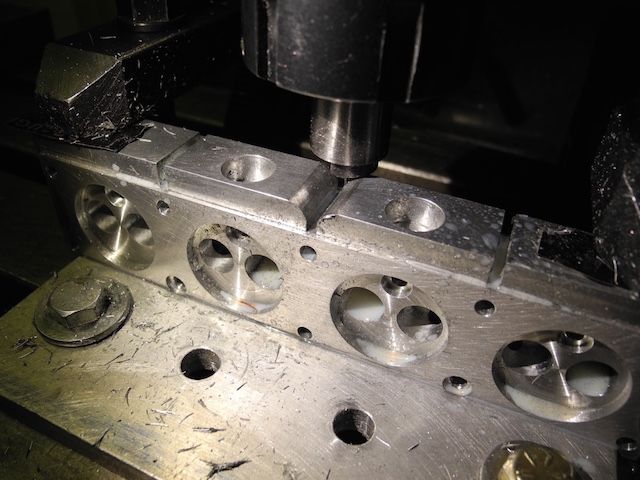
The connecting passages to each intake valve were then machined using an end mill and the intake manifold flange stud holes drilled and tapped.

Now it was time to drill the spark plug holes and setup the adjustable angle plate to knock off a corner.

The angle plate setup was then spun to suit the exhaust flange locations so they could be done in pairs (i.e., two angled to the left; two to the right). I was very glad that I'd taken the time to build the angle plate with enough accuracy to allow using the edges as references.

This photo shows countersinking the head bolt locations with a shop-made countersink. (Over an inch deep!)
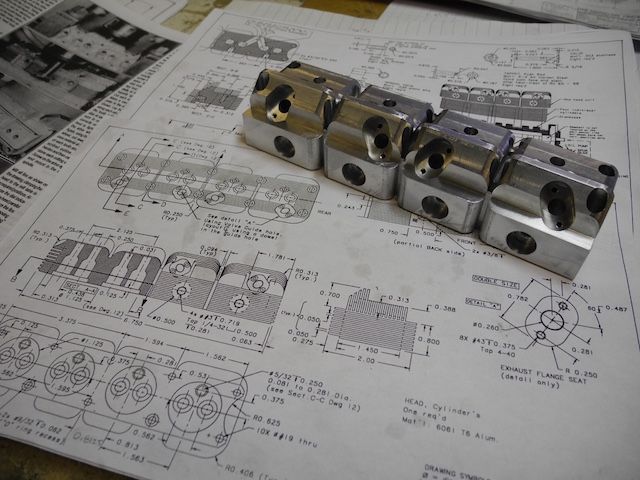
Now we're back to the right angle plate to saw the illusion-creating gaps between the virtually individual heads


It was now that the "rounding over" could begin ... virtually all the edges got the treatment from a D-cutter with the appropriate radius. I was pleasantly surprised at the finish achieved off the cutter.
And that my friends is as far as I've gotten with the head ...
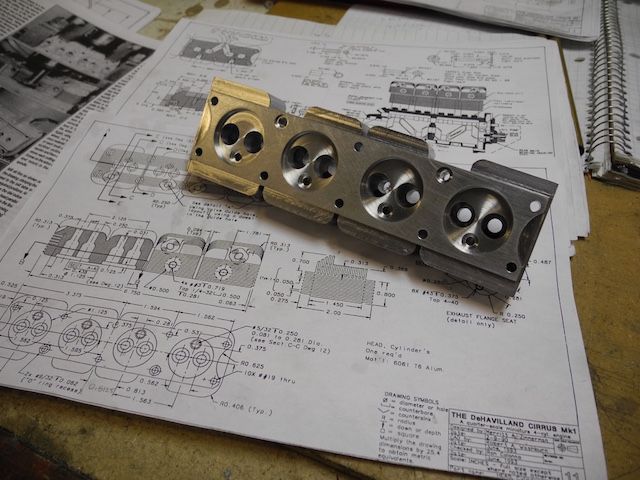
... it is a relief to be so far - so good. The remaining four perimeter corners need rounding over as well but they are at a different radius and I'll use the rotary table for them. I did make a spring loaded pointed pin that I can use in the table centre to pickup some blind, light layout punch marks. That (fin cutting) saw blade is still awaiting its workout as well.
That's as far as I got before breaking my (dominant!) wrist just before Christmas ... no shop time for awhile yet. (I'll be really

if the healing delays my motorcycle season start!)
In the meantime, I'll take a few photos of the other parts completed so far (the rocker arms and their posts are particularly neat - in design) and get them posted.
Thanks again for being there!
Charlie



