Hi everyone,
It has been a while since I've contributed but current circumstances have provided me with the time to catch up on some of the work and photos taken during my build of a set of Zimmerman castings acquired some time back.
In truth, I'd always wanted to build a Chenery Gypsy but haven't yet found a set of castings. Cutting one out of solid, though possible, is being put off in the hope (however fading) of finding a set of castings one day.
This will be a little different than most build threads. I wasn't going to bother. After some time I realized that even if one photo or comment spurs someone on in their endeavours, it will have been worthwhile. After all, much of what I have learned has come down to what is so freely shared here and who am I to take and not share what I can.
I'll be starting with the crankcase castings even though many of the smaller parts had already been made. It seems I wanted to get those done before screwing up the courage to cut into these (irreplaceable?) castings.
So, we're off ... please forgive the poor lighting in some shots.
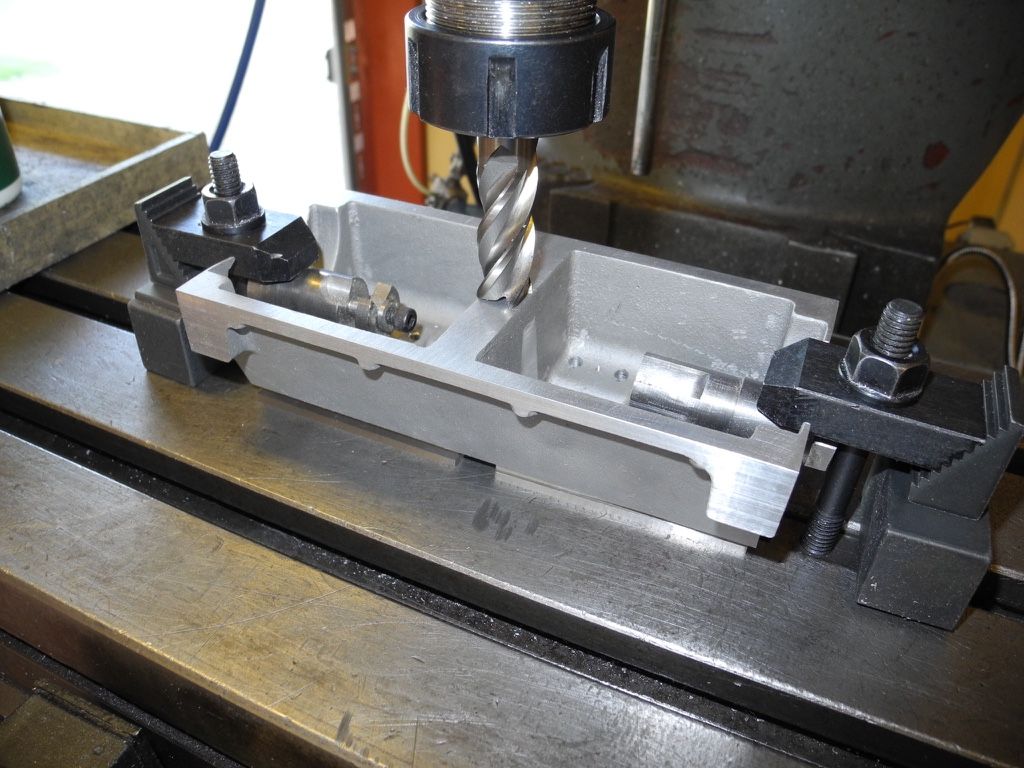
I started with the cylinder deck on the crankcase. An end mill to start and a fly-cutter to finish to height. This of course, was after smoothing the bottom surface and determining how much of an allowance to leave so the crankcase / oil-pan flange could be finished.


Once that was done I drilled and tapped the holes for the tappet seal hold-downs. Then the tappet towers were cut to height, drilled, reamed and countersunk (with a shop-made countersink) for the o-ring seals.
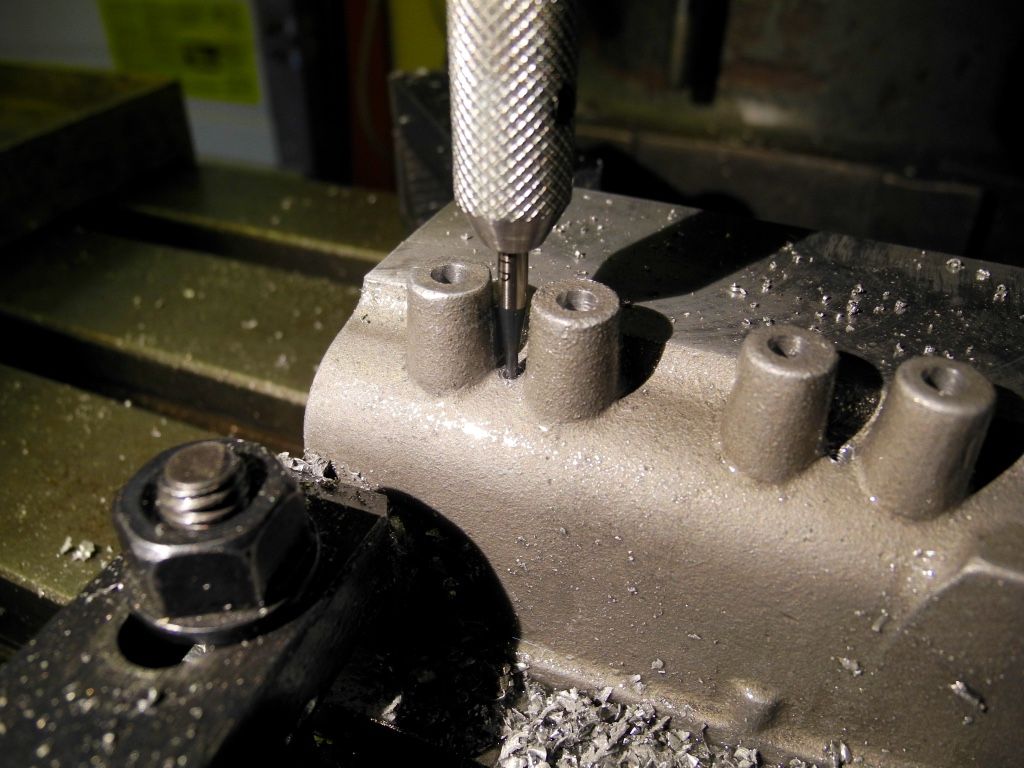
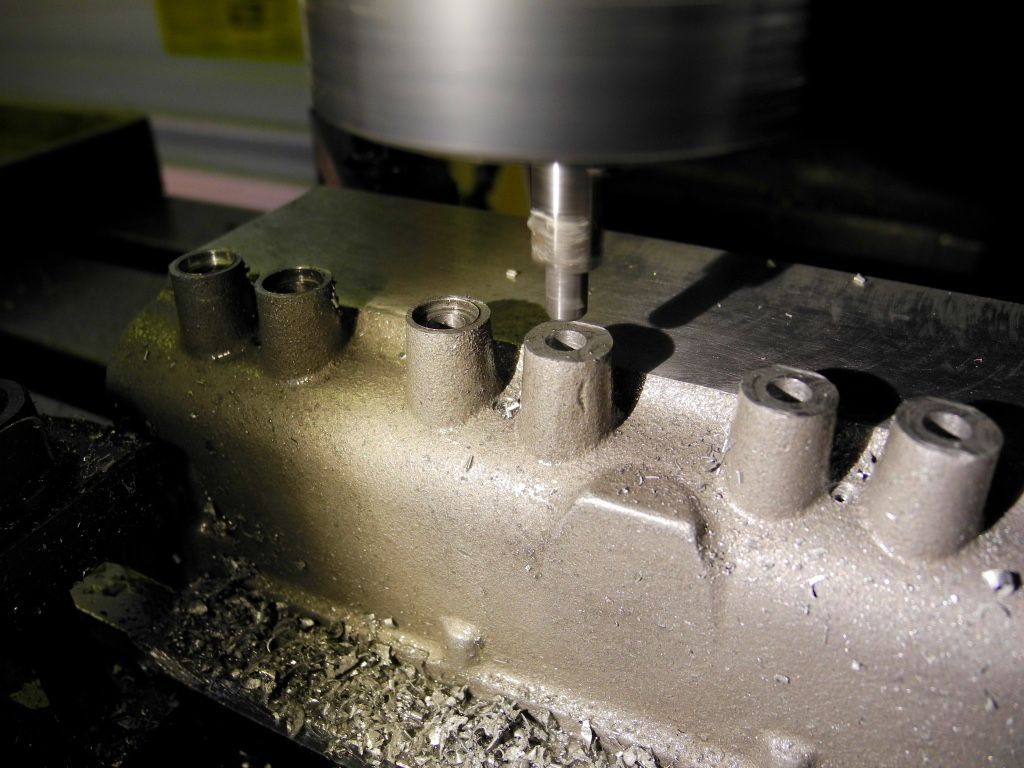
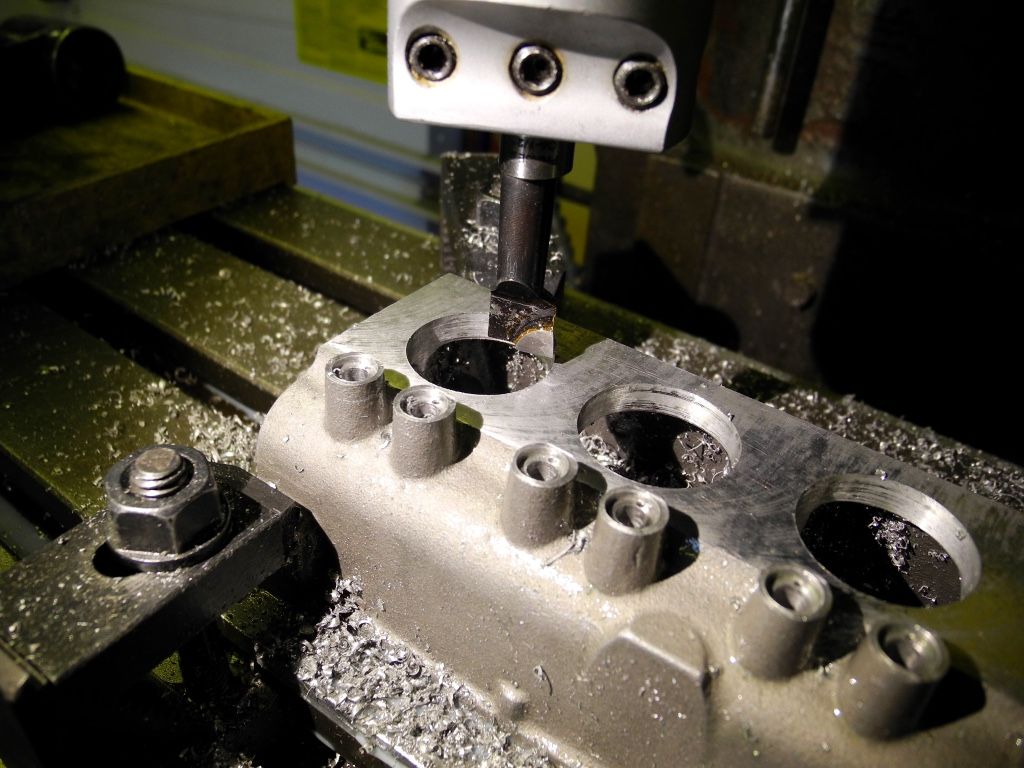
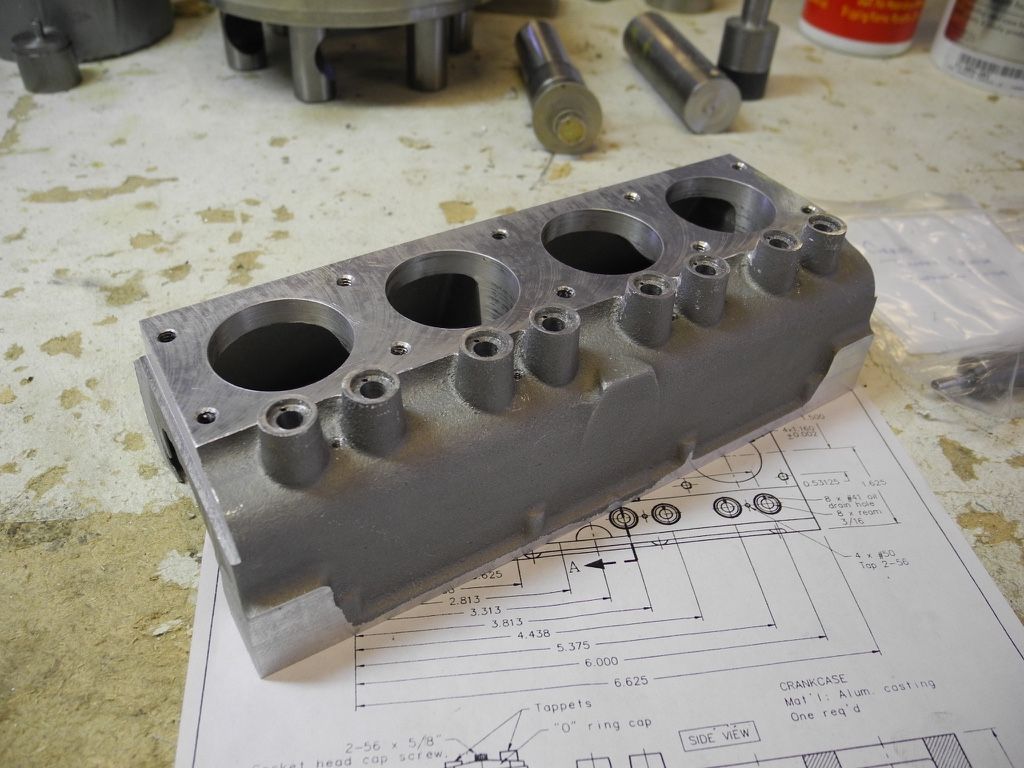
Small oil drain holes were put in the o-ring cavities before a frightening (for me) undertaking ... rough cutting the cylinder holes with a hole saw. I've always been uncomfortable with hole saws; they've always seemed so ready to cause grief. In the end it went well.

Once that done without calamity, a boring head sized the holes. I then moved on to drilling and tapping the cylinder hold-down bolt pattern. (yes the cylinder holes are supposed to be unevenly spaced

)
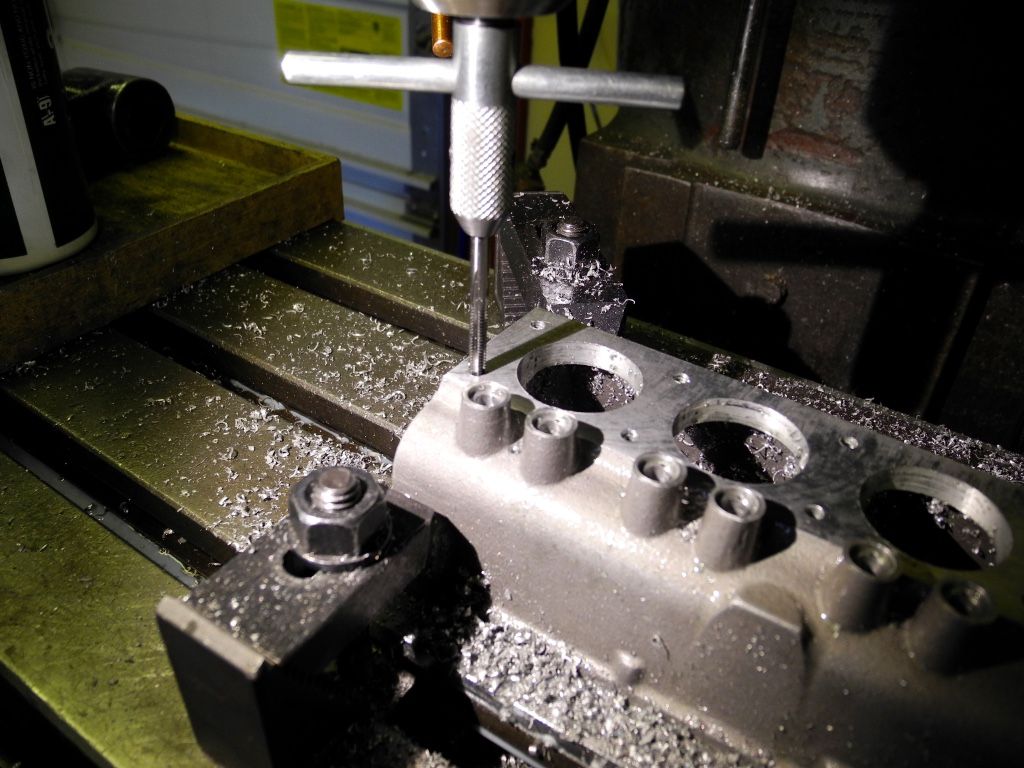
After all that, I trimmed back the ends to "mark" how far to cut when I got to that. It was then to finishing the bottom outside edge surfaces.
So far - so good:
The next stage was getting the oil-pan and crankcase lined up for drilling and tapping the flange holes. The oil-pan was cleaned up with lubed (WD40) wet/dry paper and CA glued to the crankcase for the drilling and such.
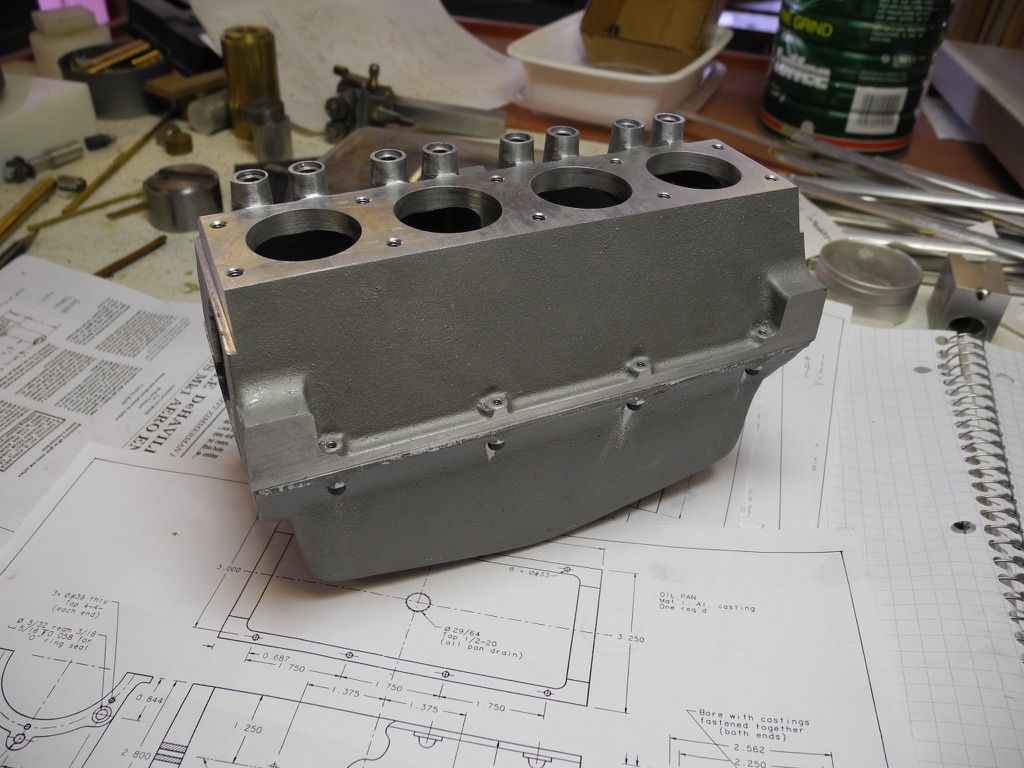
The assembly could then be spaced, lined up and mounted to an angle plate to bore the end plate openings.

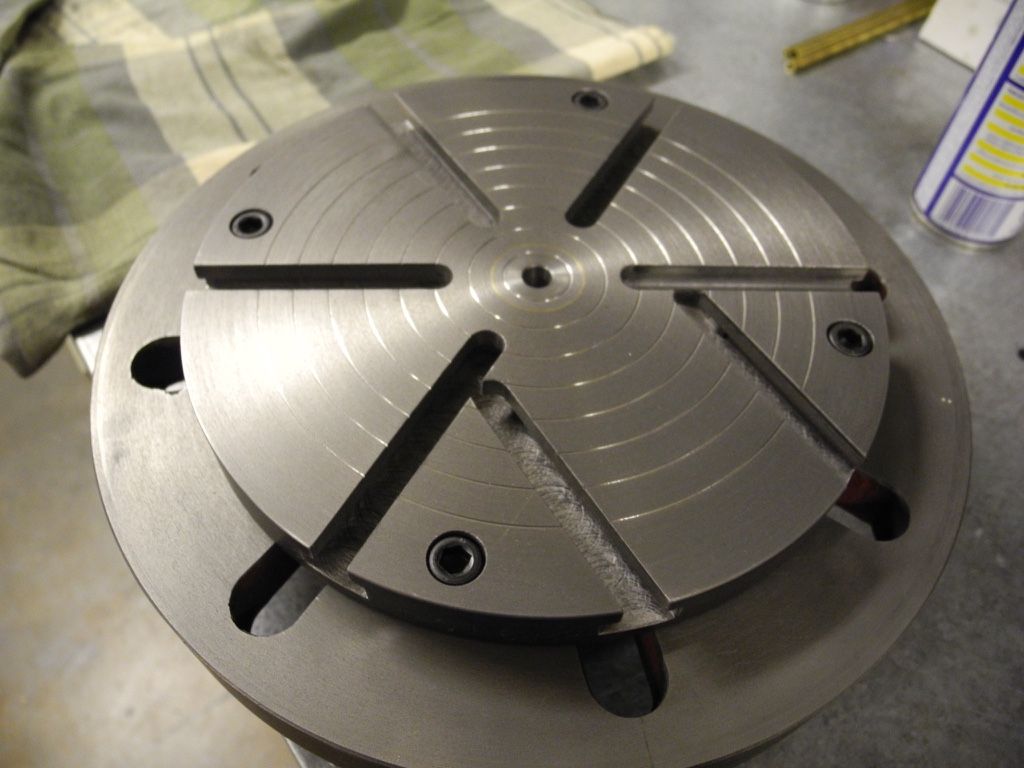
It was 'round about here that I took "a break" and made a faceplate for my faceplate ... The 12" faceplate supplied with my lathe is just too large and "clunky" for the kind of work I do. I figured a smaller plate with T-slots would be much more useful. It index centers onto the large faceplate. Should look at drilling some more holes so I can mount it to the rotary table ... does it ever end?

I think I'll leave this post where it is for know. More to follow ...
All the best to everyone - everywhere!
Charlie



