Thanks Bertie and Carl. We were last discussing the issue with the nasty endmill gouge on one cylinder flange. I have determined this will be fully hidden by the outboard cylinder cover and the cylinder lagging.
There has actually been a good bit of progress on the engine (I've been spending more discretionary time in the shop, rather than reporting on the progress).
I set to making the cylinder covers. When I bought the square cast iron stock for the cylinder, I added a length of 2 inch round stock to the order. I'm using that for the covers. I cut a piece long enough for both covers and centered it up reasonably well in the 4-jaw.

The inboard cover -which includes the packing gland- came first.
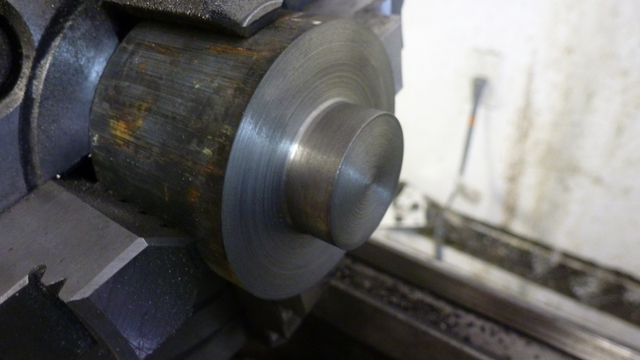
I turned a 1 inch stub on the end which will fit nicely in the cylinder bore. As luck (and planning) would have it, it also fits nicely in a 1 inch 5C collet...

I cutoff with a cutoff tool as far as possible, then turned to the indispensable bandsaw.
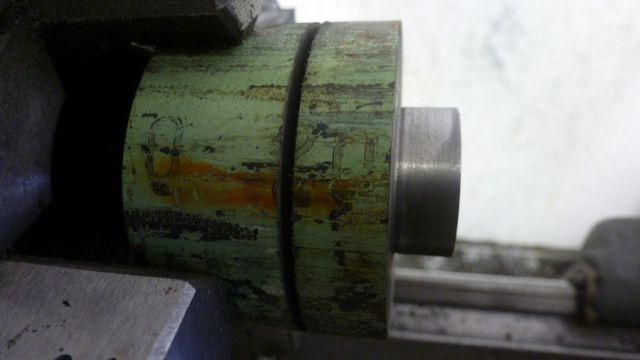

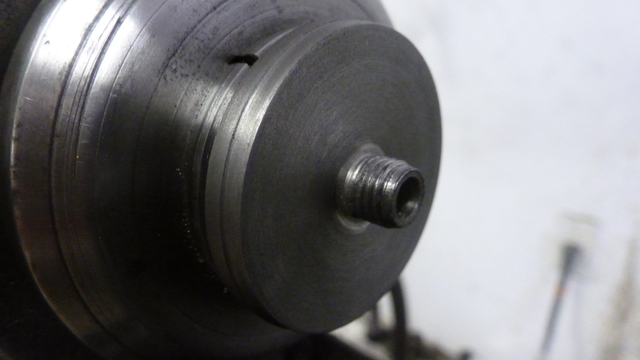
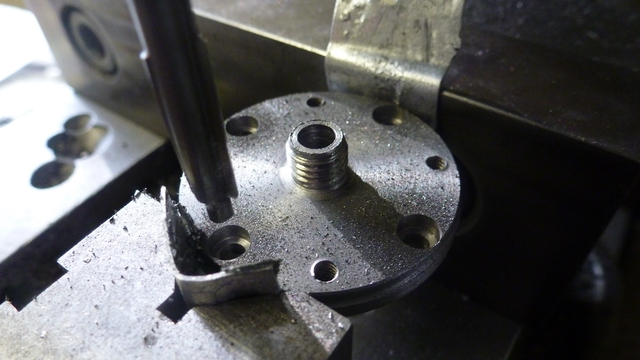
A lot of material was turned off, leaving the male part of the packing gland. I drilled clearance for the piston rod and threaded with a die.
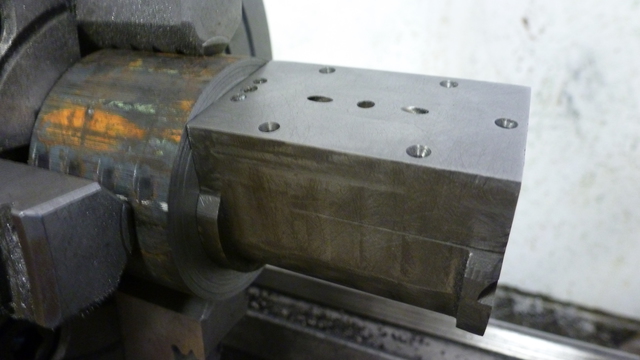
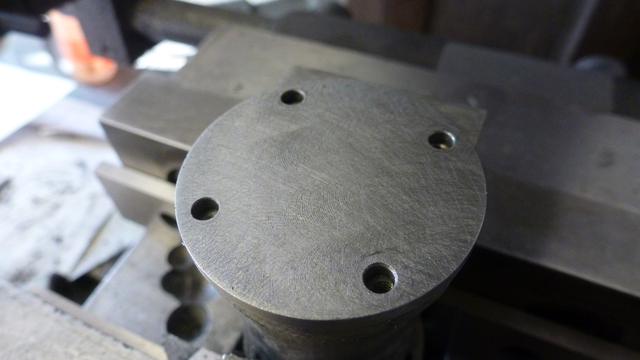
At the mill, I milled the chucking stub down to leave just a short locating boss.
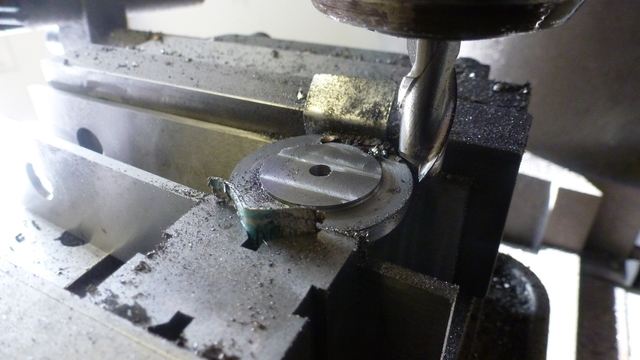
8 holes were drilled. Every other hole is drilled for a 4-40 through-hole, while every
other other hole is tapped through for 4-40.
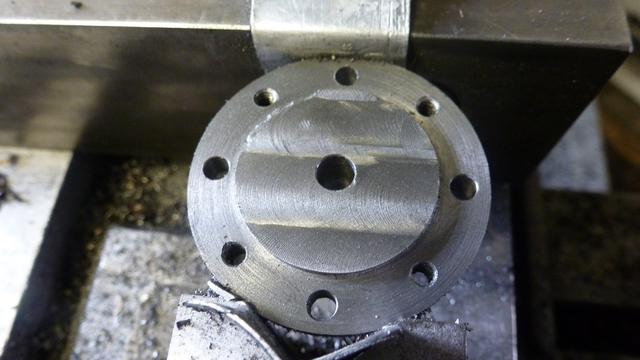
Flipped over, the 4-40 through holes are countersunk for 4-40 cap screw threads. These cap screws will be fully hidden.
There seems no end of holes needing to be made in the cylinder. Here, every other hole is tapped 4-40 to match up with the through holes on the cover. The cover will be attached to the cylinder by the hidden cap screws. The remaining holes are for attachment of the cylinder to the frame. Look how one of the holes intersects the steam passage. A near design disaster. I'll use a short screw there (with a sealing compound to avoid blocking the passage or inviting a leak.
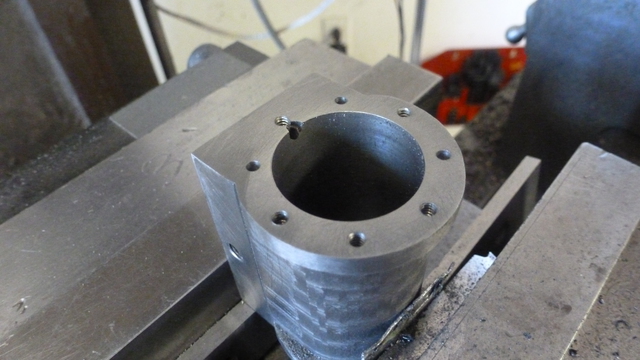
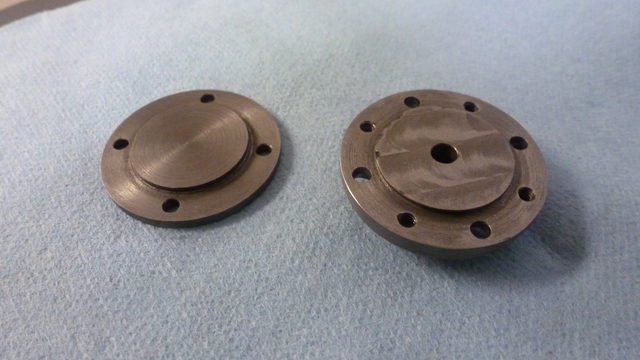
The other end of the cylinder was drilled and tapped for the outboard cover. The second photo shows a trial fit. I provide no documentation of the making of that cover, which is rather plain looking don't you think?

The covers in my traditional blue shop towel pose.

More to come when I get the write-ups done.
Thanks to all who watch!
--Tim



