Lady Godiva Rides Again - Episode 1
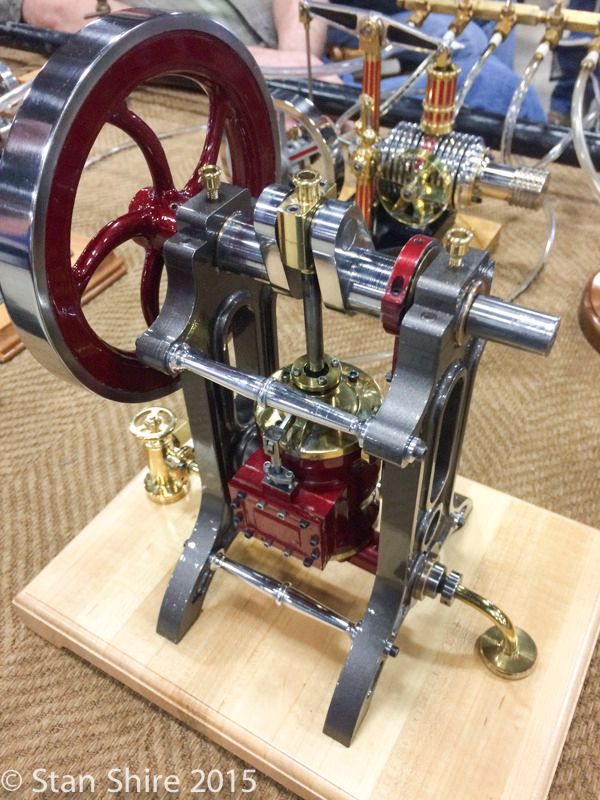
Roy Ozoufs Coventry EngineLady Godiva, was an 11th-century Anglo-Saxon noblewoman who, according to a legend dating back at least to the 13th century, rode naked only covered in her long hair through the streets of Coventry in order to gain a remission of the oppressive taxation imposed by her husband on his tenants.At NAMES, Kvom and I were looking at a Roy Ozouf designed oscillating engine, the Coventry. I apologize for not knowing who built this excellent example.

While building the 1/4 horse, I had been studying the plans in Roy's book and devising some sort of machining plan for the side frames.
The drawings in the book are very well done, as is the text.
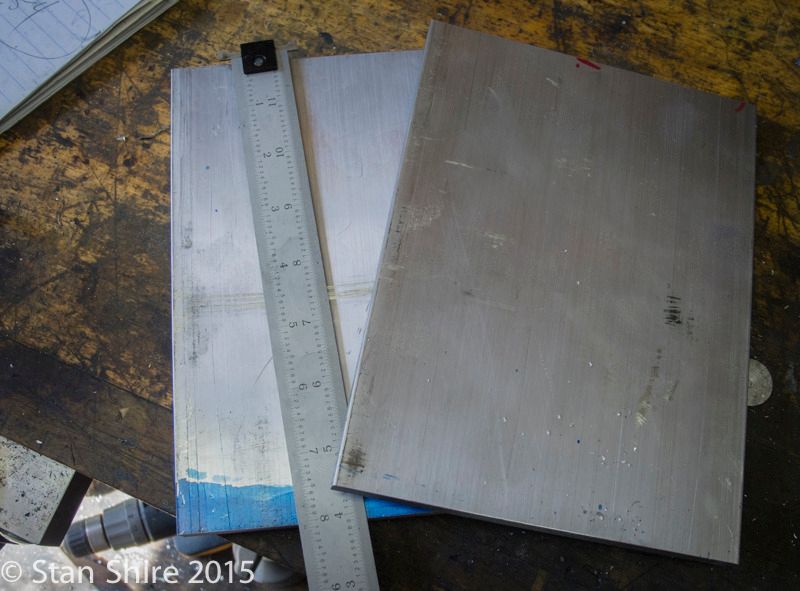
The Side PlatesStarting with the side plates, two pieces of .5" aluminum plate were sized to 6x8 and squared up. This absolutely looks like a job for CNC. Since the Bridgeport can't even spell "CNC", the rotary table and DRO will suffice.
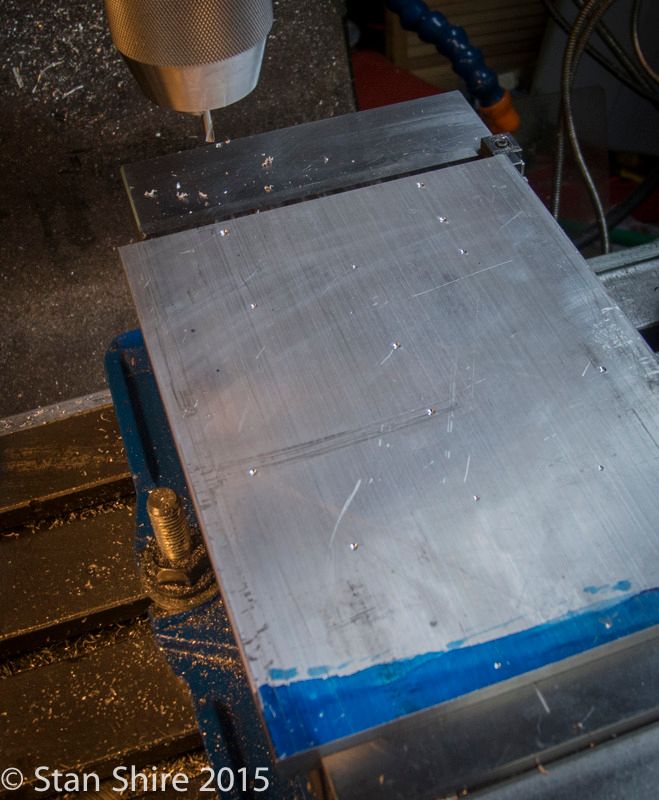
The first operation was to spot drill all 16 pivot holes and put each into the DRO memory. Since both sides of both plates will need to be laid out, this will save a bit if time.
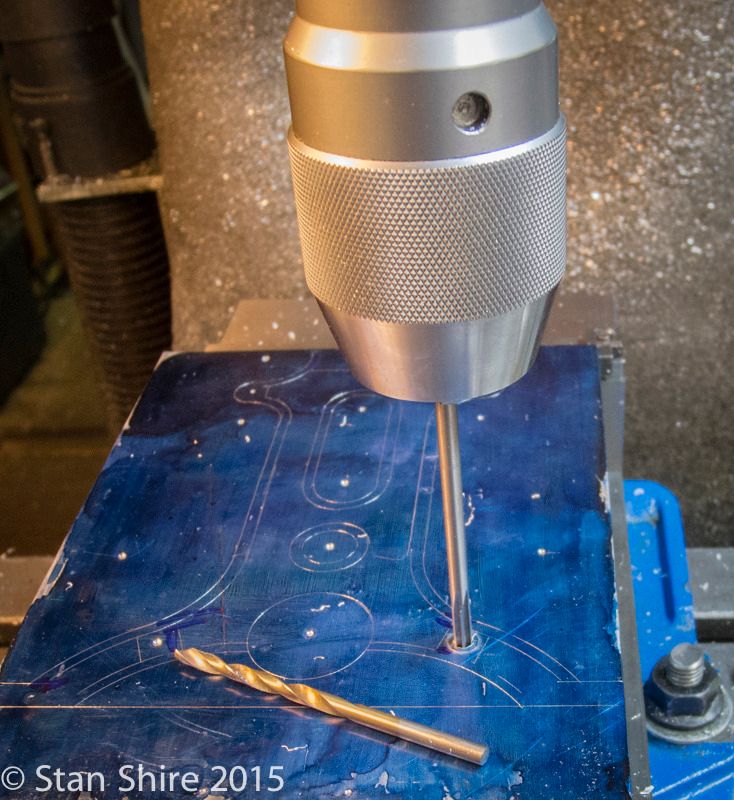
Next, a Dykem bath, scribes, odd leg calipers and dividers to do the layout on both sides.

All 16 holes were drilled and reamed 3/16"

The horizontal and vertical cuts were done in the vise. The part then moves to the rotary table.
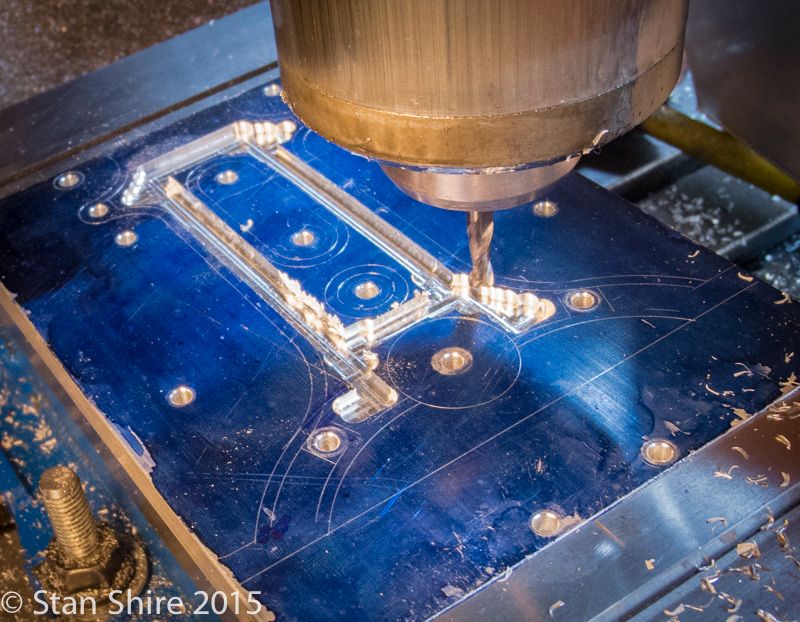
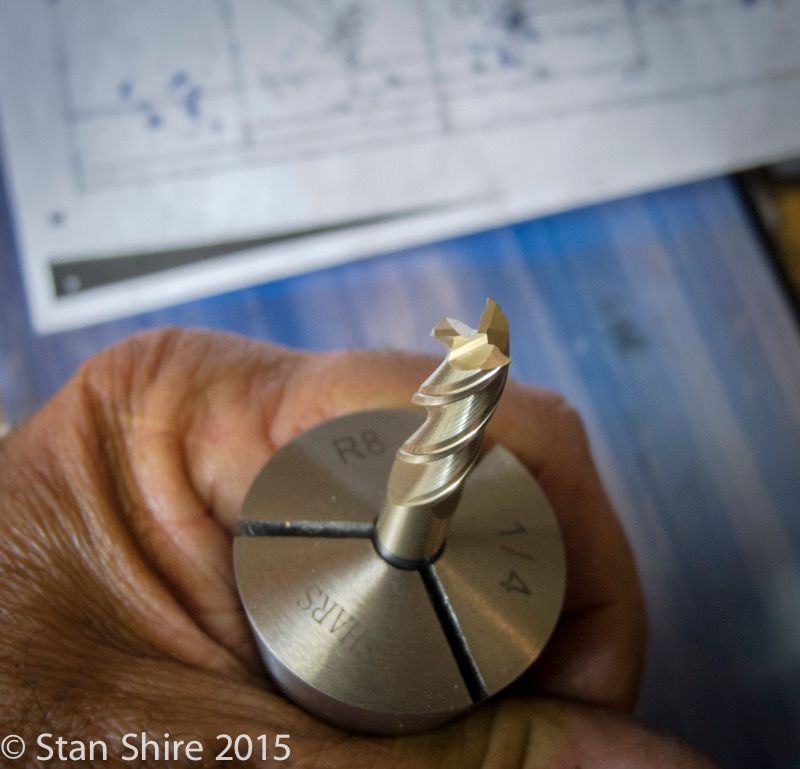
I wanted radiused corners on the inside recess as Roy suggests. ¼" corner radius carbide end mill (.0625 radius)

With the rotary table centered under the spindle and a 3/16" locating pin, the part was milled to .125 depth. Each set of holes has a turning radius.
The center completed on both sides.

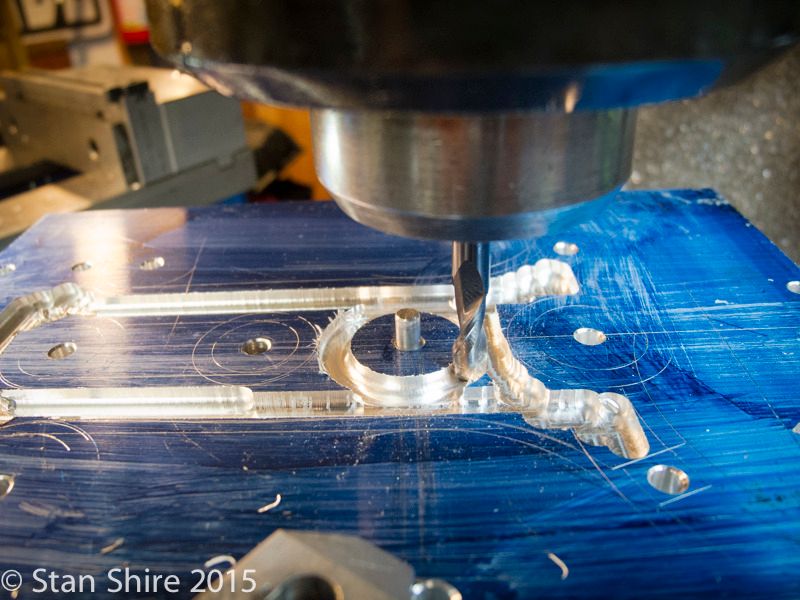
Back in the vise, decorative elements were milled.

Next the outside was milled with a .25 carbide center cutting end mill.


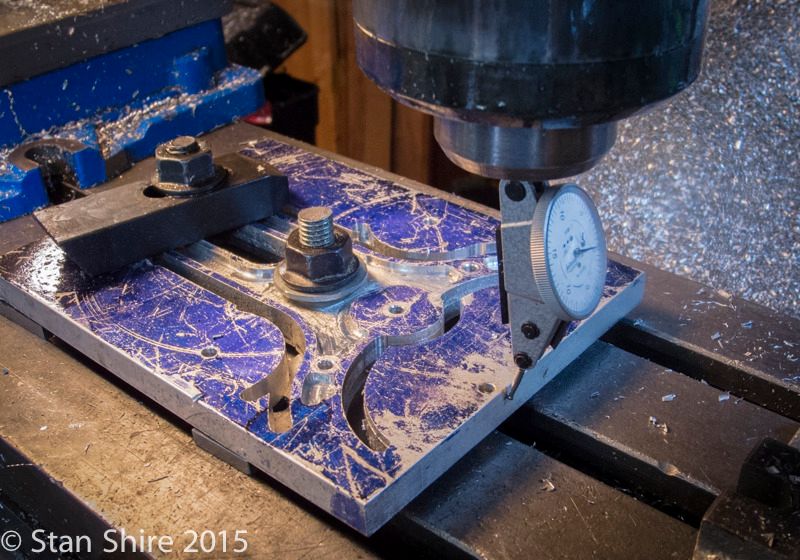
I was concerned about the cutoff jamming while clamped in the vise.
After indicating the part, the final cut, which broke the part free, was done clamped to the mill table.
Cutoffs
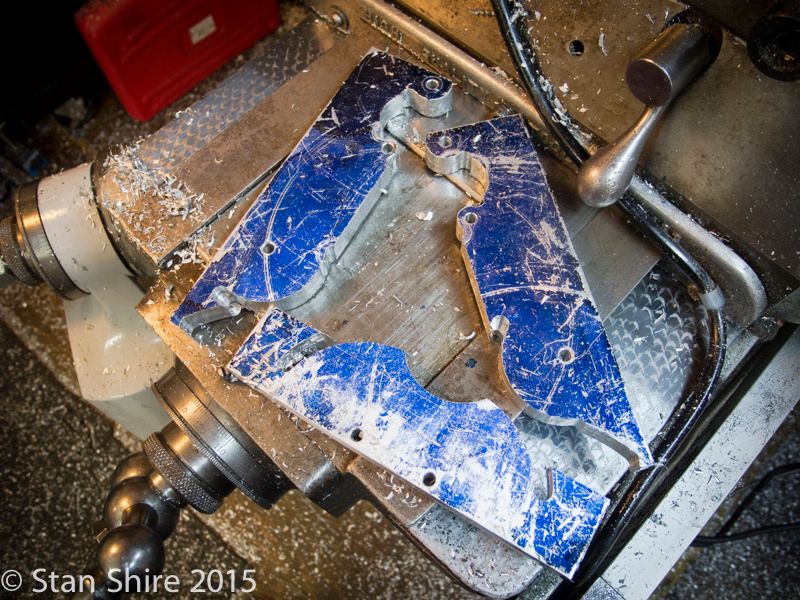
Some initial cleanup with Oliver. Im waiting for some small Cratex wheels and points for the Foredom handpiece for final cleanup and polishing of the recess.

Including layout, each side took about 7 hours. If this was a profit-making venture, I could think about CNC. Since it's definitely not, I'm only spending my time. And, George Britnell has gained even more respect ( if that's possible ) after doing this plate.

Now, the whole process gets repeated for the other plate.
Then, the plates will be aligned with dowel pins to through bore the 7/8" hole for the cylinder pivot.
Both frames will be sent to Cletus at the Close Enuf Machine Shop's Metrology Division in beeeeutiful Springbucket, TN for a QC check.
Stay tuned for the next thrilling episode.



