Thanks for all the kind comments
The next logical part to make was the top plate(s) for the columns, I decided to keep these as one piece for now as that would help keep the tops of the columns the same distance apart as the bottoms. Some 5/16" x 1.5" bright bar was milled to length, holes drilled for the location spigots left on the column tops and then some construction screw holes added (4 per column)
I also milled some shallow slots to locate the stiffening webs and screw holes to keep the webs in place. The last 4 holes are the ones for the cylinder base hold down studs.

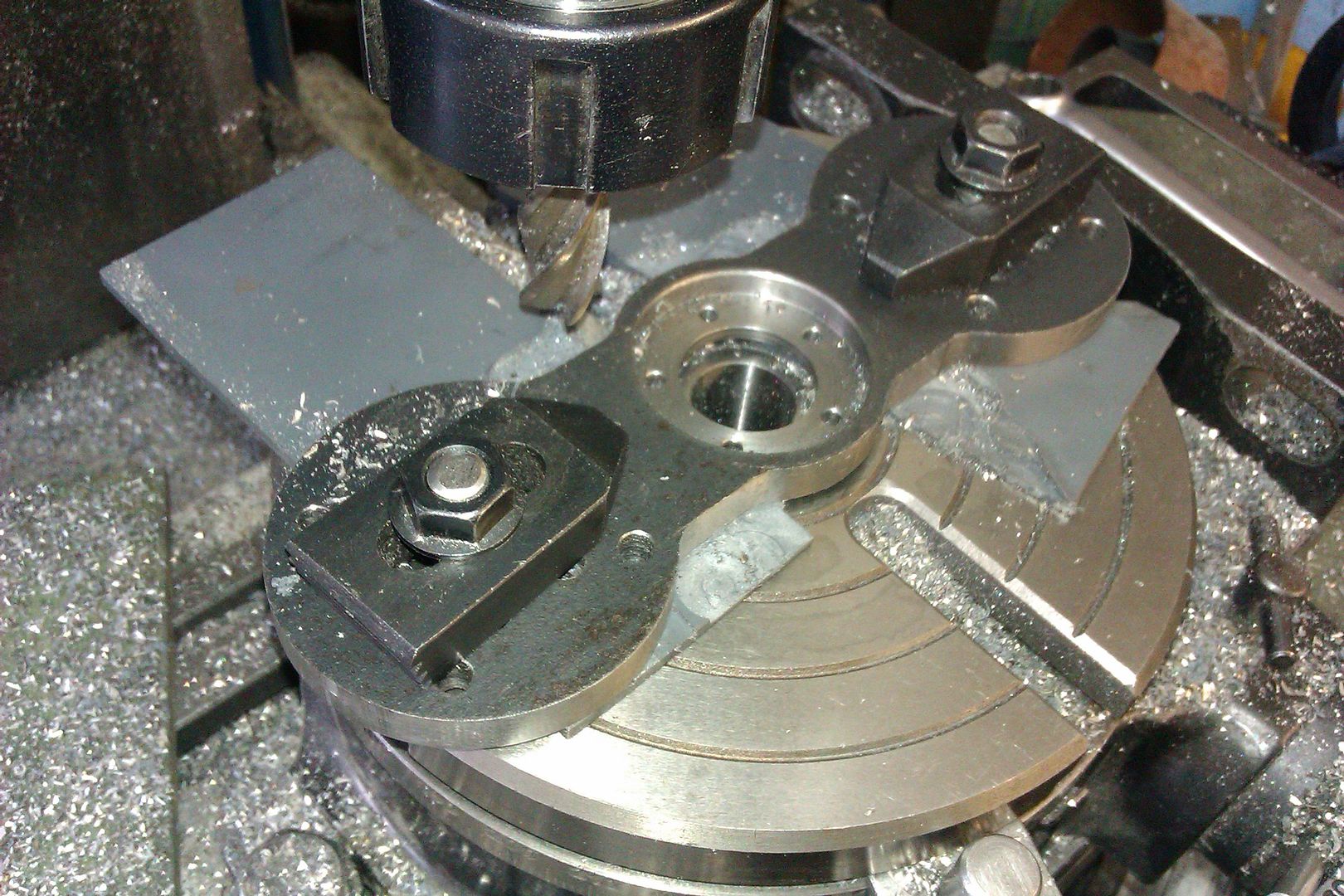
The column centres were found and the DRO's PCD function used to locate the M3 fixing holes

And a quick test fit of some of the screws, the heads will later be hidden with filler.

Next some similar sized slots were milled into the columns to locate the sides of the stiffening webs and also some wider ones for the bearing supports.

The webs and bearing supports were just milled and filed from 1/4" and 5/16" material respectively and then drilled/tapped as required. The two notches in the bearing supports are undersize and will be machined true once the whole thing has been JB Welded. Same goes for the flange faces, its a bit like leaving a machining allowance on a casting. It does not show too well on the photos but the upper 1/3rd of the columns a now have been slightly tapered.

The top flange of the pump chamber is a fairly straight forward milling and drilling job, 4 construction holes, 4 stud holes for the gland and a large bored hole for the ram.

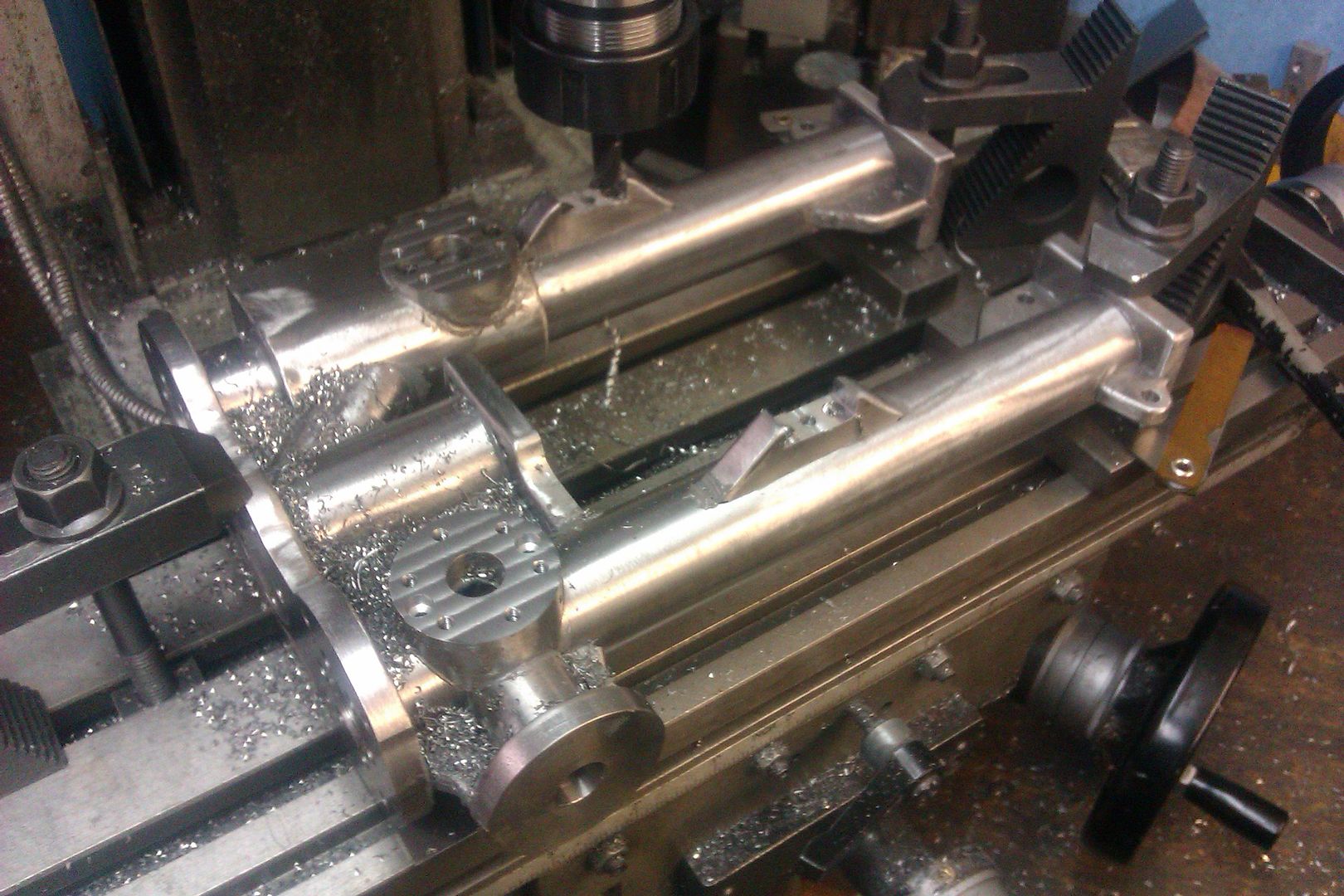
There is an angled passage that links the valve chamber to the pump chamber I started this angled cut on the column with a bull nosed milling cutter and then drilled a pilot hole 1/4" dia. This hole was then englarged with 3/8" slot drill then a 1/2" one. I had to mount the vice on packers so that the column did not hit the mill table.


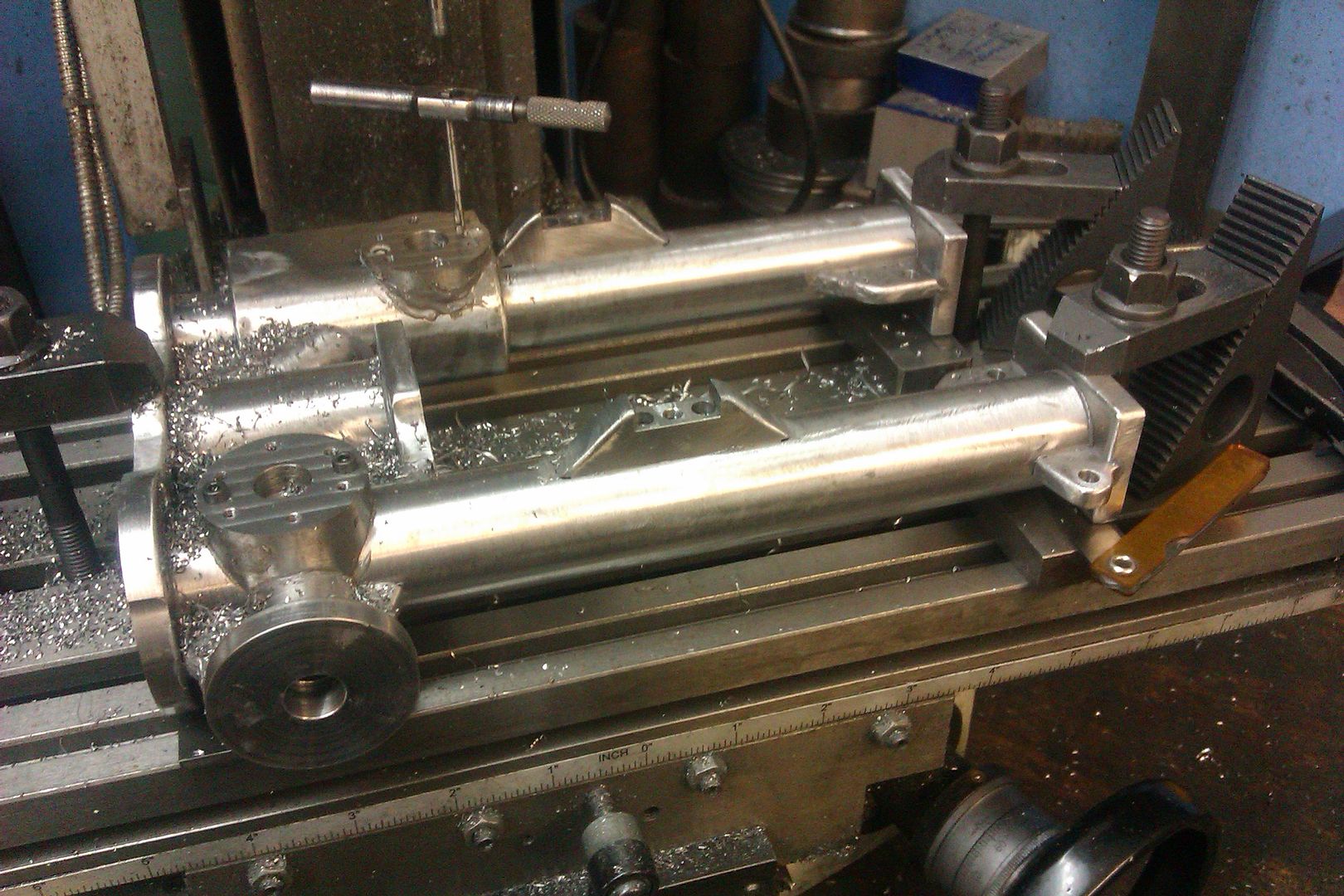
With that hole out the way I could start shaping the valve chamber from the original square section to a "D" shape. To do this I set the column up on the rotary table with tailstock support, roughed it out and then made 180 passes of 1 degree each along its length climb cutting one way, traditional cut the other to save having to crank the table back each time. Quite pleased with the finish which is straight off the tool in the photo. I tried out a sample of a new range of cutters that one of the ME suppliers sent me to test, should be available soon, they are quite nice and so should the price be too


I don't think I took any photos of the pump chamber but is nothing special. Though once it was made I could get the correct radii and distance apart of the two curved surfaces that the diagonal passage has to fit between and use a boring head to cut them. The work is held between two scraps of aluminium so both curves can be cut at the same setting without worrying the cutter will hit the vice as the dia of the cuts are larger than the work piece.

Add a few more webs and its almost there.


Just the base plate to shape and add a recess for a cover plate that will allow access to the bottom of the pump chamber.
With all the parts made I then went over them all with a flap wheel to soften the surfaces and particularly the external corners so that it will end up looking more like a casting than just a painted "barstock" assembly. It was then assembled with JB Weld and lots of M3 socket screws.

Once set the assembly could be treated like a casting and the faces mentioned earlier machined to finished size and some additional holes drilled and tapped. The DRO does come into its own here, those two flanges both have a 6 hole PCD pattern but it is rotated at 24.3 degrees which would of been a bit of a head ache to work out manually.
Final job was to fill all the internal corners with body filler and then blend everything in ready for paint. I'll cover the link pipe next time.

J



