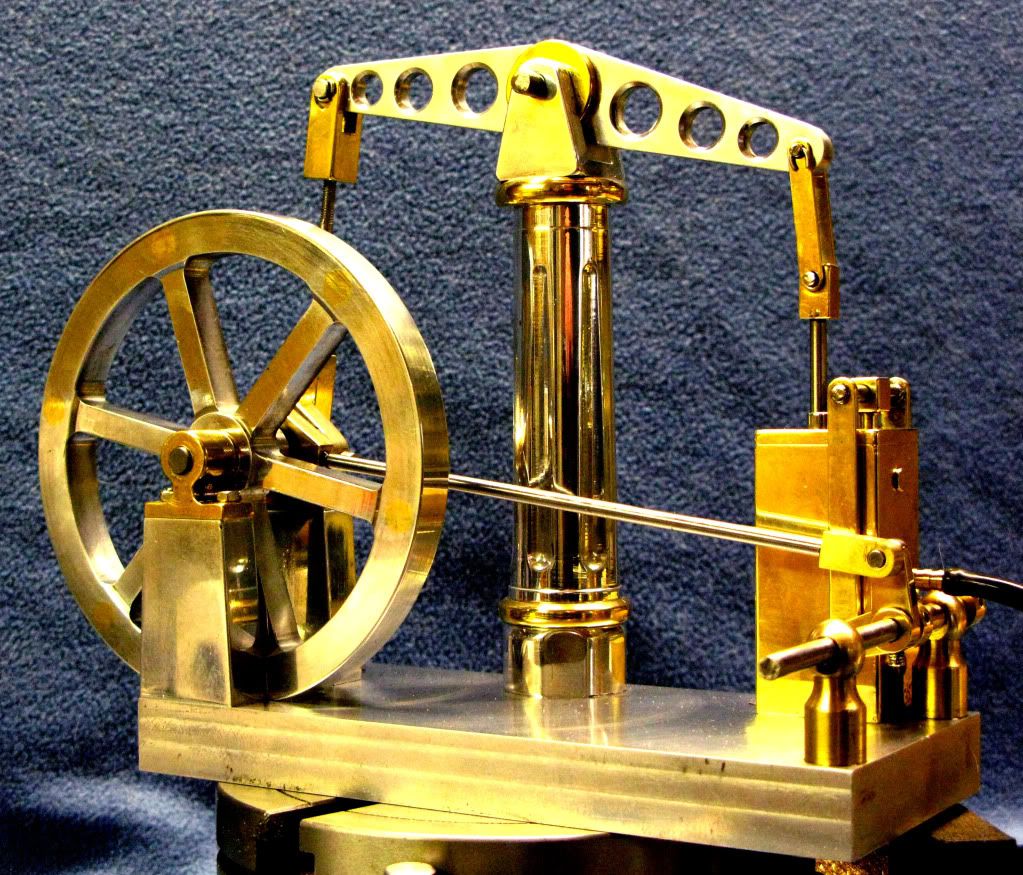
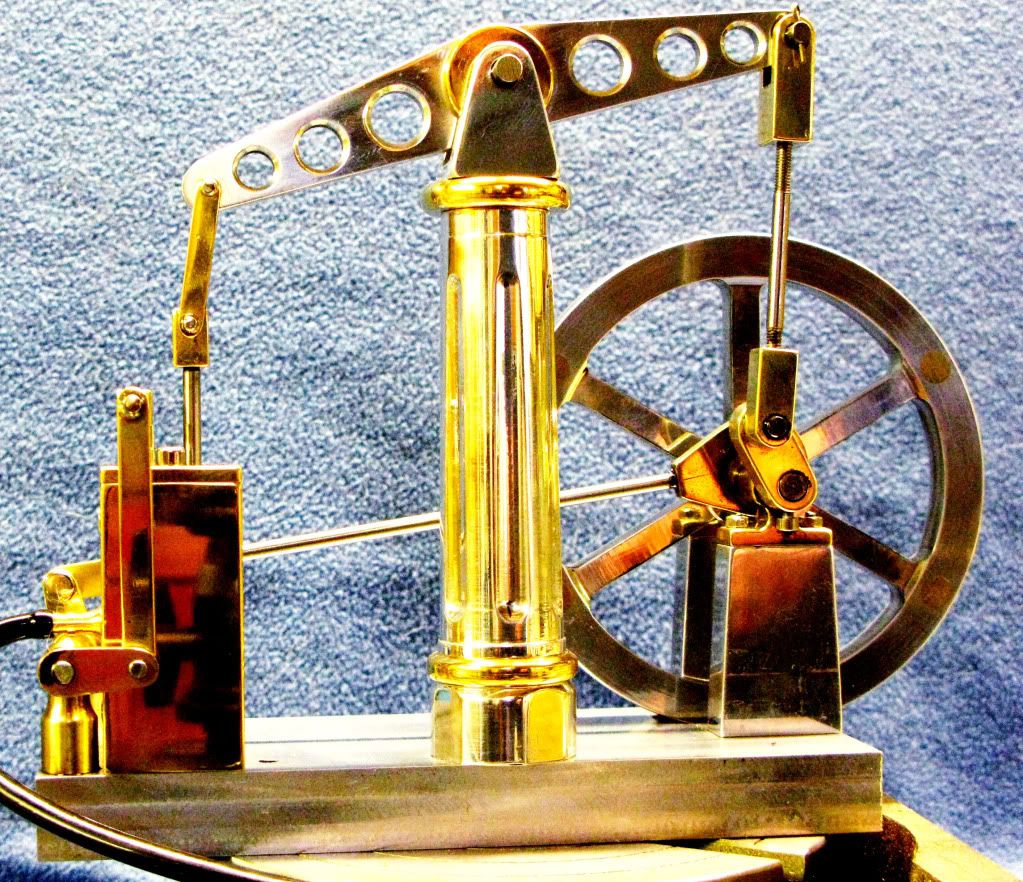
A novice build of Brian?s double scale beam engine
For my first project I decided, after reading both Brian?s and Kvom?s builds that I would have a crack at this engine myself, even though my skill level is still on the bottom rung of the ladder. I recon if I can make it shiny enough, even if it doesn?t work at least it will make a nice ornament and give me some experience in the process.
For the benefit of other novices I will describe my build (cock up?s and all) in reasonable detail, hopefully, without the sending the reader, to sleep.
I had intended to complete the build before describing the journey but realized part way through, that posting as I went would probably be better as I, and any novice reading this, may get some useful advice and tips on better methods to have used in the production of the various bits.
The story of my progress so far. I started with the flywheel and like Kvom I decided on a spoked flywheel, this being more difficult, would be a good test for my first play with a mill, but rather than using steel I would take the easier option of using ally.
I tried without success to download Marv?s flywheel prog, so I drew it out on my cad package, using node points at the centre of each hole to be drilled. During the process I thought that a little extra weight added around the rim would be a good idea so added a node mark above each spoke, for the 8mm holes, to take the brass weights.
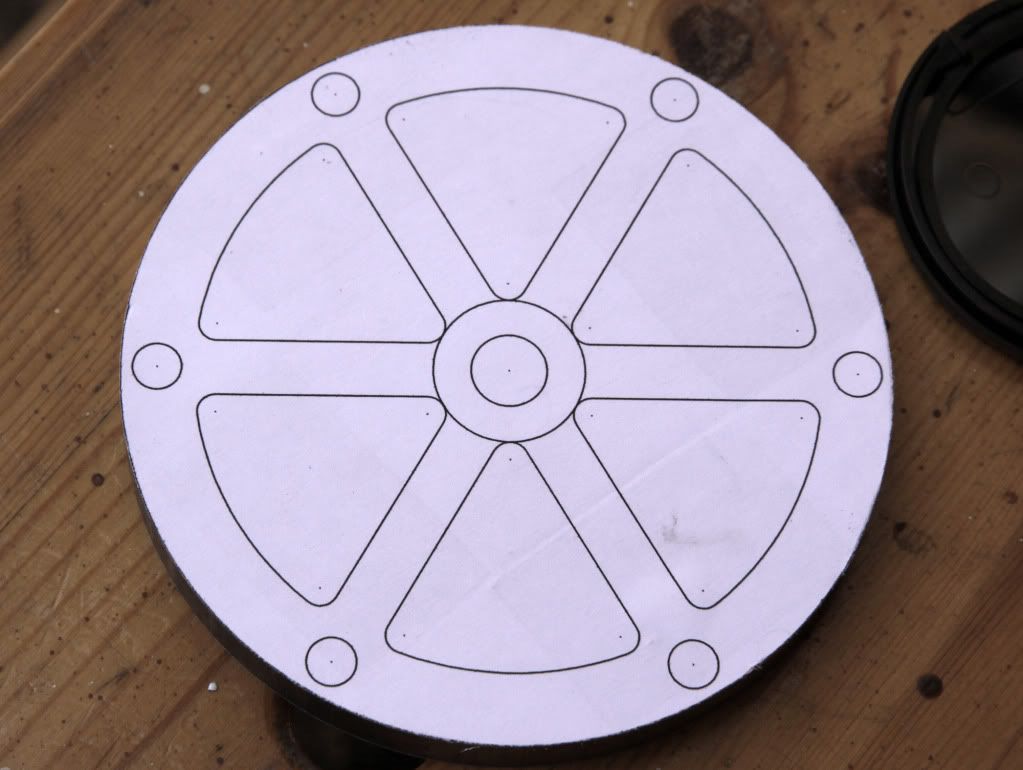
My marking out ability is crap, so I printed the drawing full scale so that I could, using double sided tape attach it to the faced ally blank using the centre drill hole for location, a process I continued for some other parts. I forgot to mention that all my parts have to be redrawn, measurements being converted directly from Imp to Metric except hole sizes which were to the nearest metric size.
Sawn blank

Both sides faced
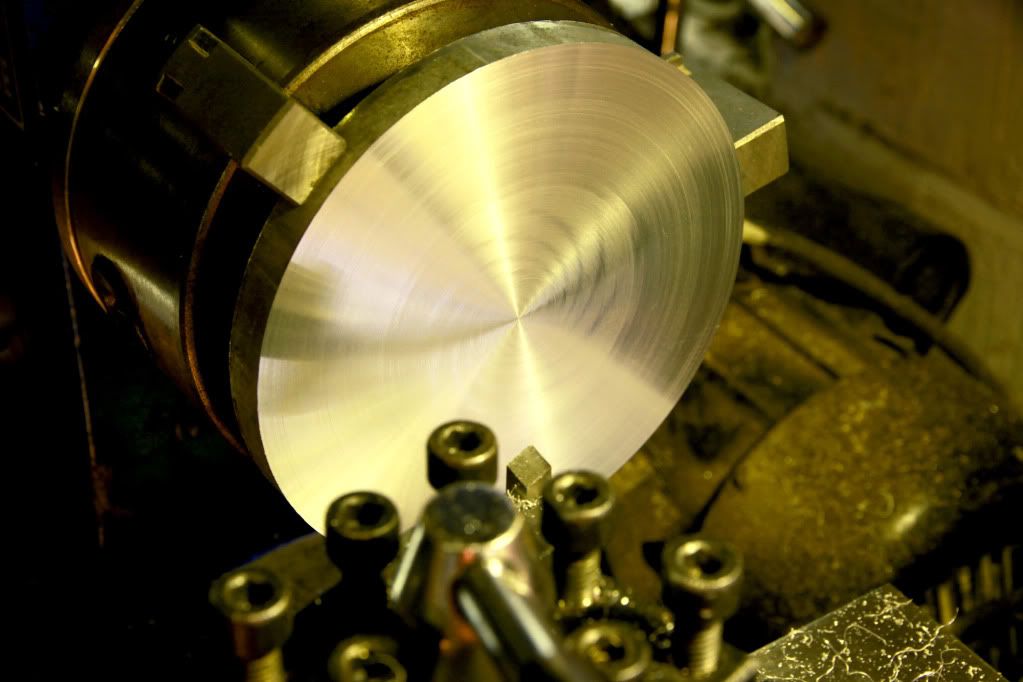
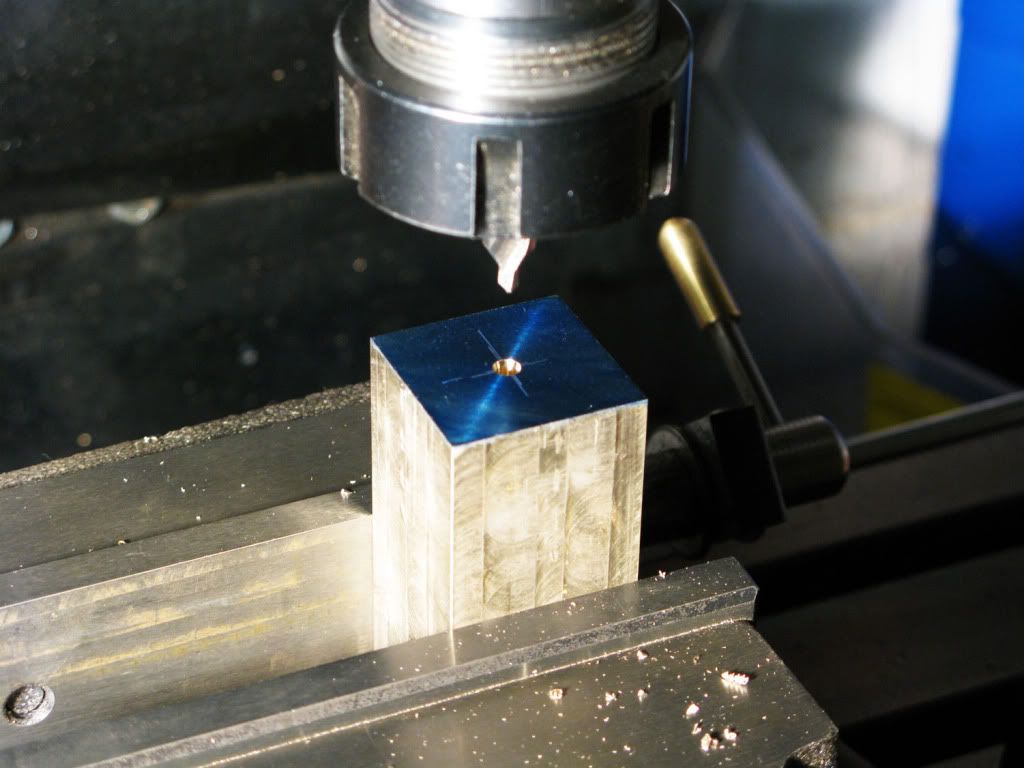
Centre drill blank as my zero point.
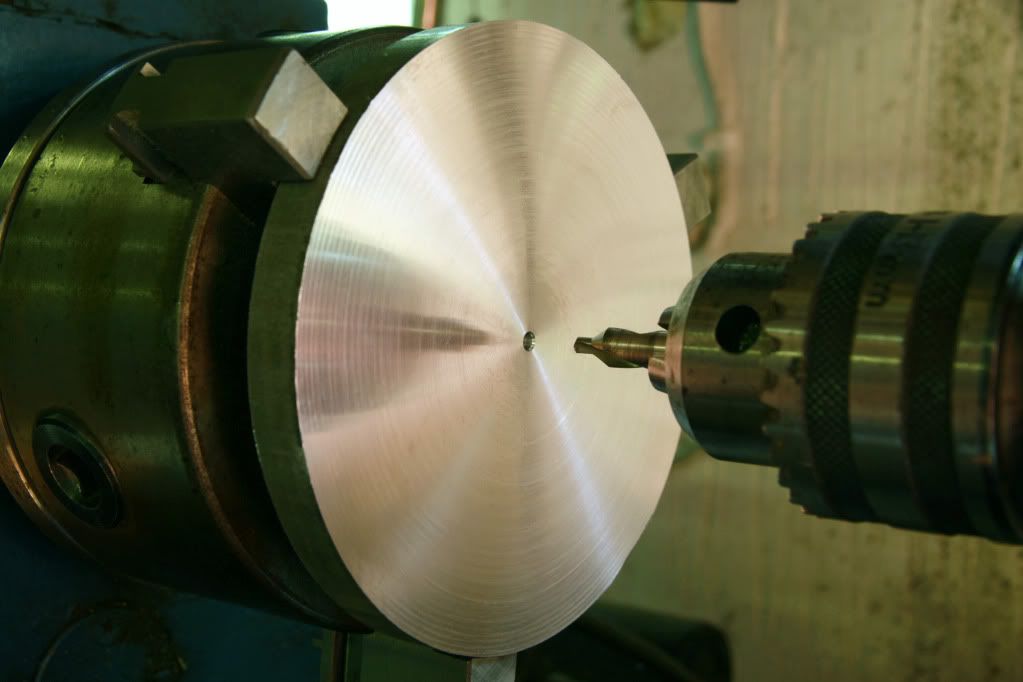
Blank with drawing attached
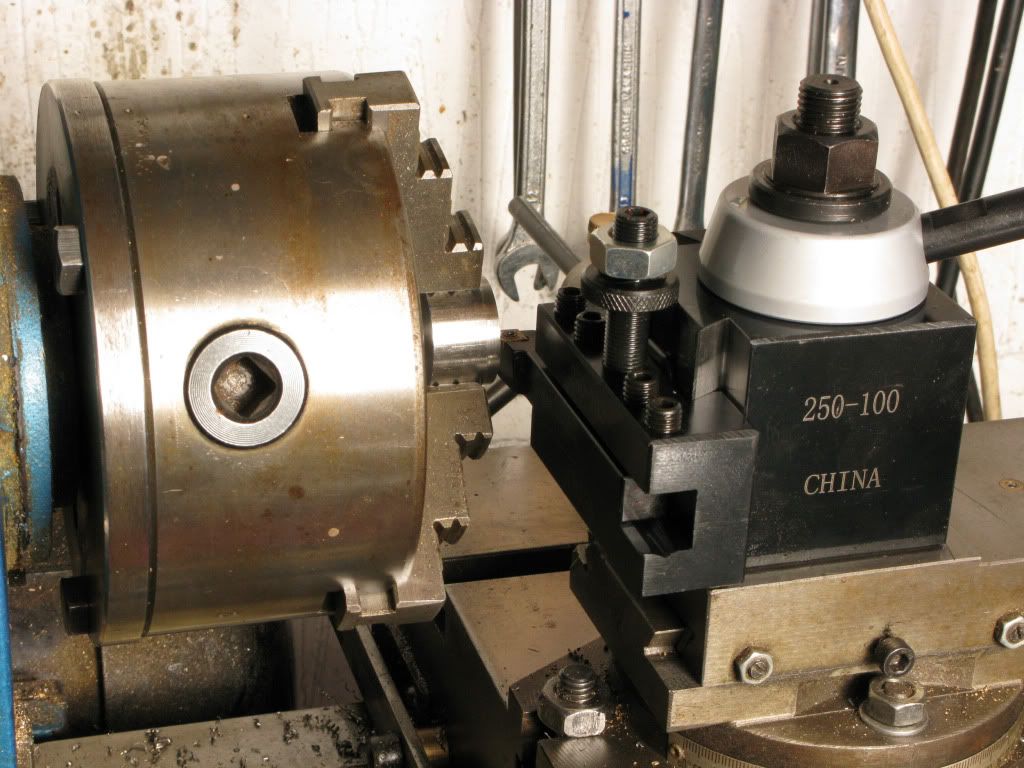
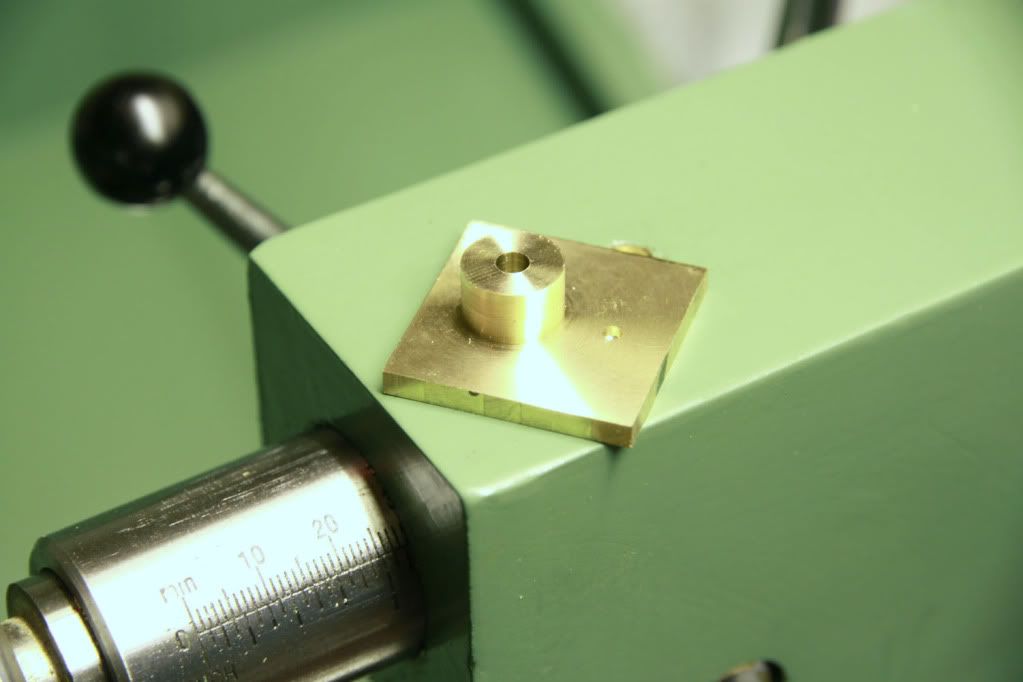
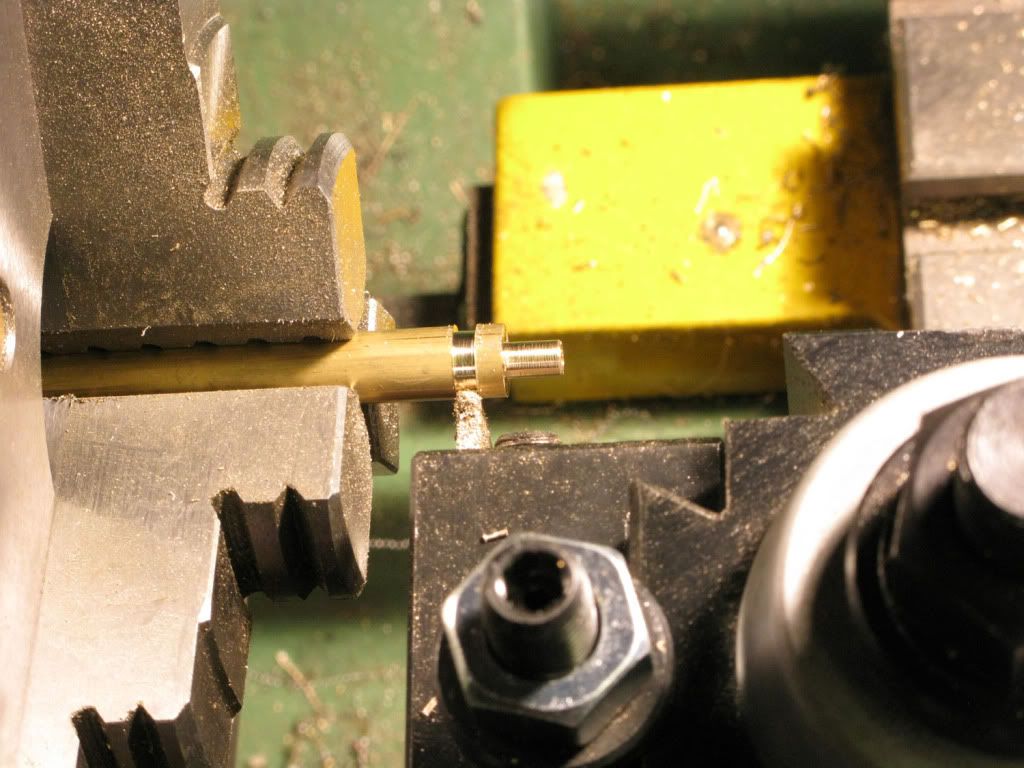
I now had to set up the rotab on the mill, and my 3jaw on the rotab, so to help get things close, I turned a piece of brass with a 2mt stub to fit into the rotab,

and a boss to fit the back of the chuck, plus a centre dimple for location.
[

Using the brass stub I set the rotab on centre then dialed it in and locked it down,

fitted the chuck and dialed that in, finally securing the blank in the chuck jaws, using three 3mm drills as parallels to give clearance from the jaws . Then I checked the centre node using a centre finder. (a better method would have been to locate the drawing last using the centre node) even better would be, improve my marking out ability.
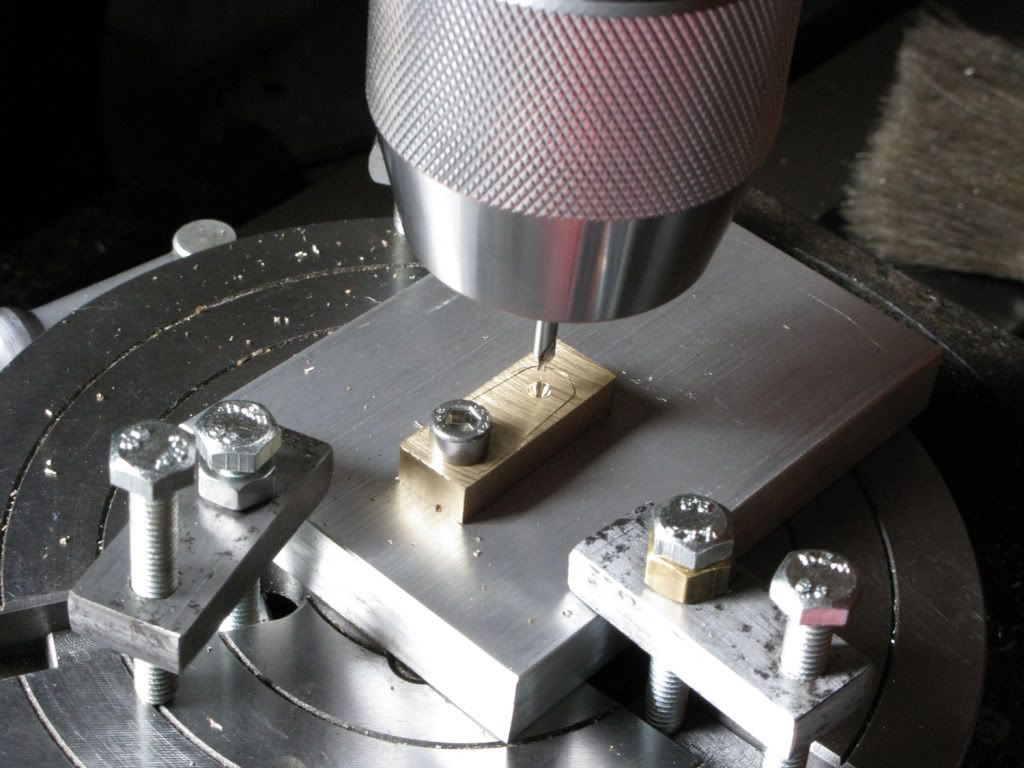
Using a 10x magnifier and centre finder I lined up the first hole of each ring, after getting them aligned across with the X axis then drilled each of the six 6/8mm holes turning the rotab dial the required number of turns between each.

I followed the same procedure to trepan out the triangles, completing one slot of each before continuing to the next.
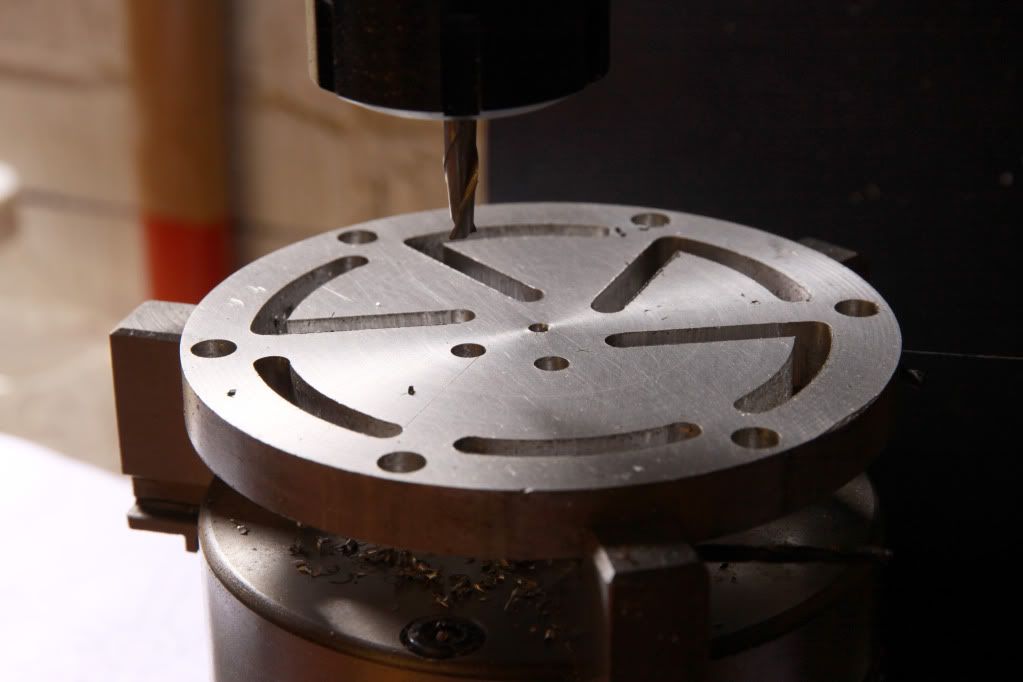
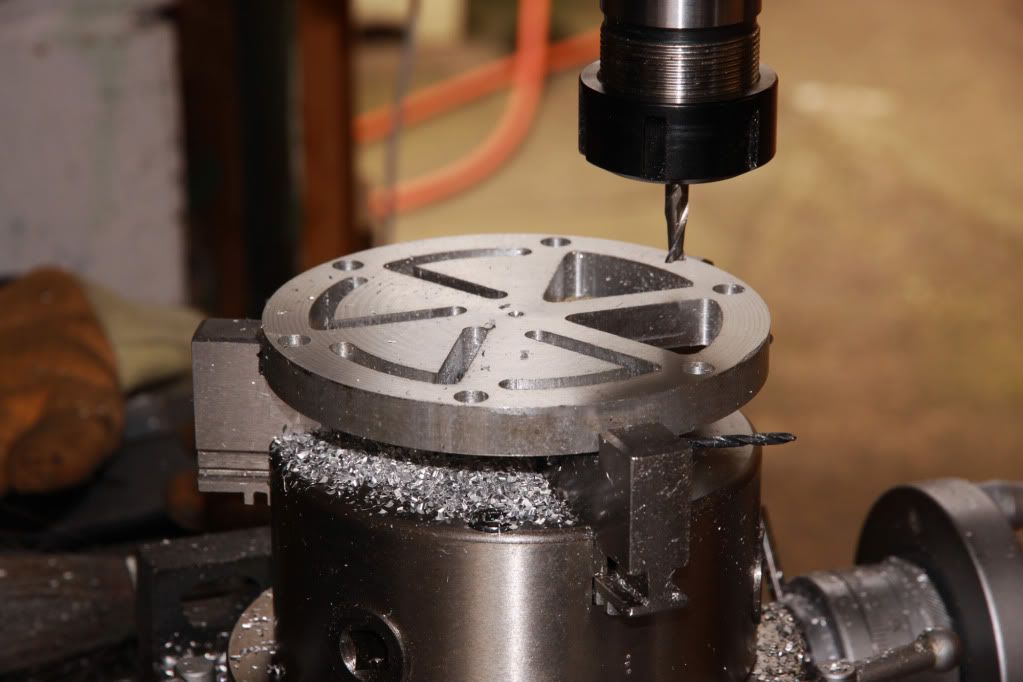
I milled in both directions and all went well until at the start of two outer curves I turned the rotab dial the wrong way and screwed them up. I completed the trepanning ant the cock ups were so visible I gave up for the day.

Later that evening I thought of a way to rescue the piece from the scrap bin. Someone with experience would have recognized this immediately, I simply had
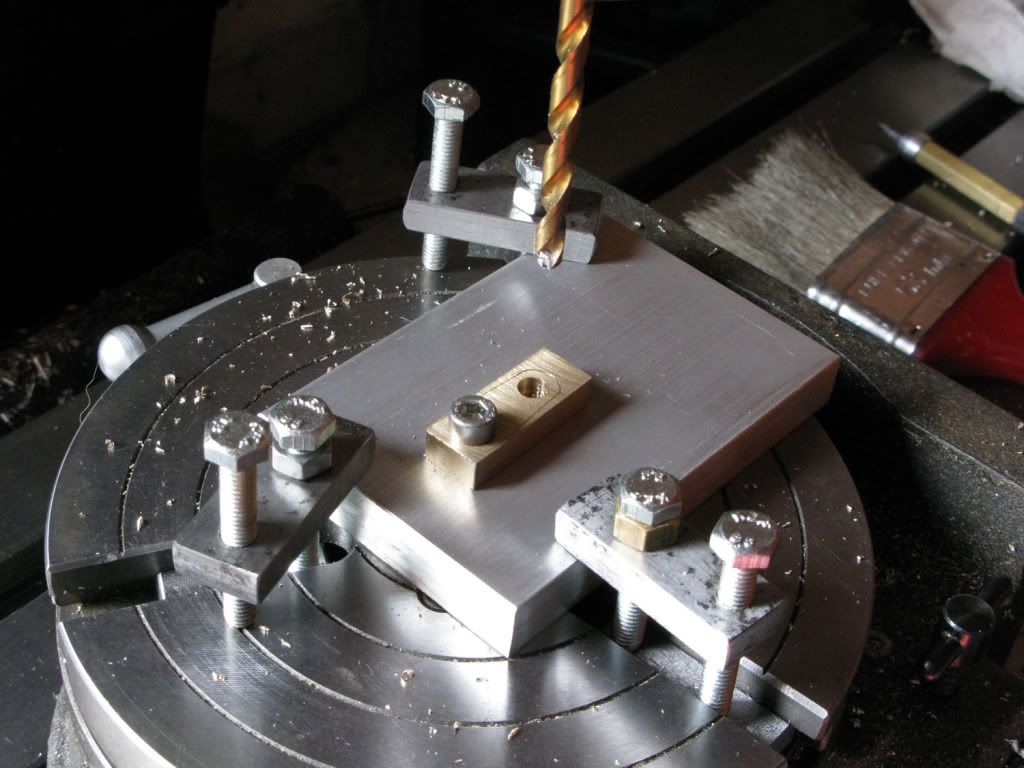
to re-drill all the holes from 6mm to 8mm. I drew it out first, to see what effect it would have and it looked just fine, so the following day I using an 8mm end-mill I re-drilled the two screw up?s first, to see if 8mm was enough to correct the faults and it was, so I drilled the rest and joined up the dots.
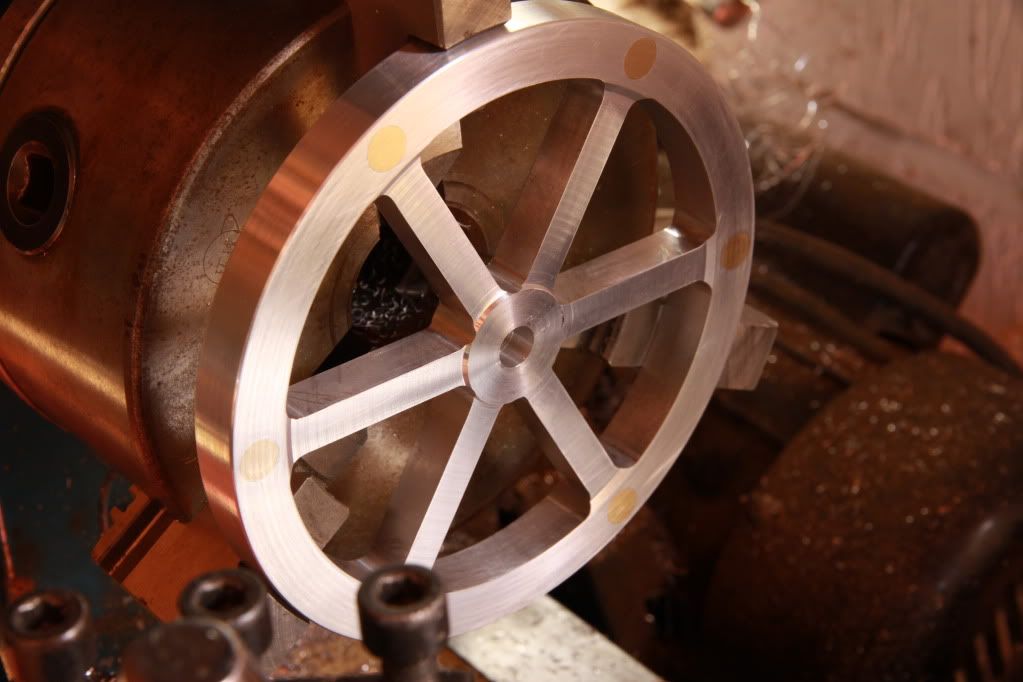
The next step was to make and fit the brass dowels

ALL ON SITE
Each hole was reamed with an adjustable reamer to get a nice tight fit, and a dab of locktite for good measure.
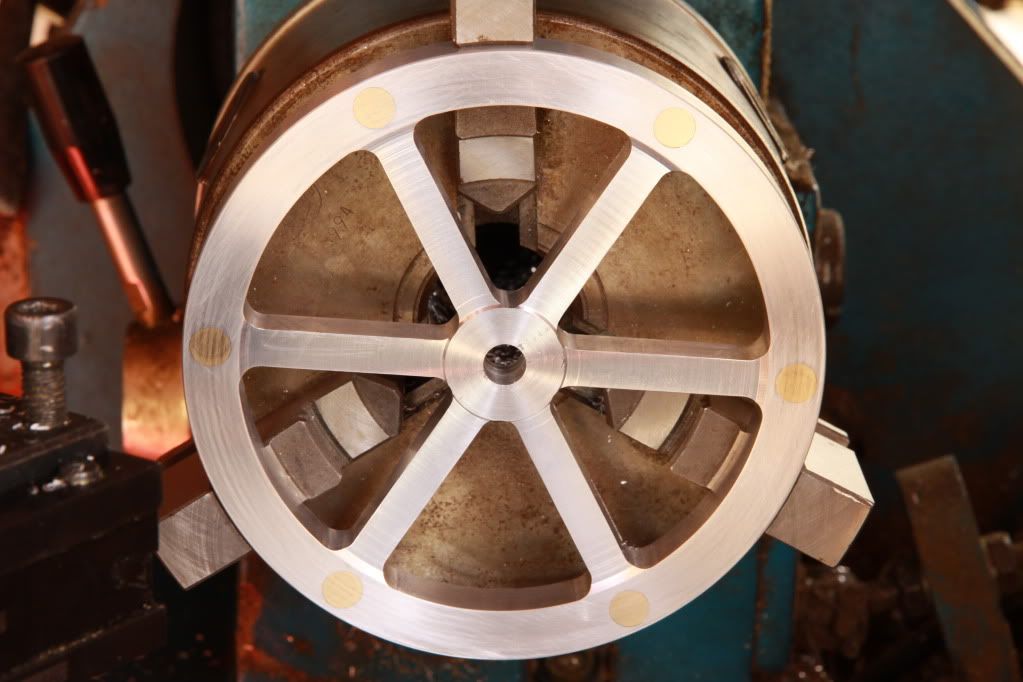
The flywheel was faced both sides, then repositioned so that the chuck jaws held it internally in order to face the outer rim and drill the centre hole.
It was then I realized that I had forgotten to recess both faces so I reset it in the jaws and took out 2mm each side.
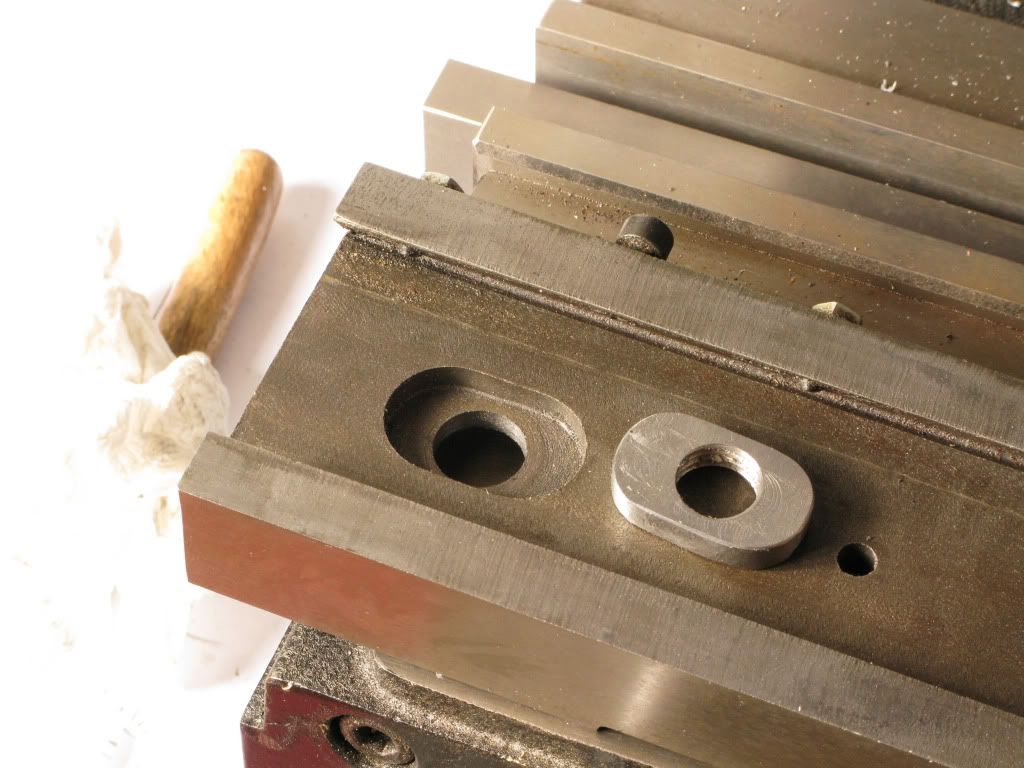
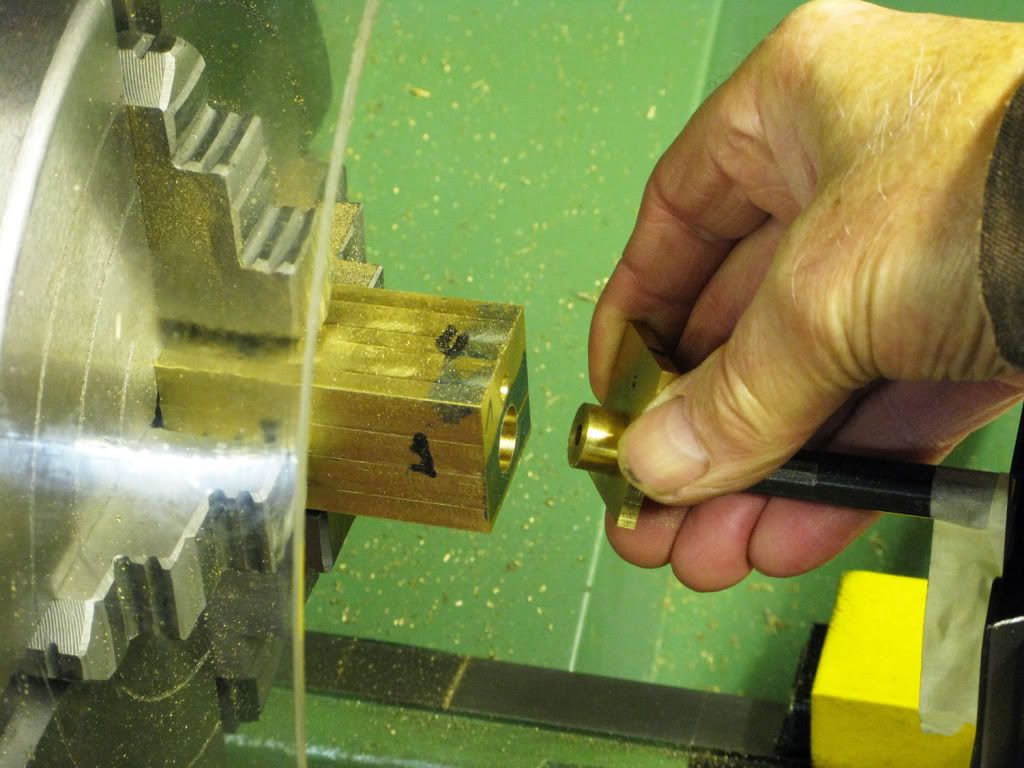
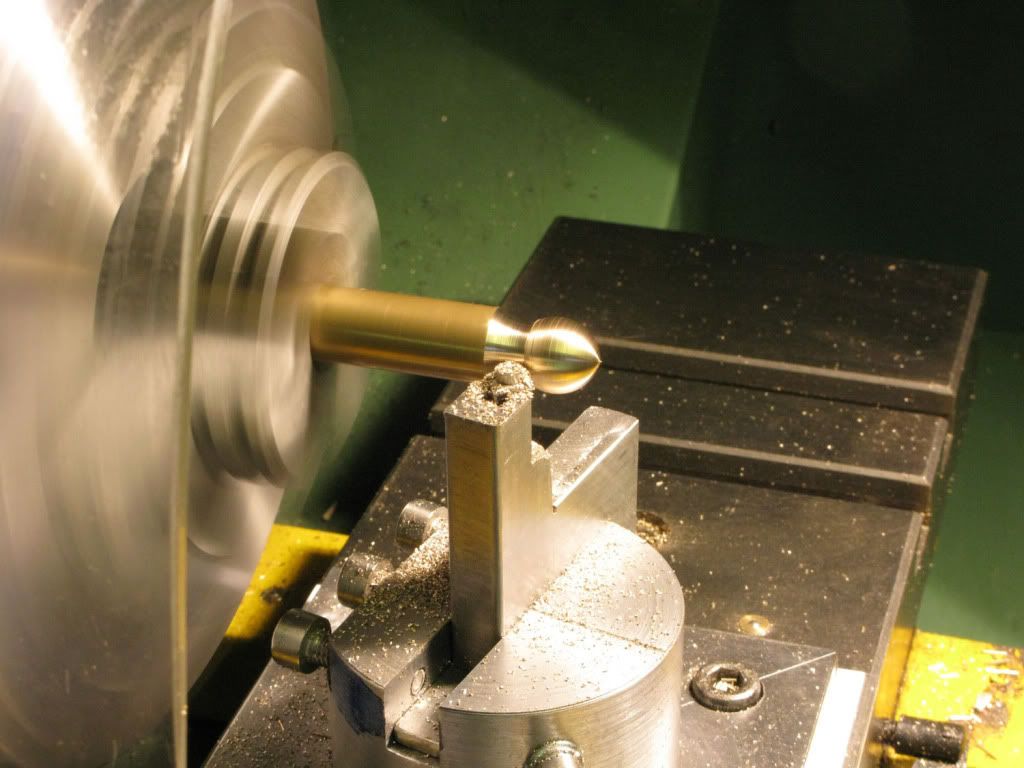
Having completed the flywheel, apart from the final bling that is, I thought it would be a good idea to make the bit that fits into it with the offset that drives the valve mechanism, as I thought that this part was going to be a stumbling block for me, as I don?t have a 4 jaw chuck and it would probably take me a fortnight to set it up if I had one.
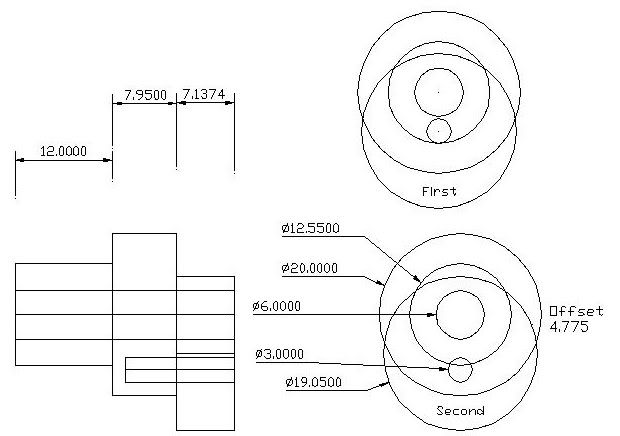
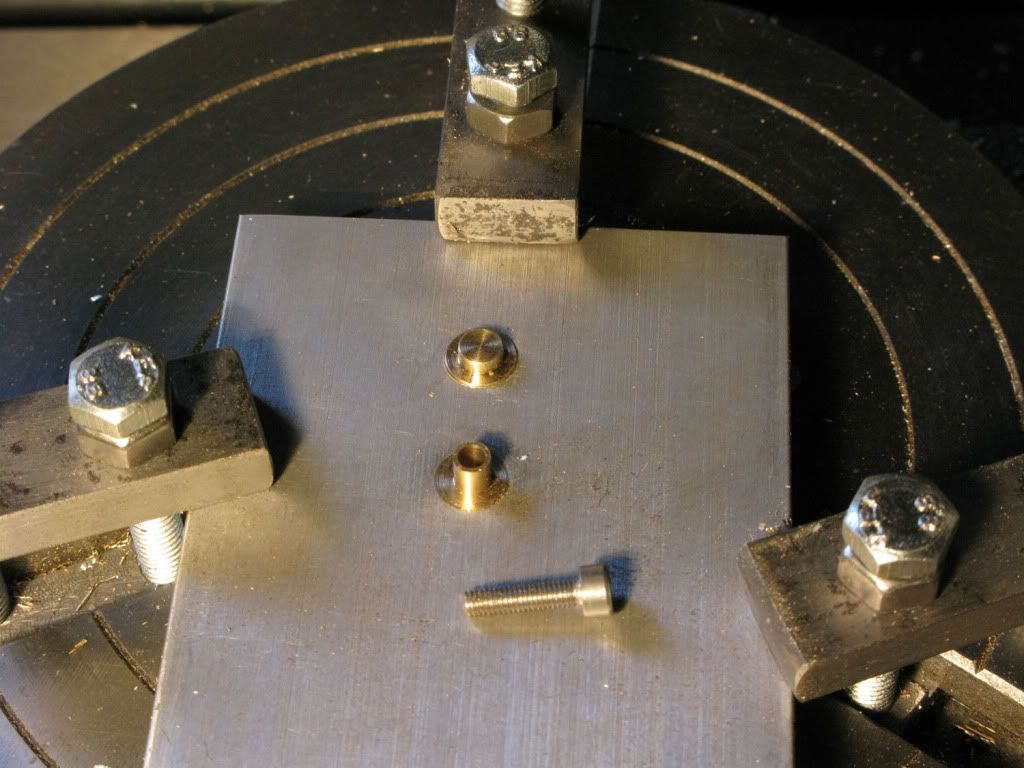
I decided to make it in two parts as KVOM had done, but had not detailed. So I drew it out and decided there was room for a 3mm csk through the centre of the offset portion which I could now drill whilst it was still in the lathe chuck. Drill & tap a corresponding hole in the other part, screw them together then put a 6mm hole through both, to ensure alignment.
The drawing shows the first and second attempts
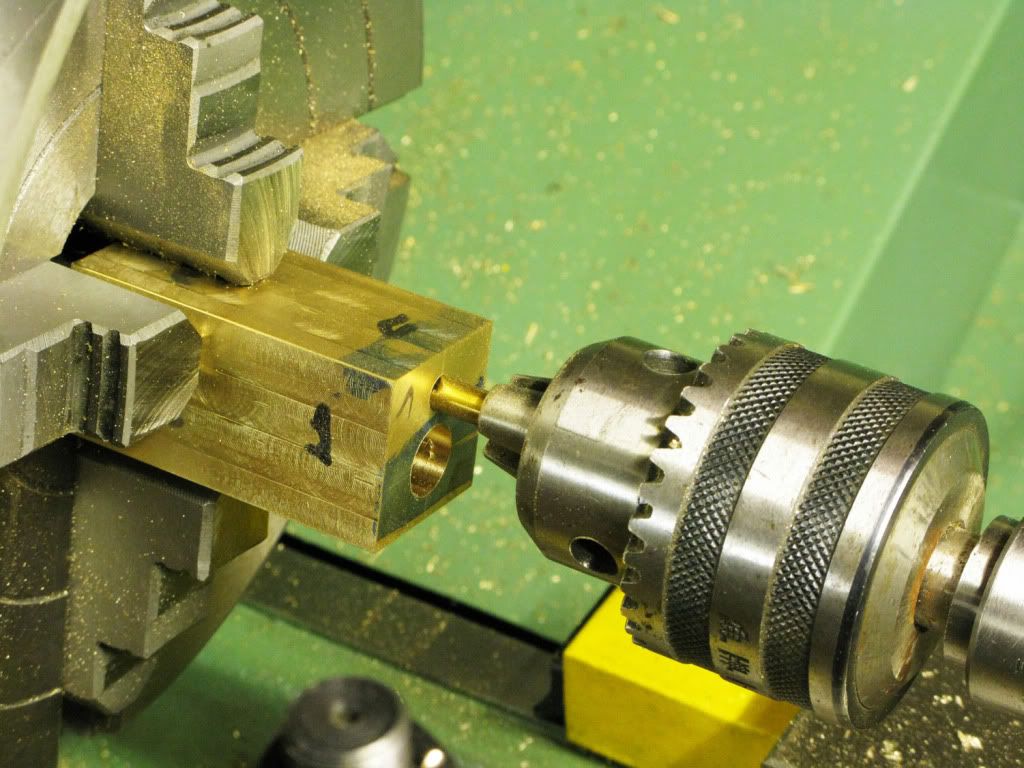
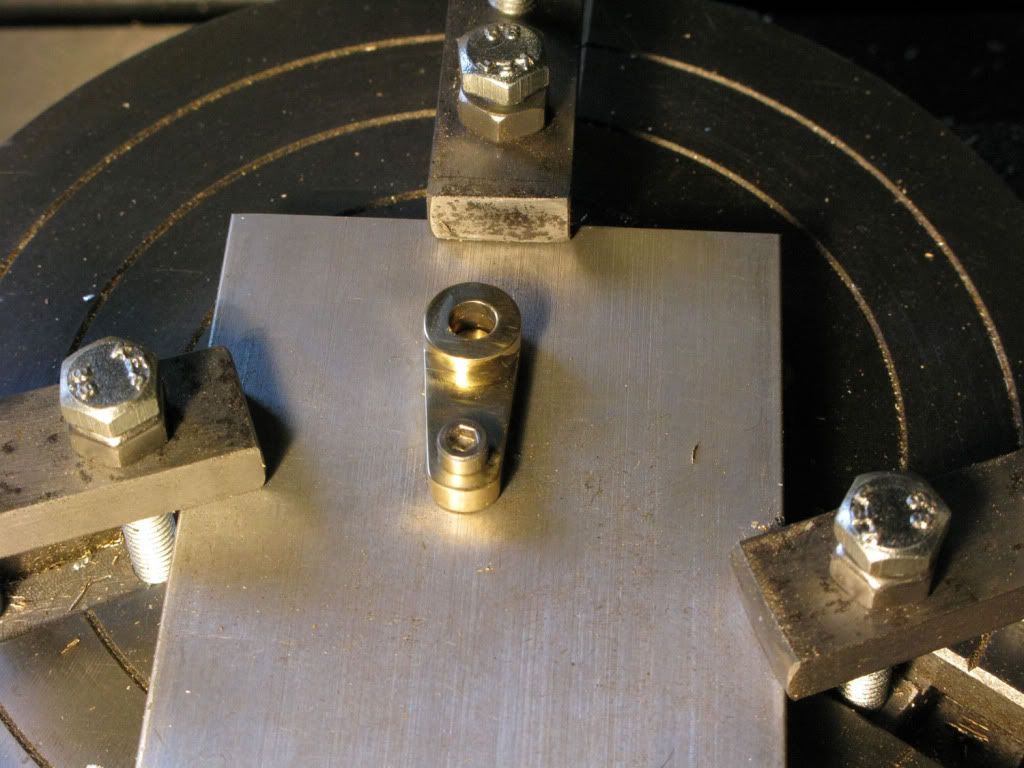
First I spot drilled, then using a 4mm drill put a pilot hole through both,

Following up with a 6mm drill which just took out a small portion of the screw head

Quite satisfied with the result of what had taken a day to complete, I removed it from the chuck, only to discover that the $$?%%32 drill had wandered off centre, screwing the thing completely. At this point I vacated the shop before I could reach for a hammer.
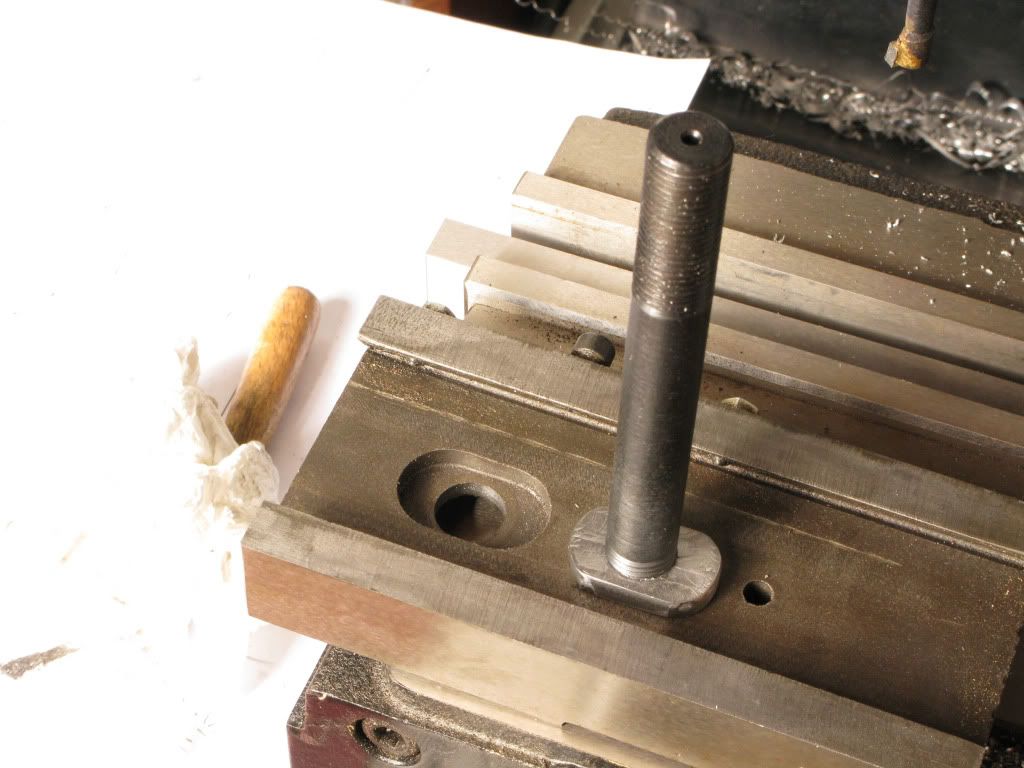
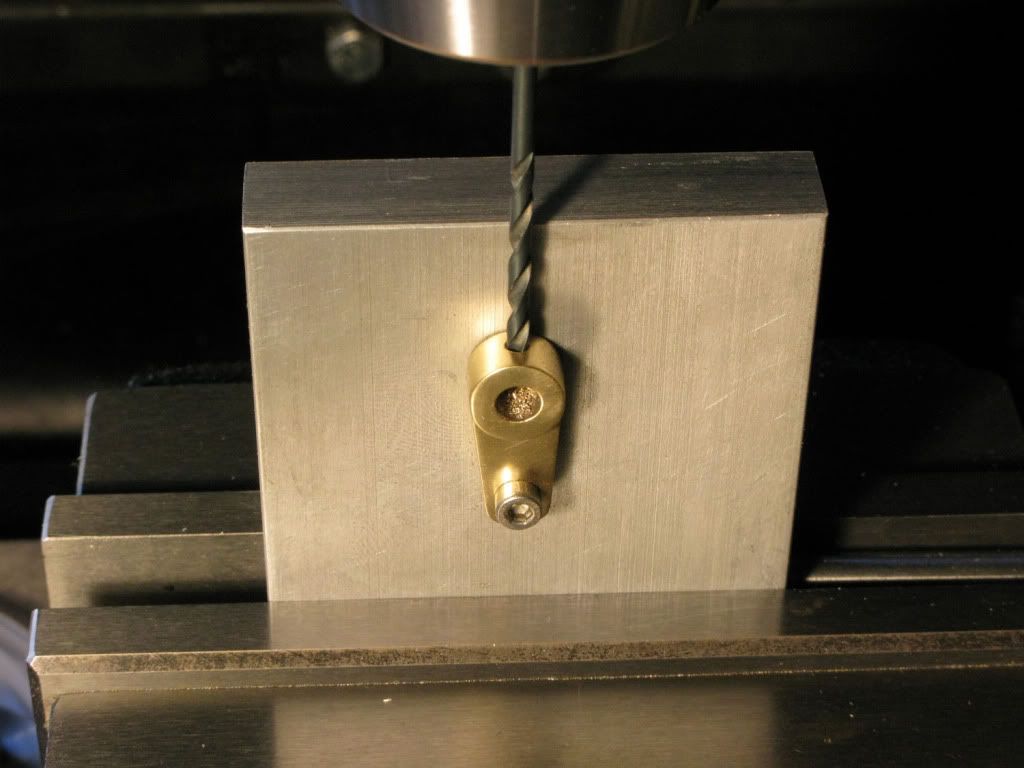
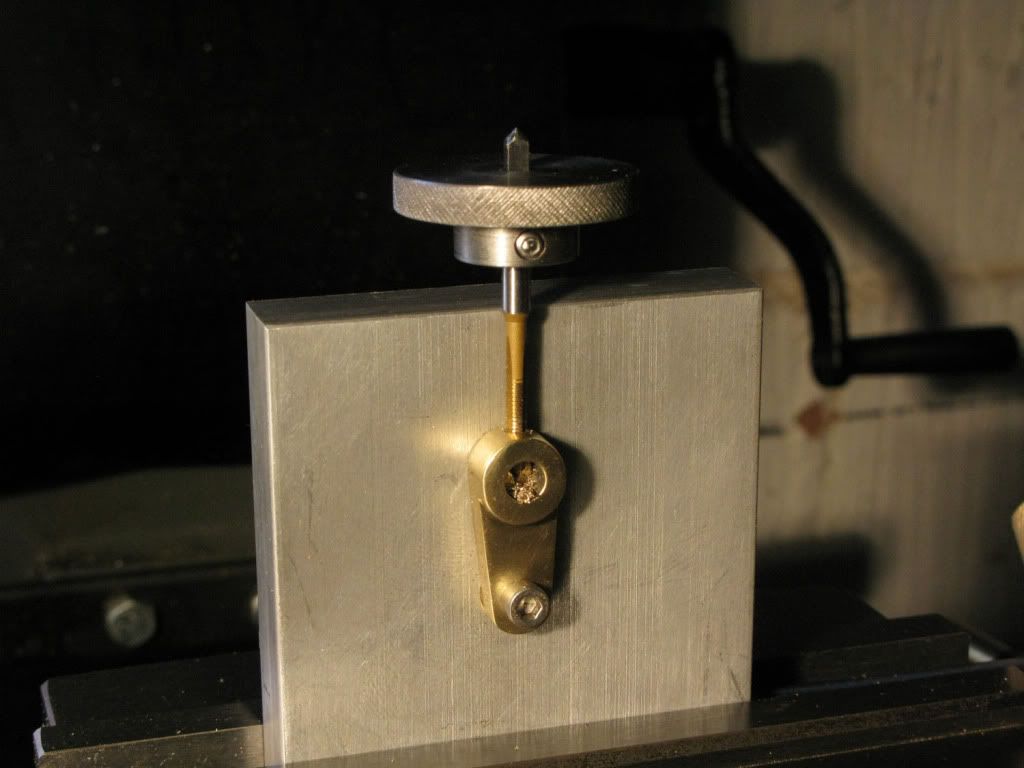
After looking at the scrap eccentric I came to the conclusion that the reason the drill had wandered was because the 3mm screw was too close to 6mm hole and it had just broken through to the screw threads. Modifying the drawing that evening, I started the whole thing again the following day.
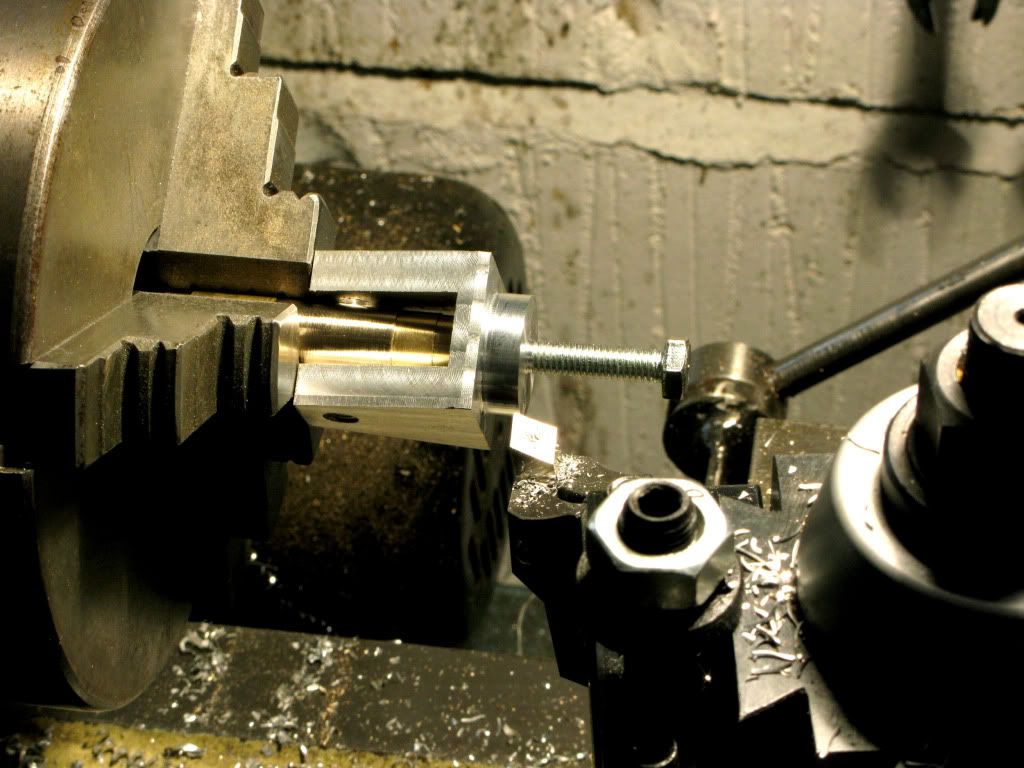
Fortunately I just had enough material for one more try and this time it worked, but, belt & braces I ordered a 6mm HSS boring tool, put the Ecc back in the lathe and patiently bored it to ensure concentricity. After all there is nothing worse than a wobbly flywheel. Well not much.
Pic of new one fitted to partly polished flywheel (could not resist the polishing bit)

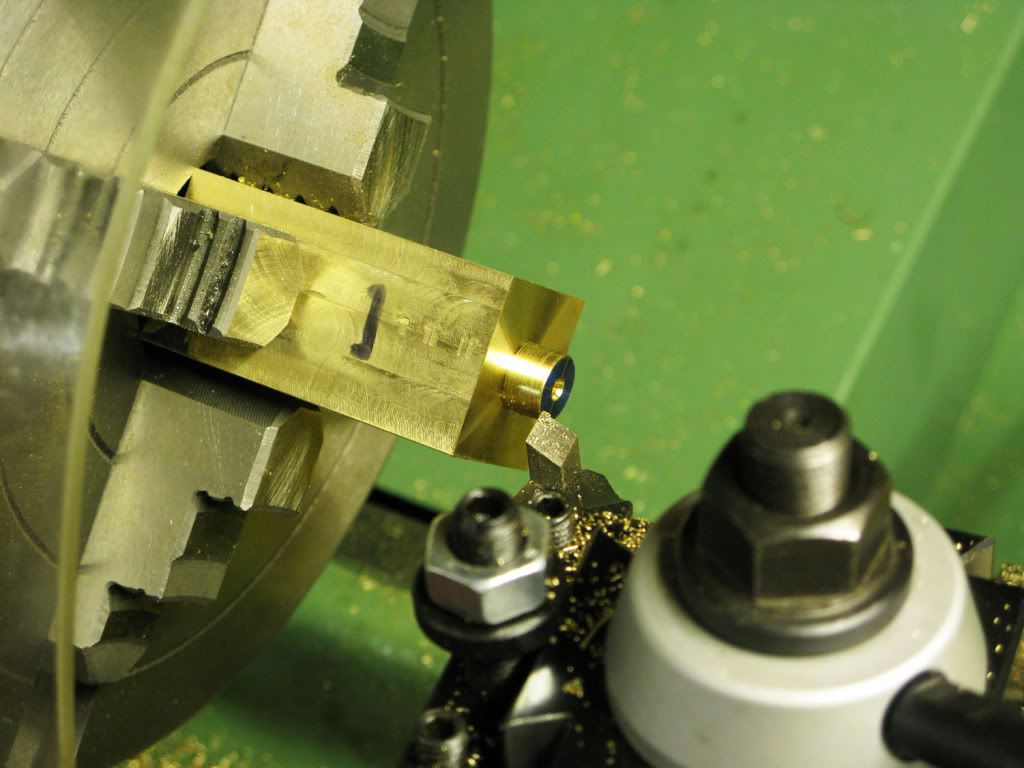
Having done the eccentric I decided to stay with the flywheel parts and make the large end of the eccentric rod. I started by facing a chunk of brass rod, parting a slice off
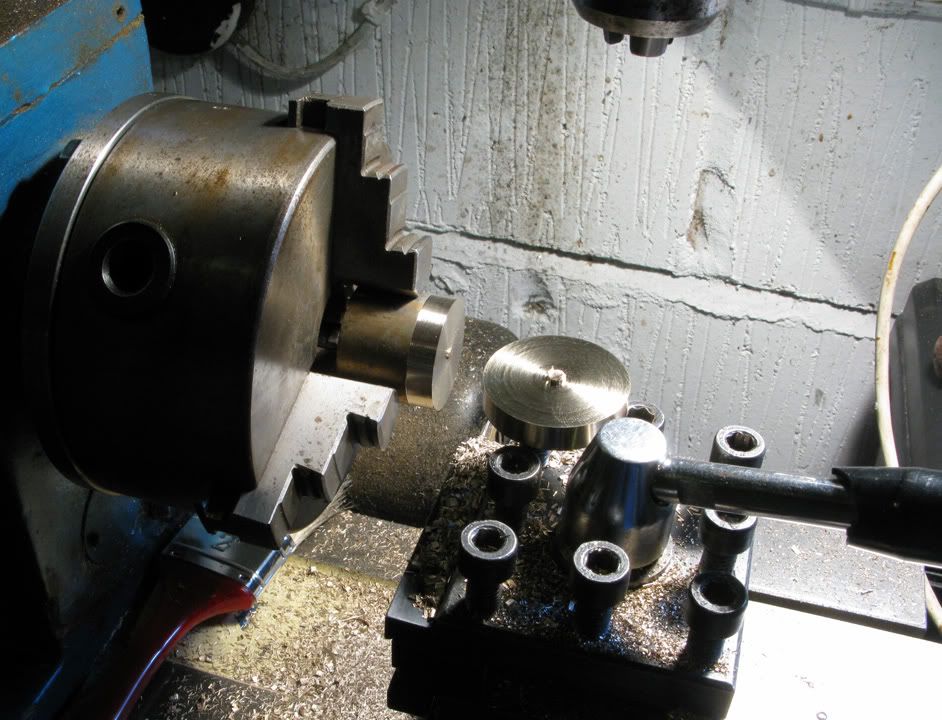
Then facing the other side.

I then drilled the centre whilst I still had it in the chuck, I would later bore it to fit the eccentric using the mill, when I received the boring head I had on order.
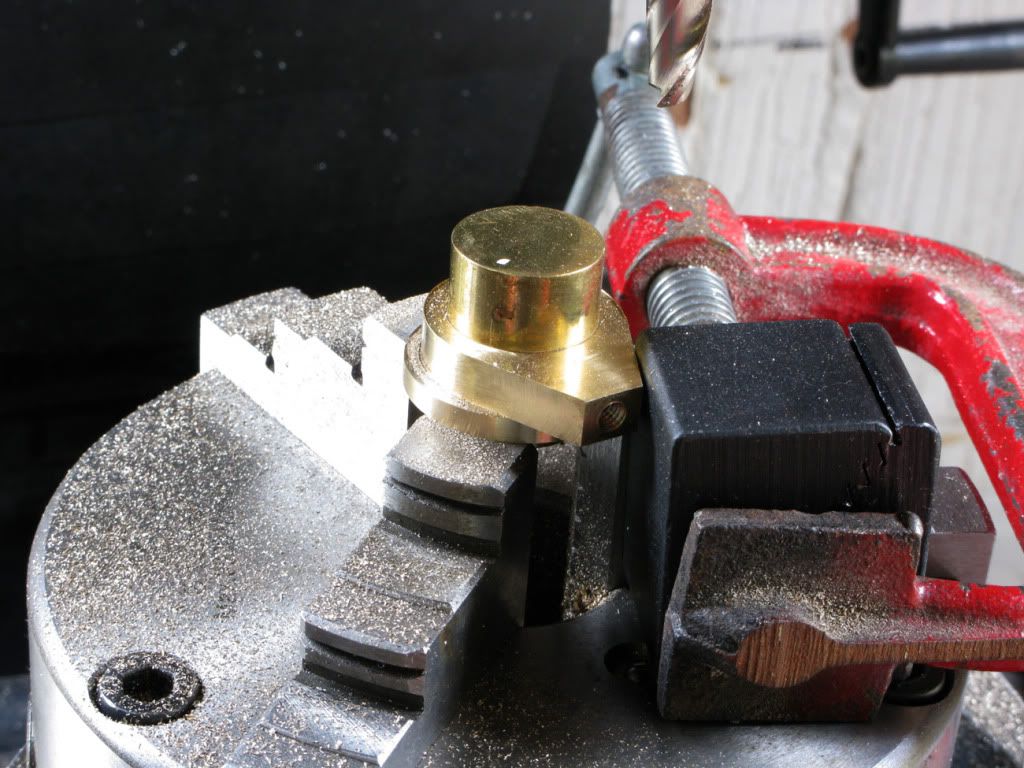
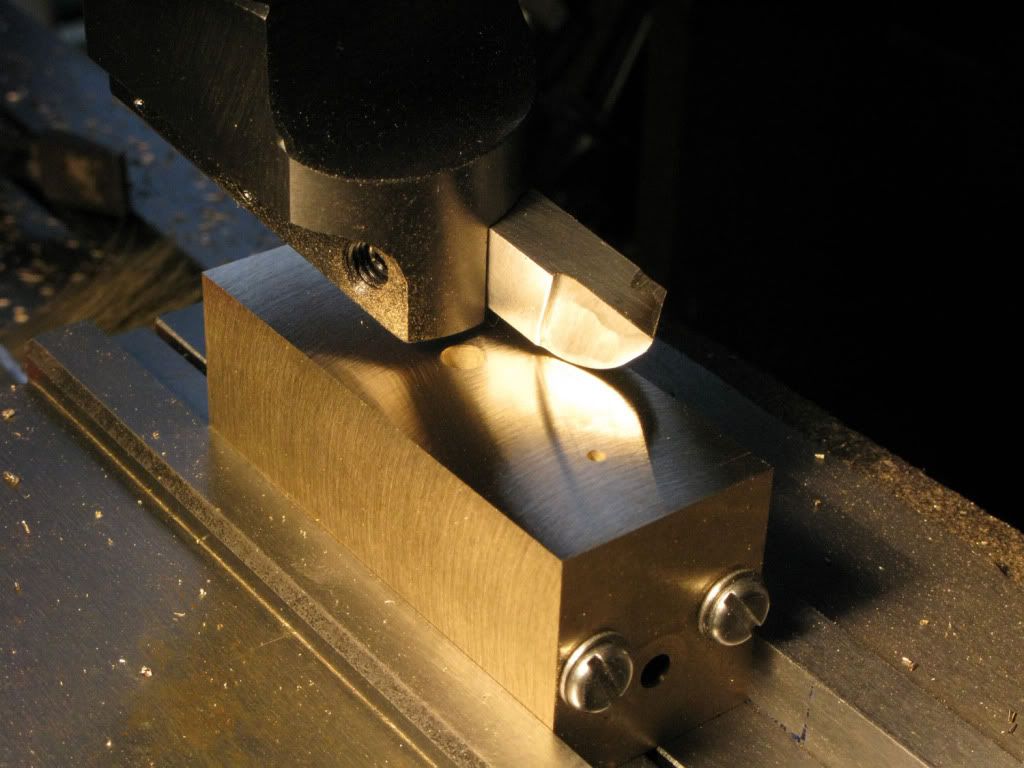
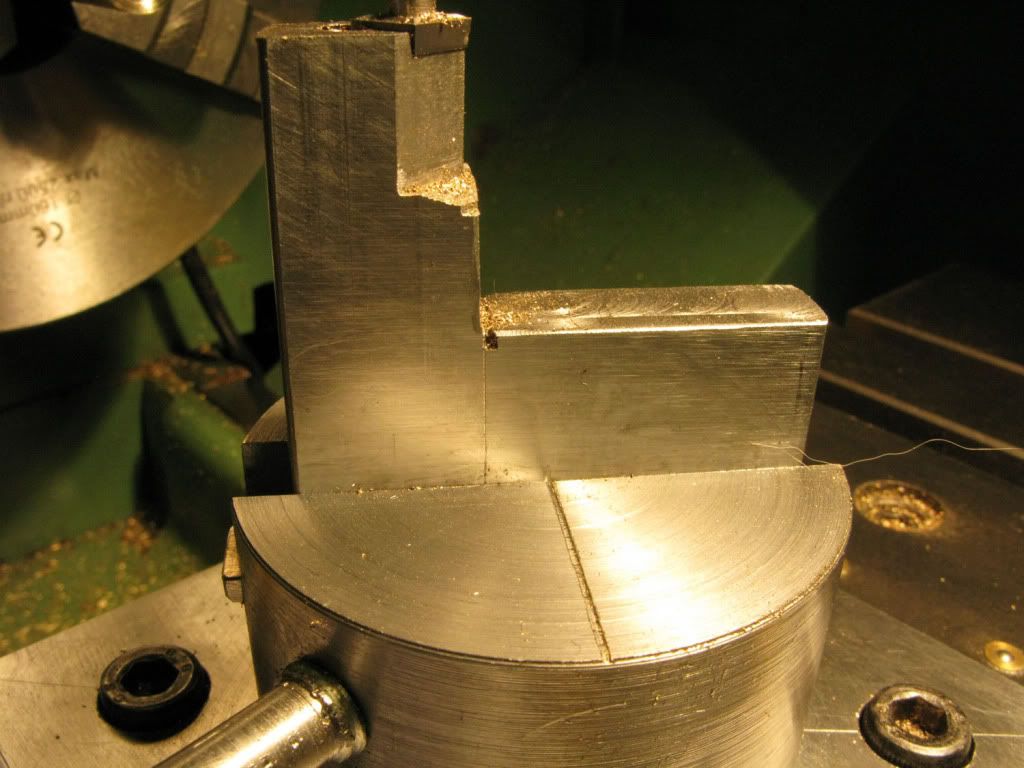
I had already drawn the part and printed a full scale copy which I cut out and carefully attached to the blank. (no pic) then I set it up in the mill vice, using a piece of square of tool steel to get it square, milled a flat, then drilled and tapped it to accept a 4mm rod. I used the same method to mill both angles.


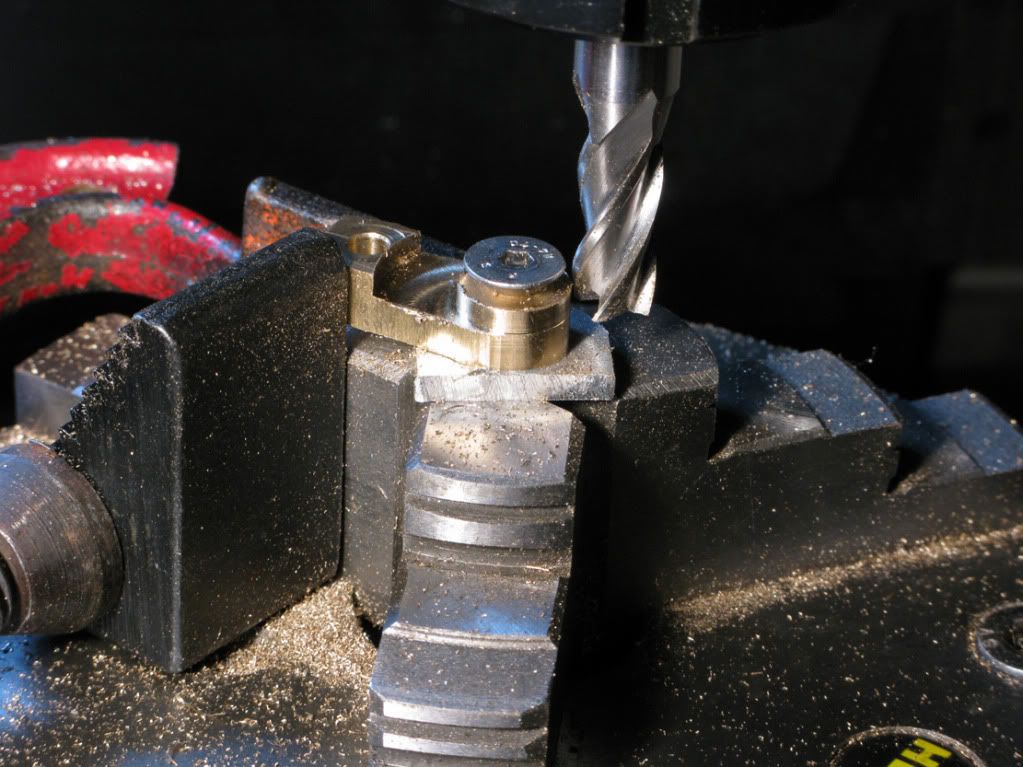
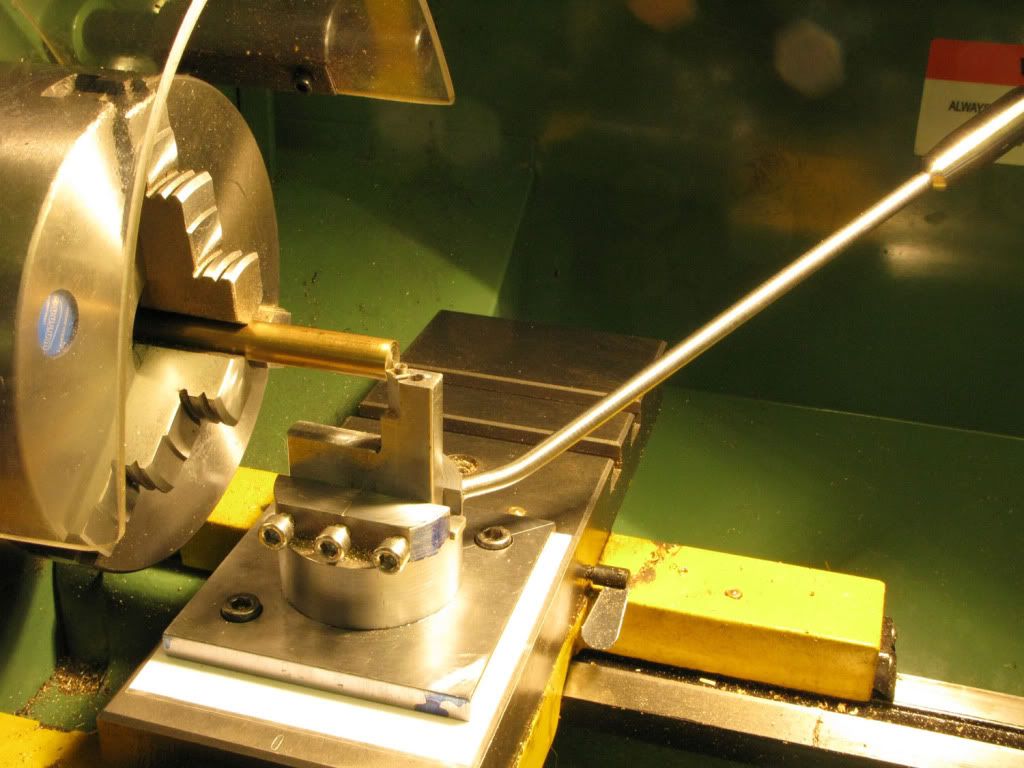
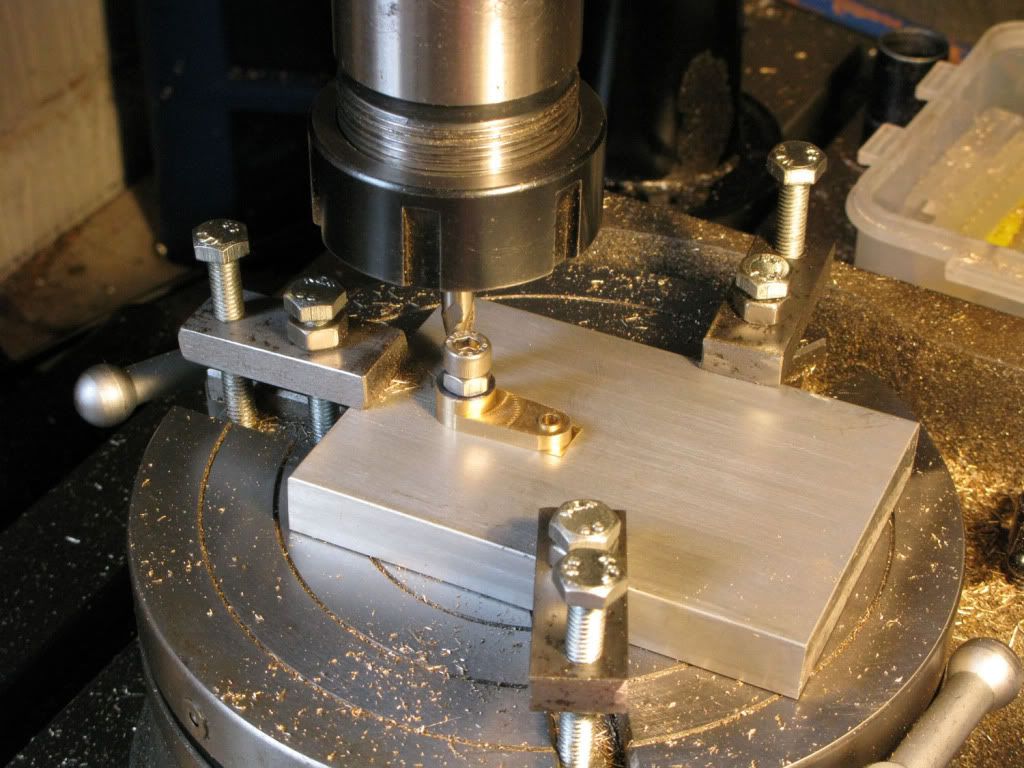
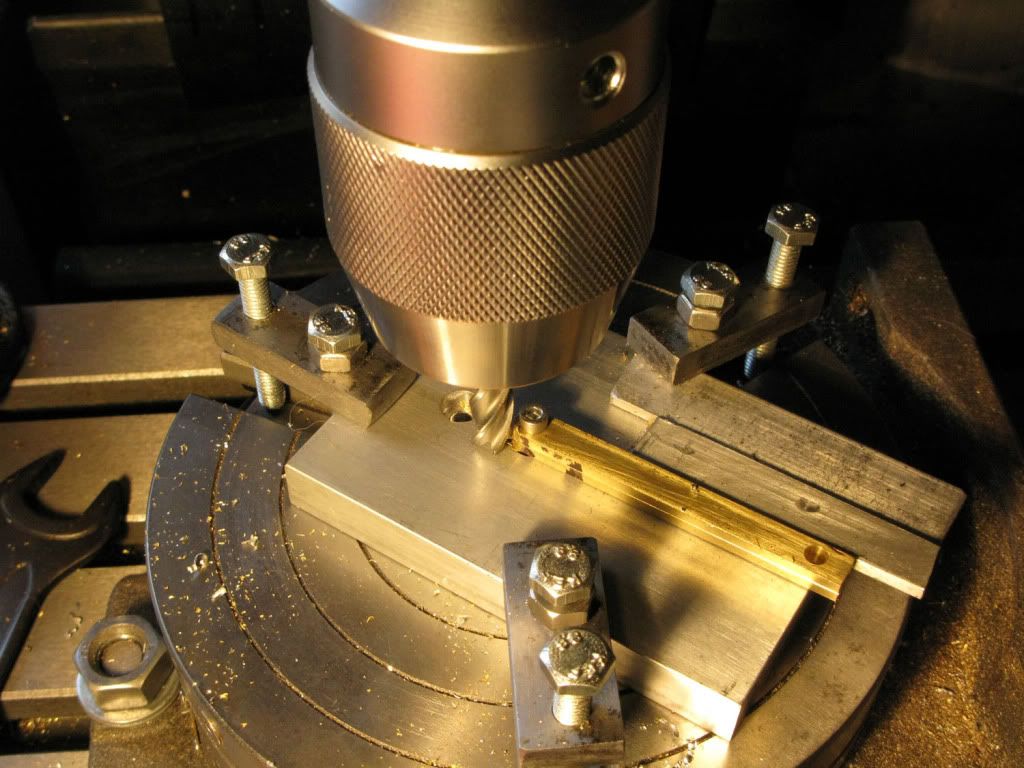
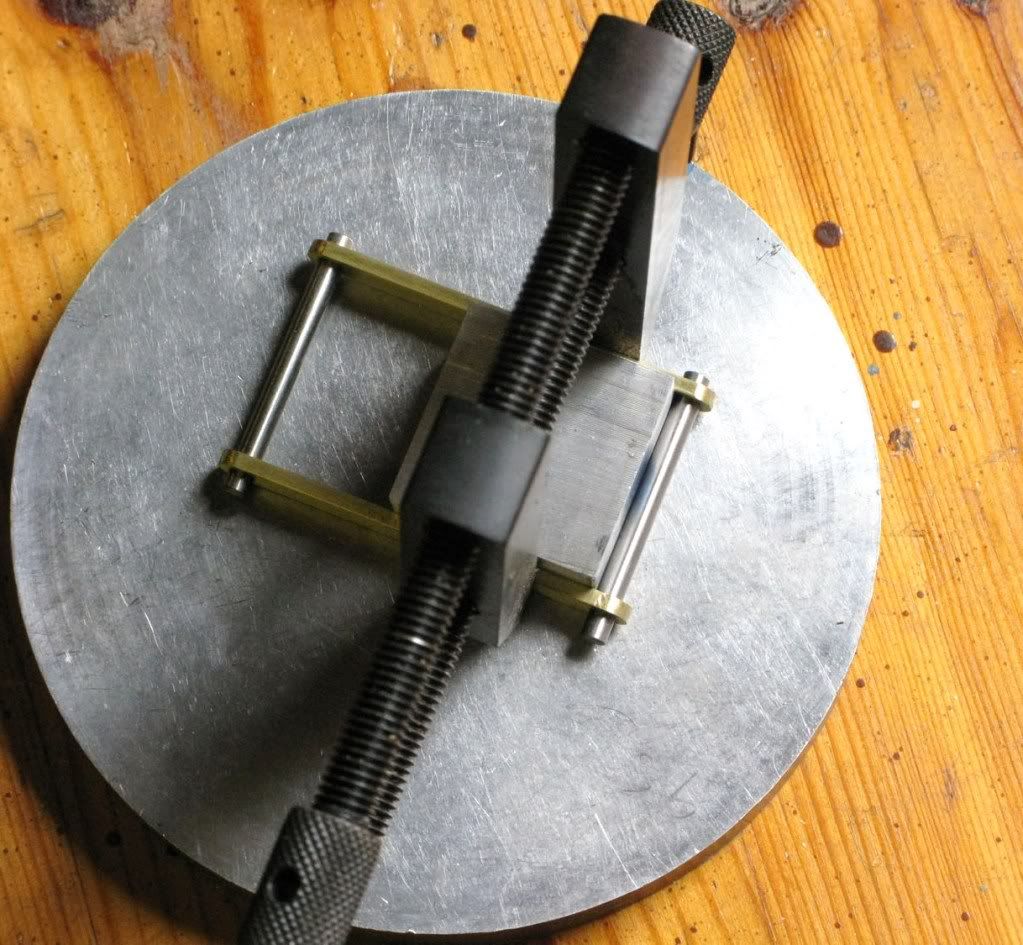
Next I turned a brass plug to fit the centre and found a thick piece of brass scrap to use as a sacrificial packer, then set it up in the rotab chuck to mill the outside curve.
I later mocked up the same setup with the chuck removed just to give a clearer picture.

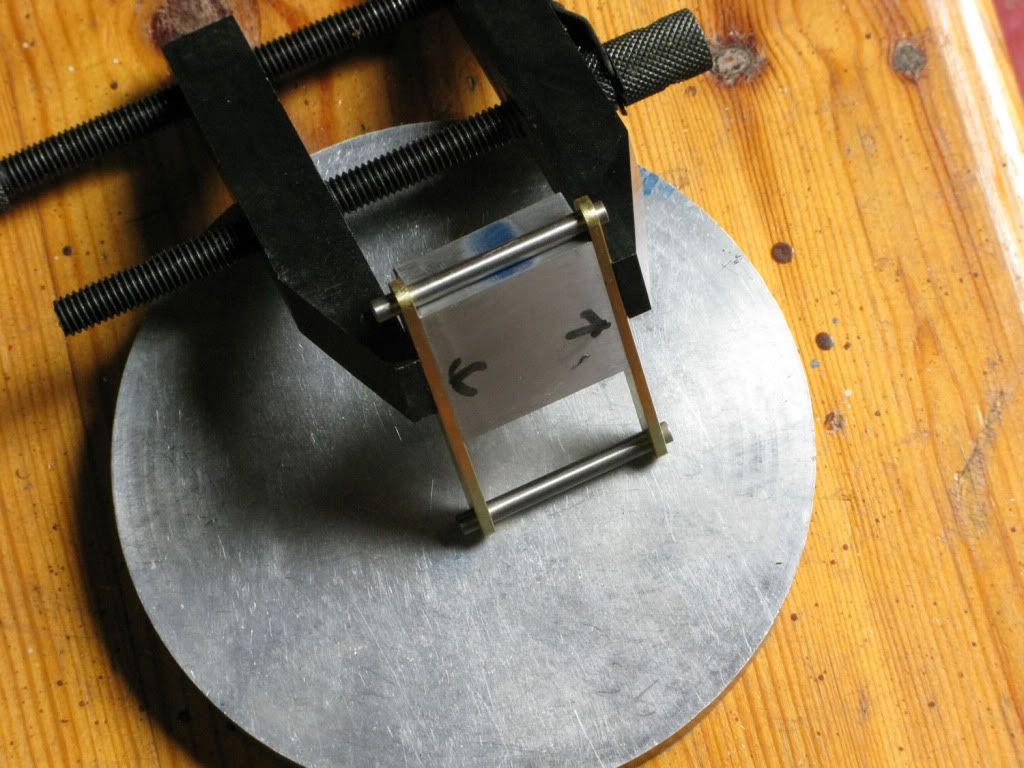
The lower valve lever was next on the list, so another slice of round brass rod was machined, faced both sides, drawing attached to disc, holes drilled and then hack sawed to the approx width. It was then attached to an ally off-cut using a 4mm csk screw & nut, which held it in the rotab vice whilst I milled the boss
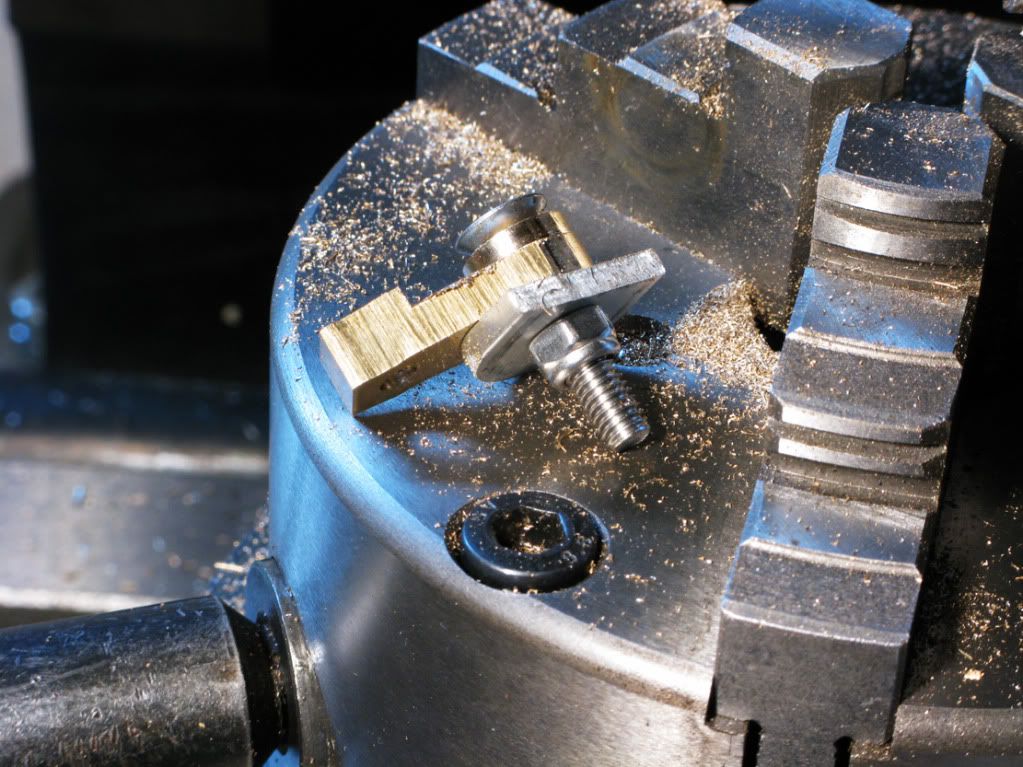
The remaining surplus lump was then machined off and the sides milled using the same setup. Finally switching the fixing to the other hole to radius the small end

I did the small end of the eccentric lever using the above method (no pic) and then started on the lower valve lever 2 which looked to be the most brass difficult of the brass part to make.
Following the same sequence I had used for the other parts, faced disc with drawing attached, holes drilled, boss machined.

Sides milled,

Surplus metal removed to correct thickness, both ends radiused and finally the large radius machined (no pic) This being my first build, and with no background experience to fall back on, I become so engrossed in solving the current problem that I forget to take the pictures. However I did remember to get a pic of the finished item.

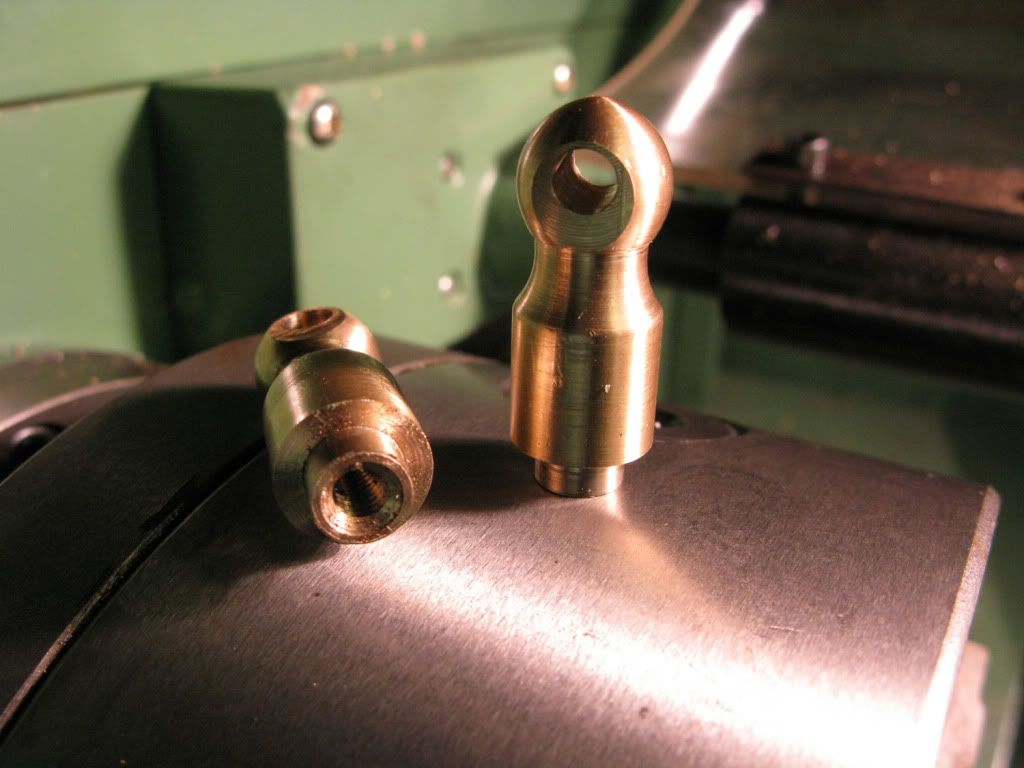
Next thing was to get the base done and make the flywheel bearings. I decided to depart from the drawing like Kvom, and make them seperate from the base. I had also drawn them as 4 parts. The two pillars would be made from aluminium, albeit shorter than usual, to allow room for the separate bearings to sit on top. Then the bearings would be made from brass and fixed to the pillars using 3mm screws.
I decided to make the brass bearings first which would be made using the same method that I had used for the other brass parts, which seemed to work well with no particular problems.
First I faced a length of brass rod sufficient to make them both plus an allowance for cutting and facing. Then I glued on the drawing template and centre drilled the three holes, before drilling them out to size

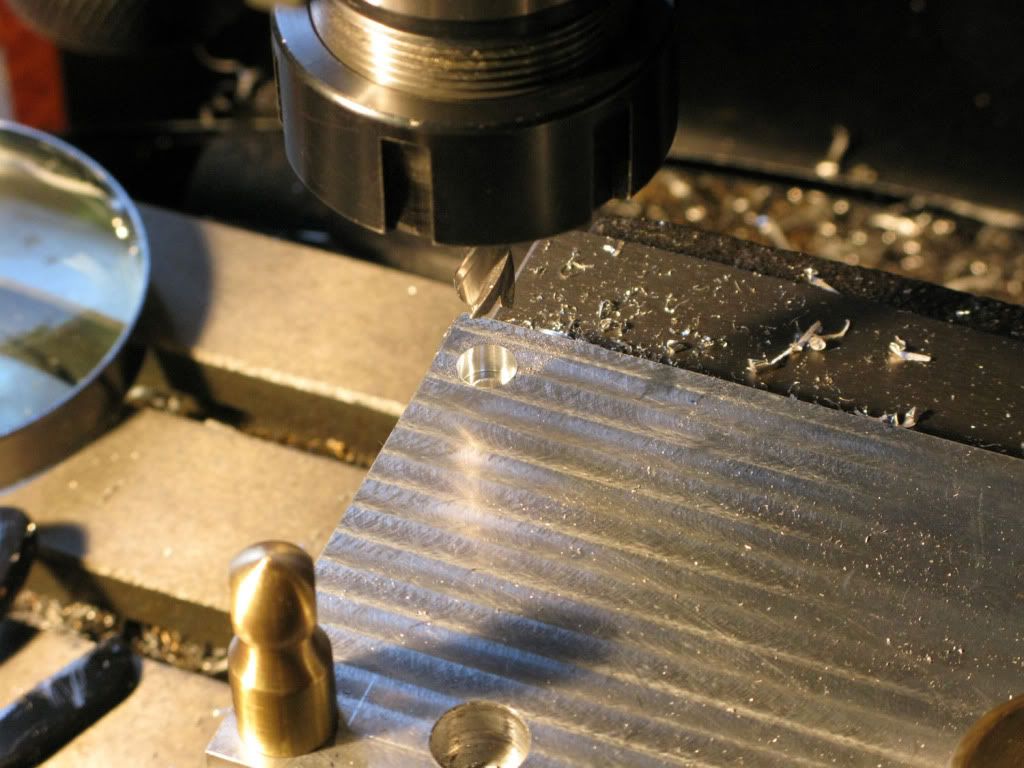
The next step was to profile the base.

part the two bearings using the band saw, as I thought it would be easier to mill the radius on the individual pieces using the same method I had previously used, I also doubted the holding ability of single nut with double the depth being milled.
Finally I milled the radius on each one.

A bit of fettling came next followed by a quick buffing on the polisher, then the holding down holes were drilled in the bearings using the x axis dro and the home brewed Y axis dro to get them properly spaced and centered.

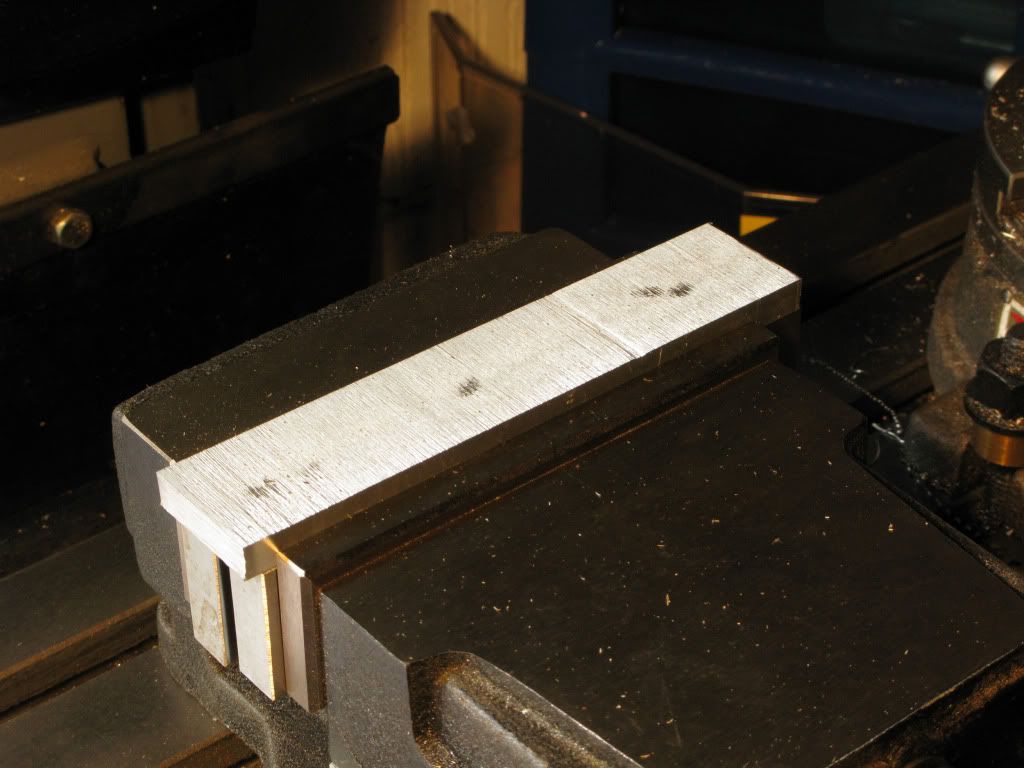
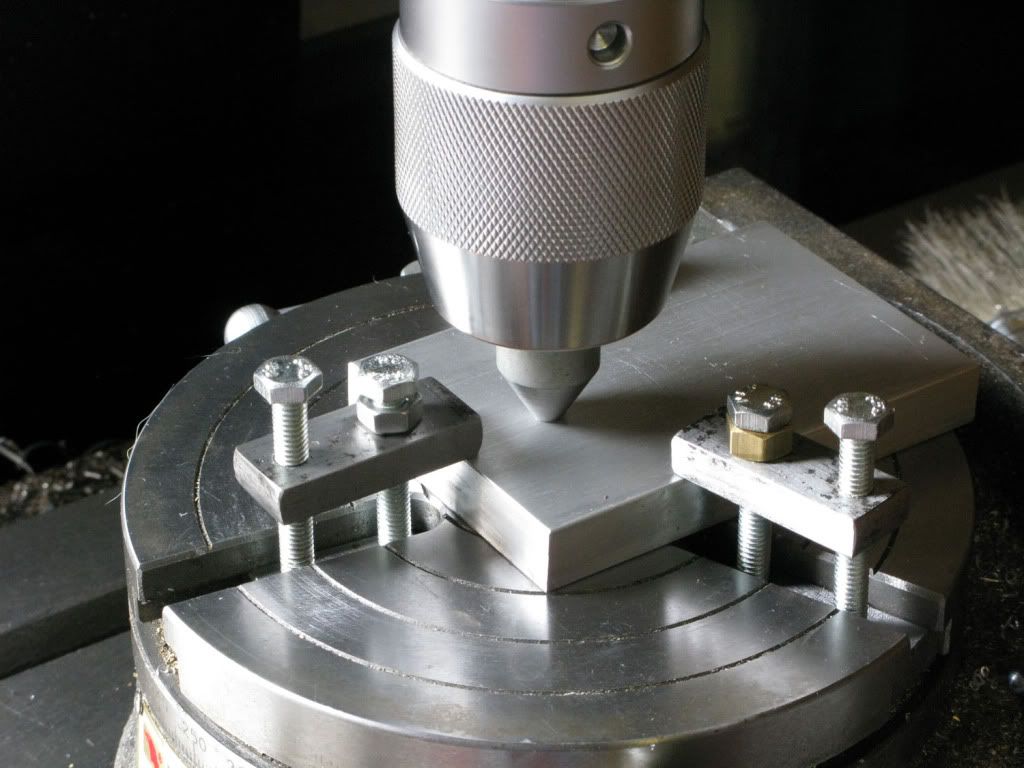
Now for the pillars. First I cut a length from a 32mm square bar, milled it on 6 sides then using a band saw slit it down the middle, followed by milling each part to the required thickness. Each piece was scribed with a 3 deg angle each side, placed in the vice, using tool steel again for alignment

I then milled to the scribe lines

Both were placed in the mill vice, and the bearing holes drilled in the left side of each. Next they were tapped 3mm the bearings temporarily fixed and using a couple of screws plus nuts. For good measure a through punch was inserted through the bearing in order to ensure perfect alignment, before marking the second holes with a 3mm through punch.

At this point, as I had the polisher set up, I polished one of the pillars, in order to decide whether it would look ok or would need more decorative work, but settled for a plain polished finish, as I thought the contrasting brass bearings would sufficient decoration.
ALL ON SITE
**********************
Have not posted for a while as during the build I realized that I needed to improve my lathe capability. First and foremost would be a four jaw chuck, which in turn meant that I would have to make/modify an adaptor plate to fit the 4 jaw to the lathe/mill-rotab.
Having read Marv?s 4 jaw setup procedure, I would also need to make a fitting to hold a dedicated dial gauge in the tool-post, and if possible make it double as a Y axis dro, as there is a lot of backlash on the feed screw making it very difficult to creep up on an accurate diameter. The icing on the cake would be a quick change tool-post, as the present method of setting tool heights using shims, is a pain in the a$$.
Whilst searching for one of those ?It?s here somewhere, tools? tool, I clumsily managed to shear off one of the plastic eccentric leg locking clamps on my camera tripod, with my foot, so a replacement needed to made in aluminium, and being eccentric, I immediately thought, four jaw, so I put the project on hold until I had everything sorted.
I ordered all the parts, including the only back plate I could find that looked as if it could be machined to do the job. It was a 5? dia, one designed for a boxford lathe with a great big threaded boss which would need removing before going any further.
I will not detail the modifications as I am sure most of you have already trodden the same path, but I will include the pictures for the record.
After having machined off the boss and made the recess to fit the existing fixed back plate, the holes were drilled & tapped.
Machining to fit four jaw chuck.

Completed item ready to go

Old tool post in background, 10mm retaining stud.

New post has 14mm retaining stud.

Top-slide removed
Hole bored to 14mm
New retaining nut made

Locktited to 14mm stud
Reassembled

New post fitted
Dedicated dial indicator can be held in tool-post, or fitted to cross-slide to act as dro



In use as dro

Tripod now fixed

And now on with the Elmer.
**********************
The next part I decided to make was the beam but whilst drawing it out I played around with different shapes and settled on this one. I originally thought that I would put a brass bush in the pivot point but eventually thought it would be better to make the beam and the central boss separately, that way I could do it in three parts and have the contrast of ally and brass as I had done on the flywheel.
I cut an 8mm slice of ally from the 38mm square stock, on the band-saw, then faced both
sides to the required thickness.
Attached a full scale drawing with double sided tape
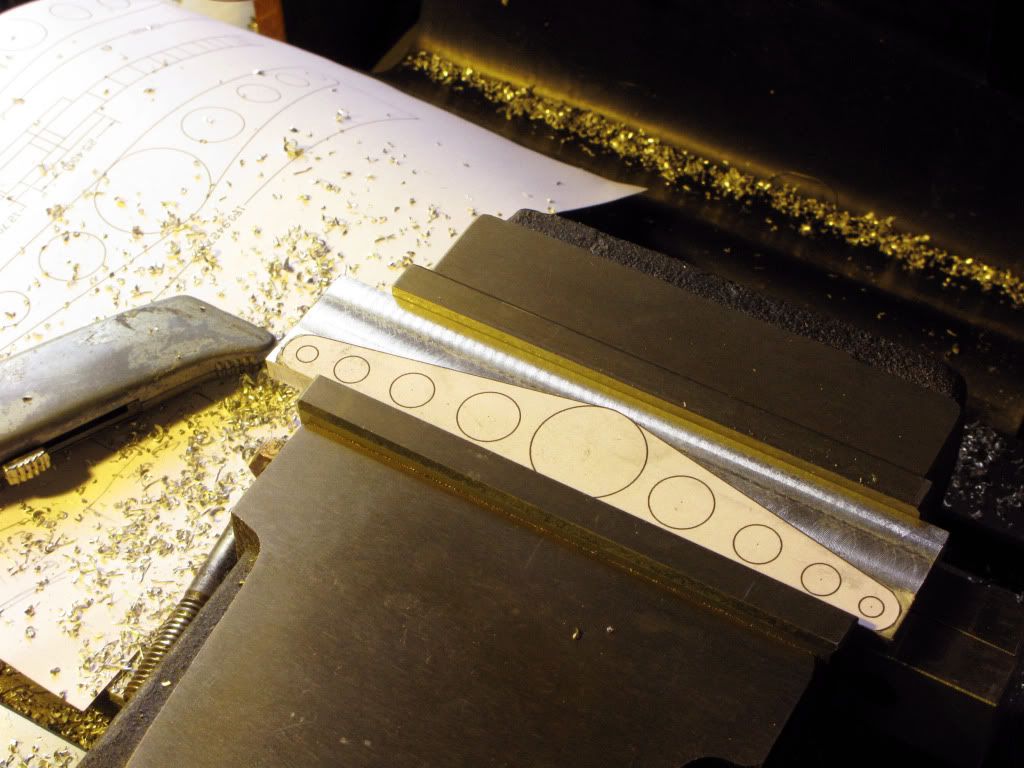
then drilled and countersunk all the holes, which reading from the left were 5mm 8mm 10mm 12mm and a 12mm centre hole for the split brass boss.

I then used the band saw to remove unwanted metal, then milled the top profile and took a light skim off the bottom. No pics.
The rotab was set up to radius the ends

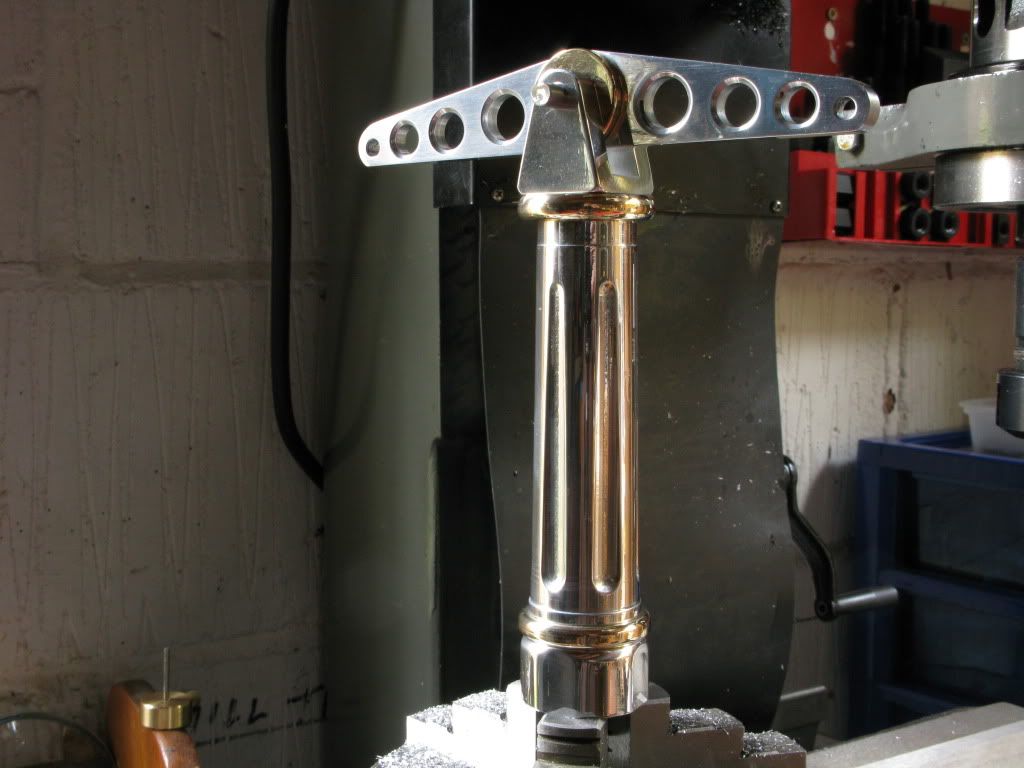
And here it is waiting for the brass bits.

The two halves of the brass boss were made to be a light press fit into the beam and outer diameter was first chamfered then rounded whilst still in the lathe using a file


They were dry fitted into the beam which had been sanded with 400/600 w&d.


All components were then polished. The mating parts were cleaned using thinner, coated with red locktite and pressed together. The pivot hole was left un-drilled as I wanted to leave that until the column was done, then decide upon the size of pin to use.


**********************
The next logical step will be the column, and I have some ideas for this, that will probably exceed my ability to carry them out. I want make the column round but tapered for the most of it?s length, and then put in some tapered semi circular recesses for decorative purposes along the length. I also need to make it just over 6mm taller to compensate for the alteration of the beam shape, which effectively lower the end holes by that amount. I want to include some brass to carry on the same motif that I have on the flywheel and beam.
To do this I thought I would make it in several parts, because if I screw up the tapered section which is a strong possibility, then I only have to remake it, or redesign it to a simpler format, also I will simplify the addition of some brass.
Starting with a more than sufficient length of 32mm square ally I faced one end in the mill, marked the centre and drilled it for the tailstock. I then put the new 4 jaw on the lathe. It was at this point that I realized that Marv?s 4jaw setup tutorial described the setup for rounds, so I pondered the problem for a while, then thought about the tiny spirit level I had in my toolbox.
This fit nicely on the flats of the jaws enabling me to get each jaw horizontal, as I followed Marv?s instructions moving the level to the opposite jaw as each DI comparison and adjustment was made. Eventually I managed to get the piece centered.
You are probably chuckling at this ?Heath Robinson? method and know of a much simpler one. PLEASE enlighten me.
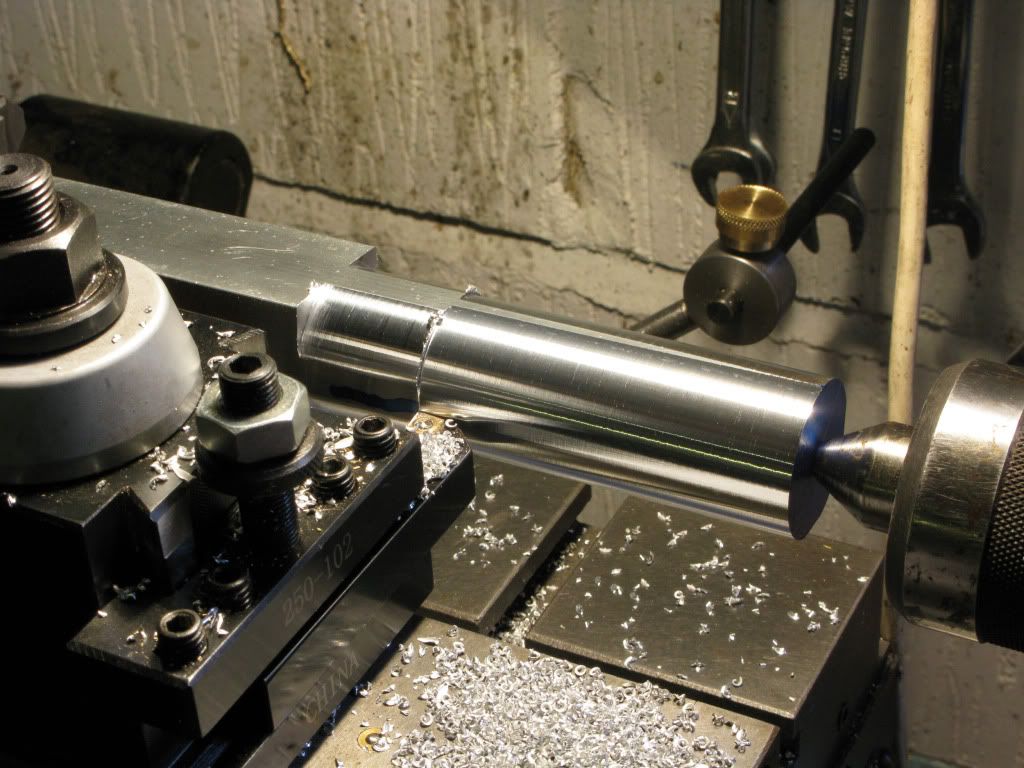
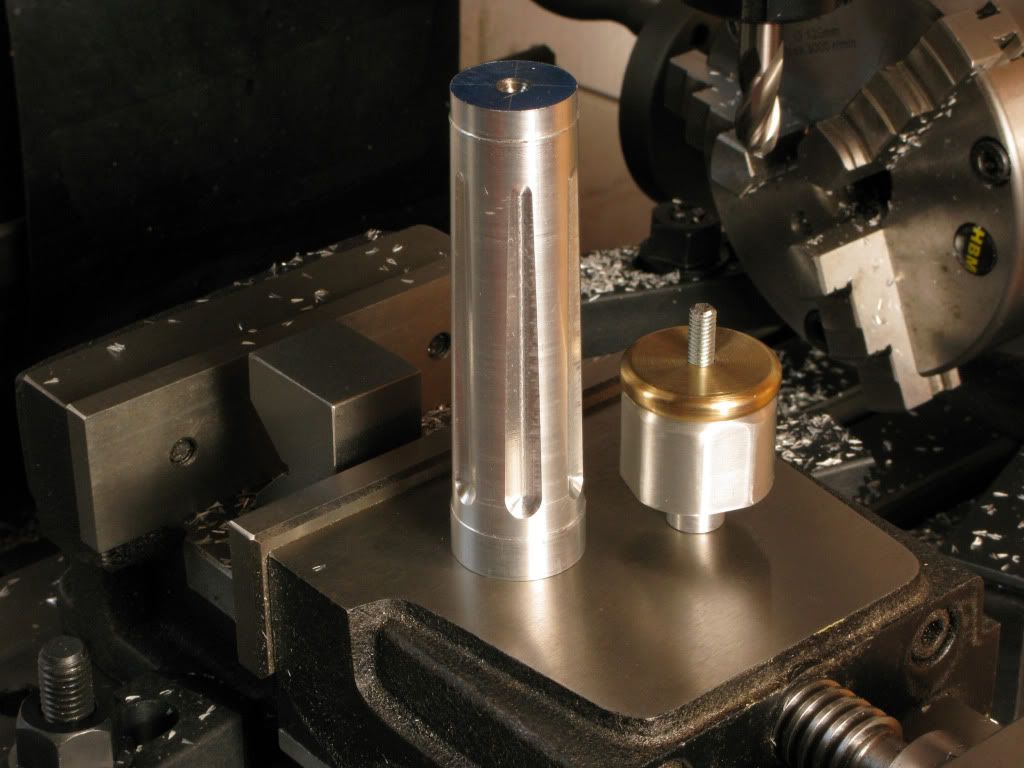
I started by turning the piece so that the rounded section was about 3mm larger than the diameter required for the thickest part of the intended taper and 25mm longer
Now for a venture into the unknown. Turning between centers. Did I chop off the round section and taper that, and if so how would I drive it, or should I leave it be and use the square as a means of drive and again how would I drive it.
Finally I went for the safer option, faced the square end and centre drilled it.
I was flapping so much by now that photography didn?t even cross my mind. I had set the work between centers and I had no drive dogs. Time to improvise, with an ancient home made brake hydraulic hose clamp, a couple of long 8mm bolts quickly mig-welded together and a turn of stainless steel tying to tie the bolt to the clamp.
Mockup picture below for your amusement.

I worked out that I needed to offset the tailstock just over 4.5mm to get the desired taper but from time to time the &(*&% thing chattered like a chimp at a tea party, finally I wound the live centre in really hard which cured the problem, and I was able to make the subsequent and final cuts nice and clean.
Is it something I was doing wrong, did I center-drill the holes too deep or what. The previous parallel turning using the same tool was perfect ???? Not an encouraging start to taper turning. However the result was just fine. Comments would be welcome.
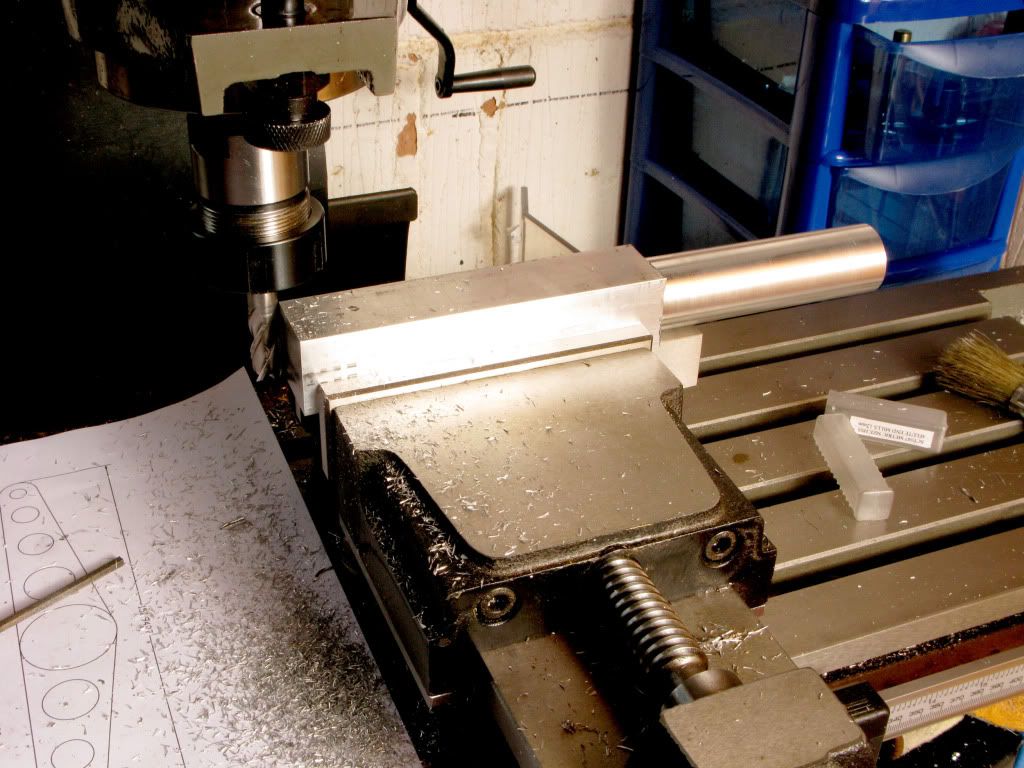
Before removing from the lathe I backed off the tailstock returned it to its original position and wound the tailstock back in, then turned corners off another section of the square stock so that they were about equal to the width to the flats. This would be the base of the column.
Removing it from the lathe I cut off the taper on which I had left 10mm of parallel section at each end, then cut off the piece for the col base.
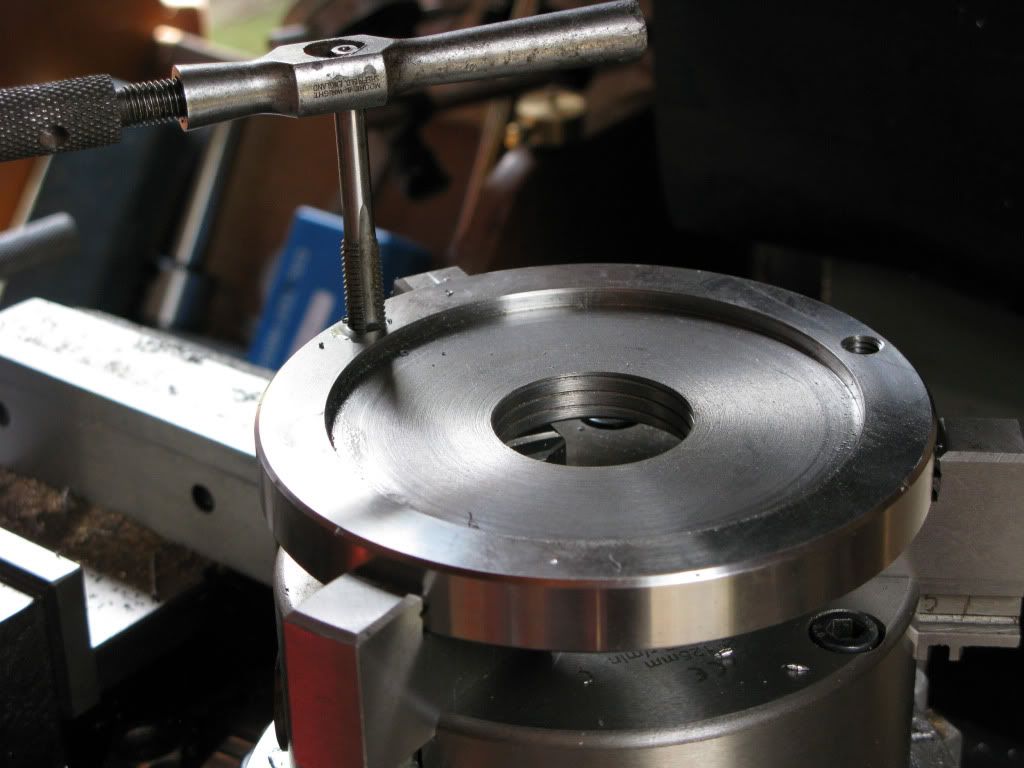
Replacing the 4jaw I centered the col base and turned the 12mm dowel that would fit the base-plate, and drilled a 5mm hole about 15mm deep. Tapping it 6mm.

To keep the tap straight I followed a tip I picked up on this forum. Using the business end of an arrow in the chuck, locate point the dimple in the end of the tap and as you wind in the tap, wind the chuck out, this keeps it spot on target. A totally new use for my archery tackle and very effective.
Next I wanted to try Marv?s 4jaw setup on round stock so I put in some brass rod to turn the 6mm thick brass sections of the column. As Marv?e states, with a dedicated DI and two keys, setting up is a breeze, and they were both done and parted off before I even thought of pictures, so I took a mockup of the start chamfer. Both edges have a complete radius, Two chamfers and a lick with a file completes them.

Having still not finalized how I was going to progress the tapered column I swapped back to the three jaw and finished off the col base, giving the end a chamfer and tapping a 6mm hole.

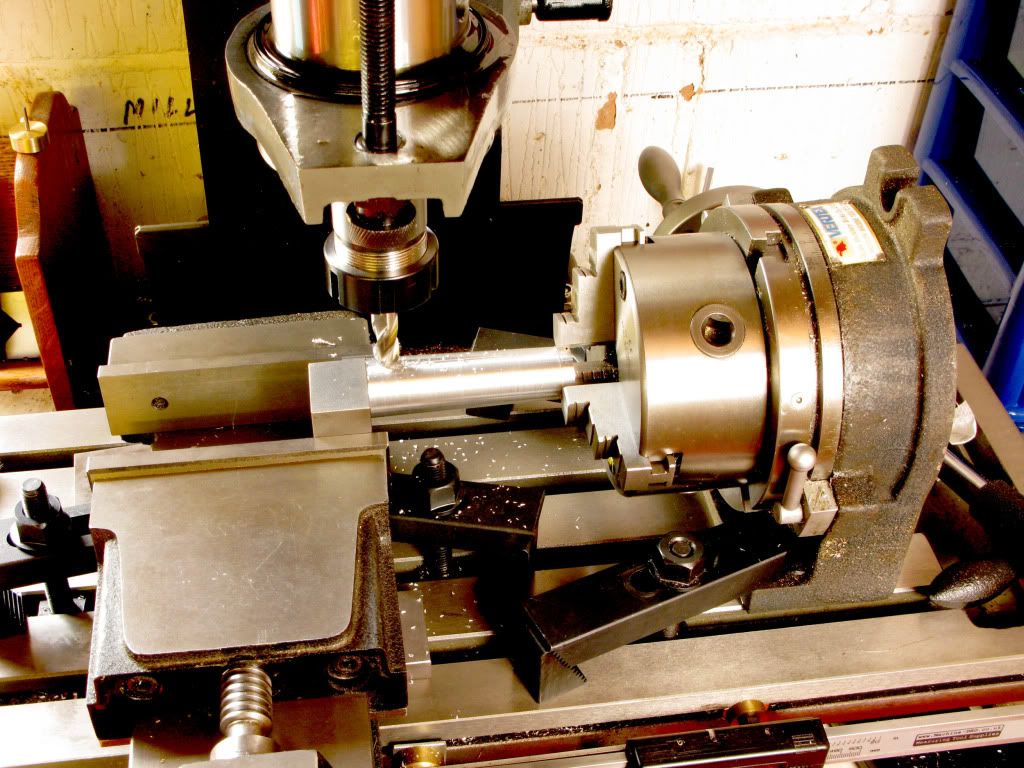
Now for the biggie. Back to the mill. I do have a rotab but no tailstock, Options, set to and make one, wait and buy one or improvise. The last one won.
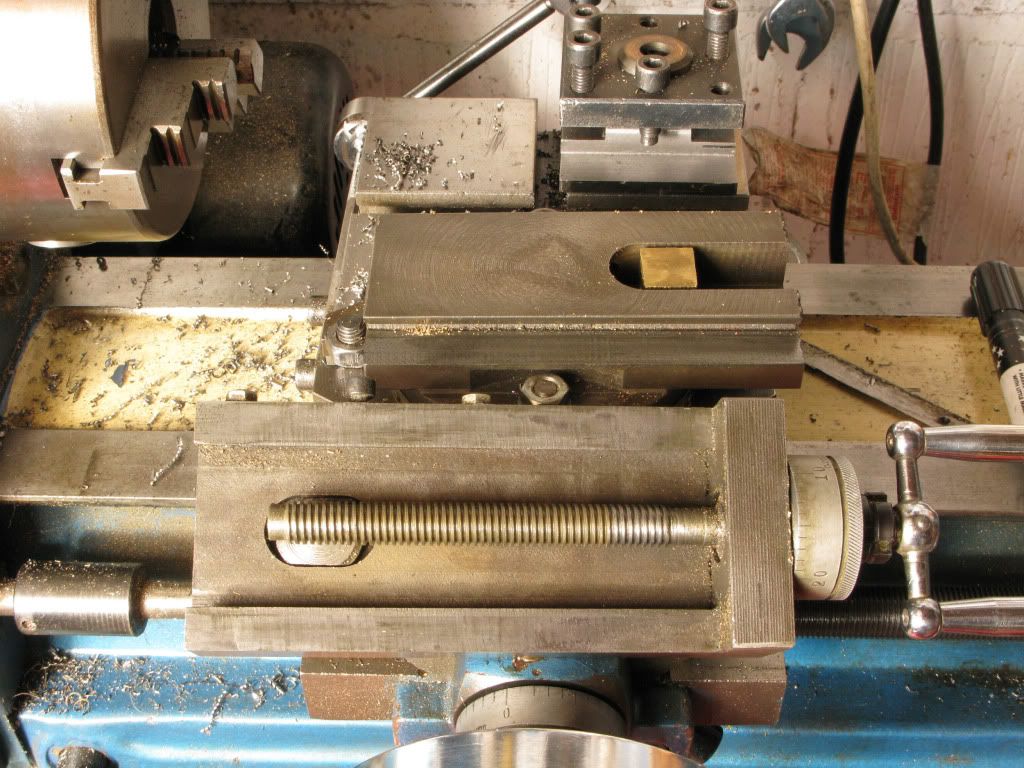
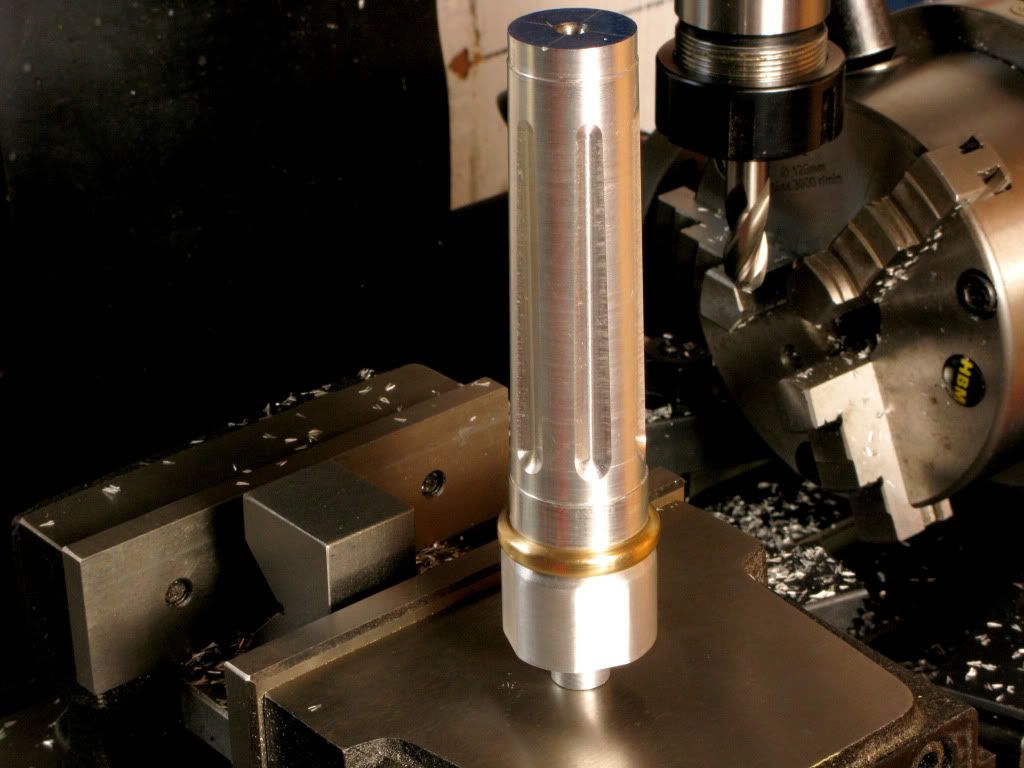
My problem was that whilst I could hold the taper in the chuck mounted on my rotab, thanks to the 10mm parallels I had left each end. I also needed to firmly hold the other end. The solution I arrived at was to mount the rotab in a position where I could hold the other end of the piece in my vice using a vee block, that would also mean having to sit it on parallels to give it sufficient height.
The resultant positioning meant that none of the holding down points coincided with the table slots, so I had to use clamps to secure everything. From then on it went like clockwork. 1 Zero rotab, 2. pinch vice, 3. mill slot with 12mm Bull nose end-mill, 4. loosen vice wind rotab 60 degrees, 5. pinch vice. And so on until rotab was back to zero. Increase the Z depth and start all over again. Keep going until the slots look right. Hang a sign in front of your eyes saying. DON?T FORGET TO TIGHTEN/LOOSEN THE VICE


The finishing touch was to put in the lathe and using 400 W&D give it a final polish, then drill and tap the 6mm holes each end, back in the mill, then marry it up with the col base and brass section.
**********************
The last part of the column, the pivot would I though, be fairly straightforward. But I had not thought it fully through as I realized when I chucked up a short length 32mm ally stock, and started to cut a taper using the cross slide. An alarm sounded in my head before I had gone far enough to have to consign it to the scrap bin.
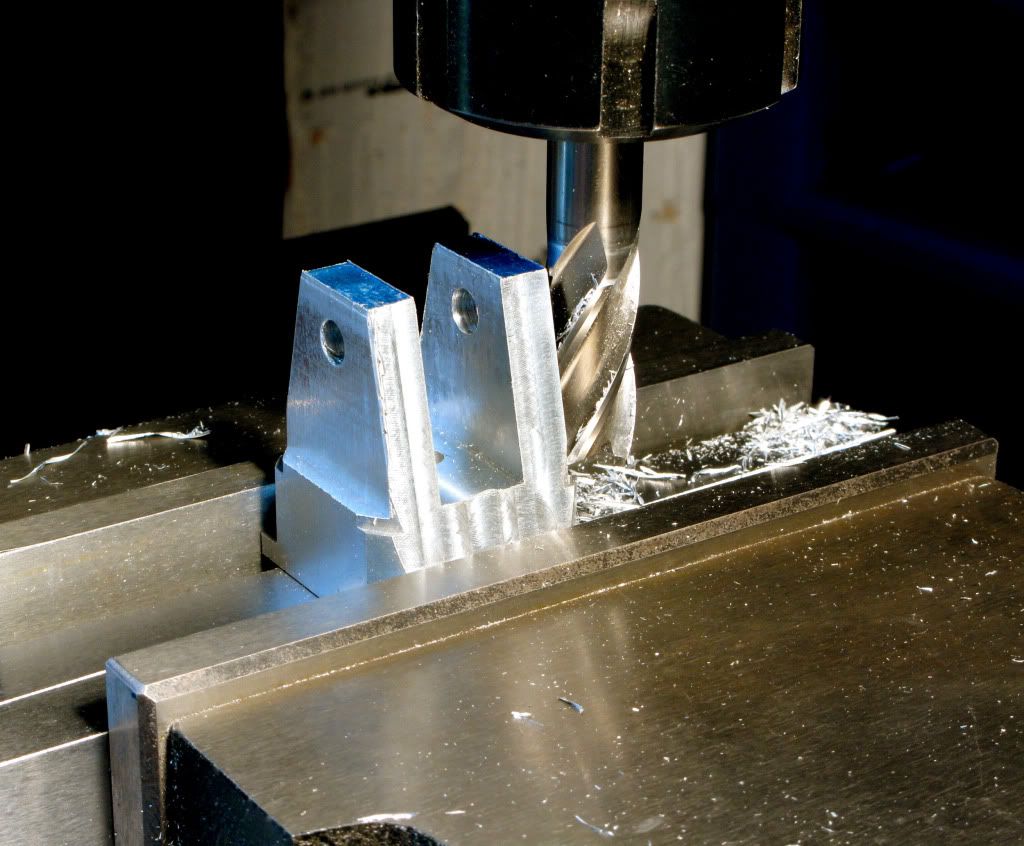
This was going to be a job for the mill, so I transferred it, squared it up and milled the 12.5mm slot for the beam. I then made a couple of small 17 deg (give or take an hour or so) angle plates from the scrap leftover from cutting the beam on the band-saw. Using first one then both I milled the angles both sides.
Before removing any more metal from the ears I needed to drill the pivot hole, so finding hole centre I spot drilled, then took it out to the intended size of 5mm. I checked the fit using a length of silver-steel, and it fit like a skeletons arm in a wizards sleeve, despite the drill being brand new. I thought maybe reducing the speed may help, so I dropped from 1000 to about 250 and tried again using a 6mm drill, this was spot on, so I drilled the hole in the beam at the same time, and the 6mm silver-steel fit perfectly. Sorry I have not recorded it with pictures, but it seems that whenever I am up against it, my brain goes into tunnel vision mode, leaving no room for anything else.
Whilst I was in drilling mode, I drilled and tapped the centre hole for the 6mm SS rod which would attach it to the column. You can see the arrow tip mentioned earlier having done its job.

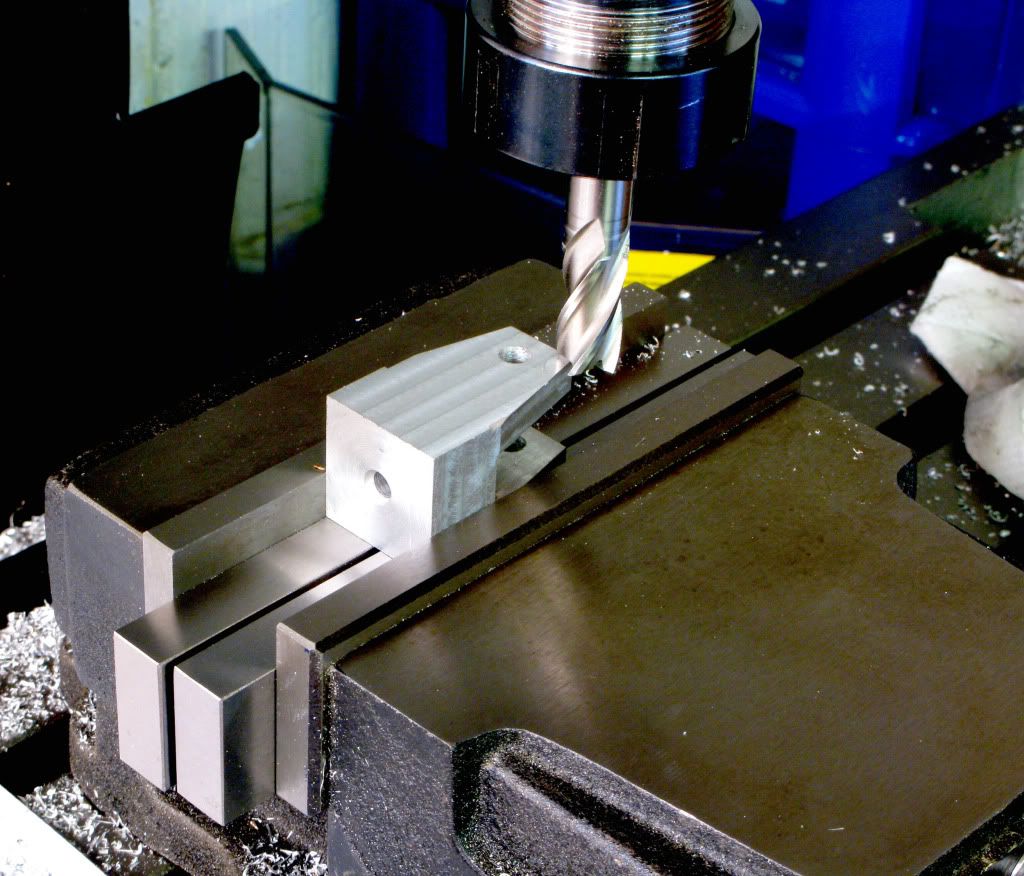
I then milled the ears to the 7mm width I wanted, then turning the block over, milled both sides to match, taking a final high speed skim over the complete face.
The last task was to remove some of the excess metal from the base of the pivot block. First I measured all the parts making up the column and they added up to 8mm more than the 153mm I needed from base to pivot centre. I could have taken that directly off the block, but in the end decided to bore out the top brass washer and leave more meat on the pivot base by turning it down and sliding the washer over it. I already had a small 12.5mm brass mandrel which was tapped 6mm, so with small cuts it all went well.
After a final session with the 400/600 W&D and a little fettling it was time to give the kit of parts a final polish, then assemble it.


**********************
Have not posted since August, what with holidays, improving and adding to my workshop capability, installing and learning how to use a new Warco BH600g lathe. That was a job and a bit installing that heavy lump, I had to reorganize the whole workshop layout to get it into the only suitable spot. Anyway, now back to the engine.
The next logical step was to make the base to mount the completed parts on. Having still not come to grips with marking out I chose the print it and stick it route,
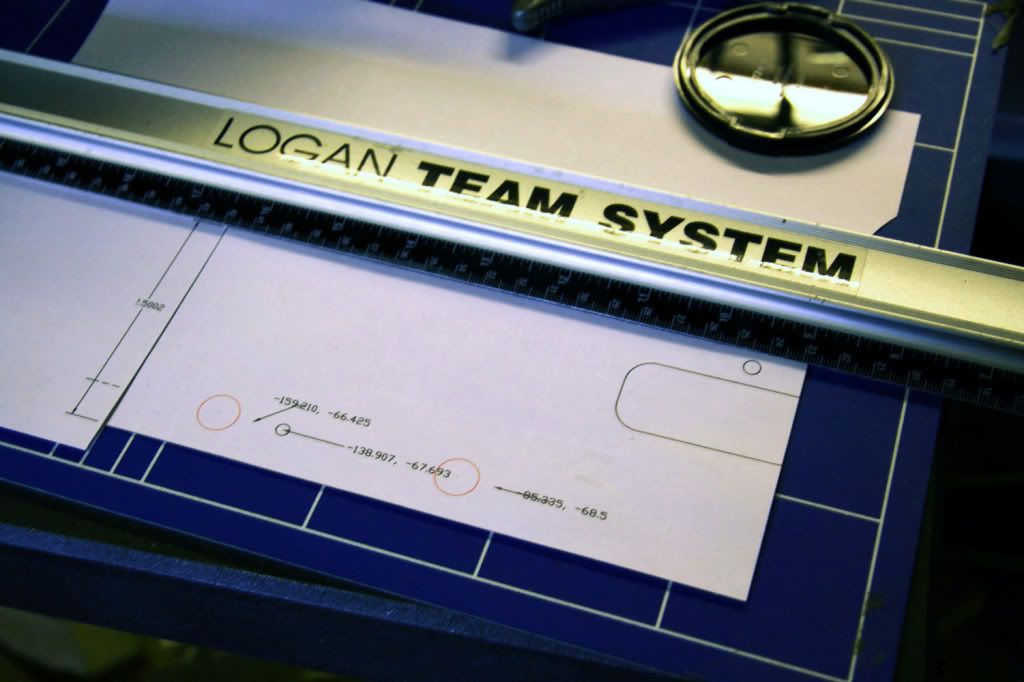
to mark out the base, which had already been cut to size and faced on all sides.
Having lightly marked the base with a sharp punch I drilled the 5mm holes for retaining bolts, tapped the hole for the piston rod guide rod 6mm, then using a 12mm endmill, recessed the base for the column and engine block, which would be secured with 5mm screws from the underside of the base.
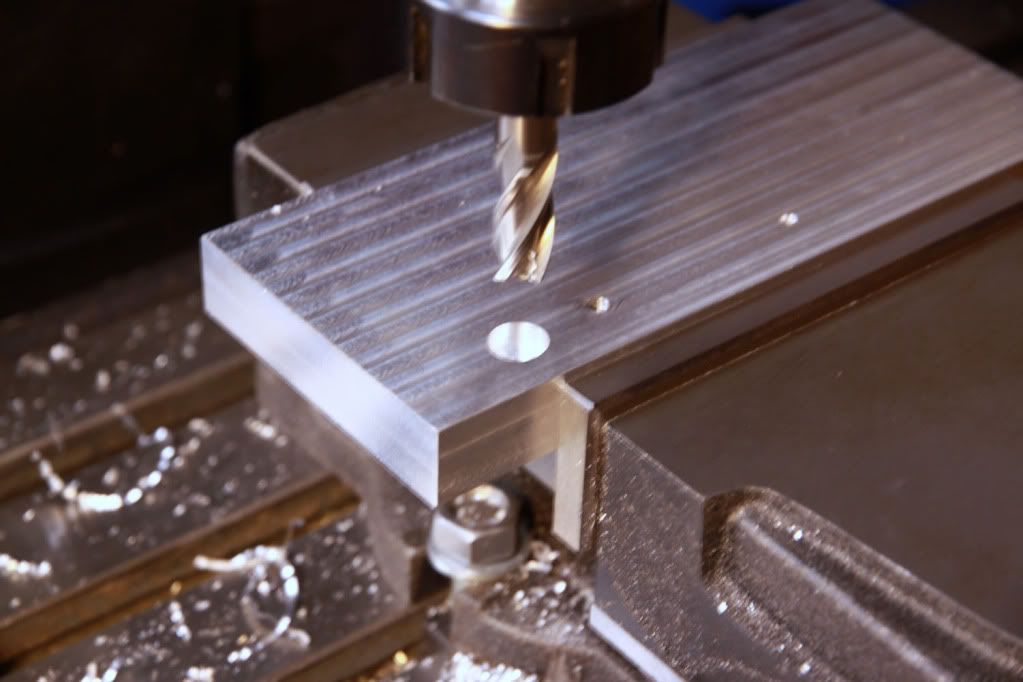

Next I milled the recess clearance for the flywheel

In order to fit the flywheel bearing posts I thought I would make sure the holes and the flywheel shaft aligned by marking the posts using a through punch. I drilled one hole in the outer post, carefully aligned and clamped it in position then drilled the second one, and secured both screws. Then I milled down a chunk of ally to the width of the space required to fit the flywheel etc. Fitted the second post using the FW shaft (not shown) to align them both, then clamped them together.

Then using a second clamp (not shown) to hold the second post firmly against the base, turned it over and through punched the other hole centres.
Seems like a lot of unnecessary ar$ing about, but it worked with the flywheel now spinning freely with everything snugged down.
I forgot to mention that I had previously bored both bearing post holes together in the mill to ensure their alignment.

I had also forgotten to drill and tap the grub screw hole in the eccentric which I now did

I use a length of silver steel (drill rod) for the shaft and just needed a flat for the grub screw.


To be trimmed to size later.
I now made the crank pin but only have one picture of the process and it yet has to be silver soldered together.
**********************
I now made a start on what is probably the most important and critical part of the build, the bit that makes it go, (hopefully).
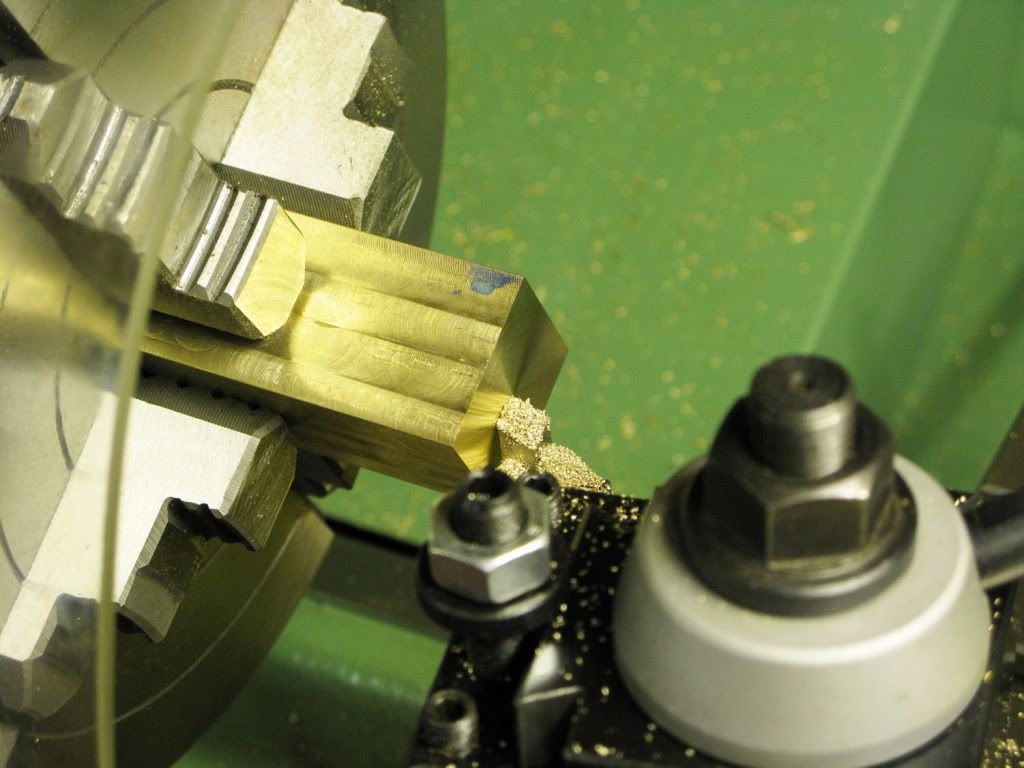
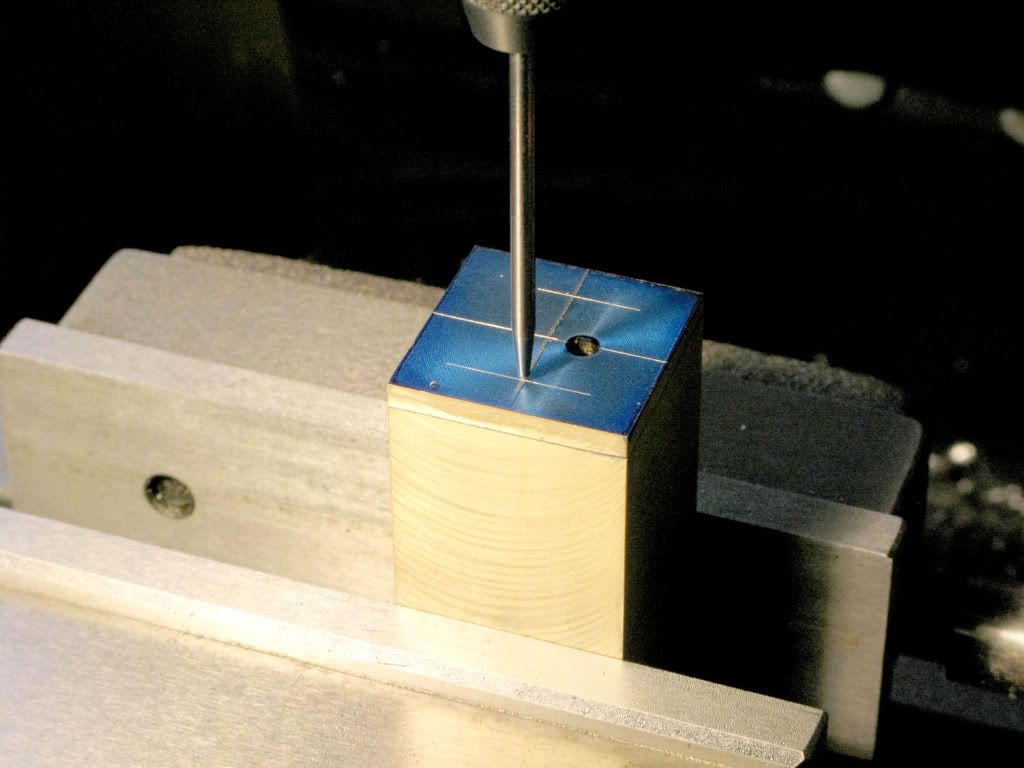
I started by squaring up a length of 32x32mm brass bar which was pretty square anyway, so it ended up 31x31mm. I will fly-cut it to size later, leaving more meat on the back of the block which I think may help when I come to seal the holes and fit the air union.
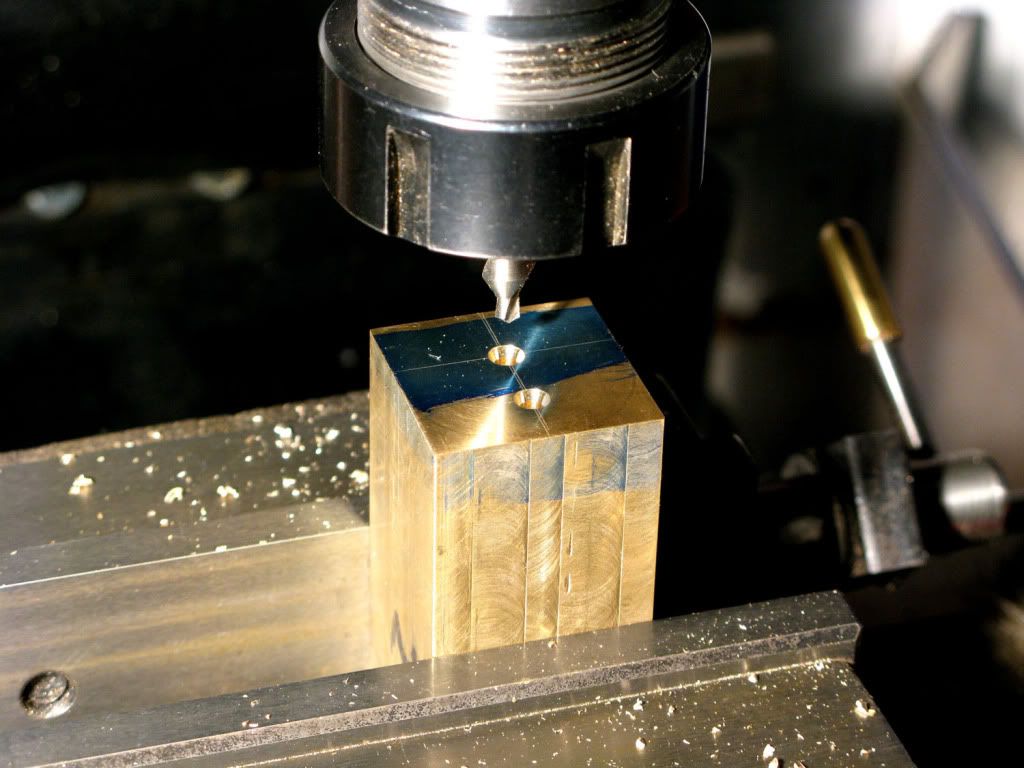
Then using a square to ensure it was vertical, I put it upright in the vice, faced the end, marked the centers of the piston and valve cylinders and centre drilled them both. Next I drilled a 4mm hole deep enough to penetrate the full depth of the cylinder head which would be parted off this lump, plus a little more to mark the cylinder bore once parted off. I did the same with the valve bore but later found it had not been deep enough.
Now over to the 4 jaw. There is quite a lot of material overhanging the chuck, so having centered the cyl head spigot, the method of which is shown later in this post, I used the tail stock for additional support, and turned the spigot to 12.7mm ??

It was at this point that I chickened out, and so, instead of parting off I cut it off using the band-saw. I then swapped to the 3 jaw to face it to the correct thickness.

You will no doubt notice that again have forgotten to take many pictures of the process. My excuse is that what few functioning brain cells I have left at my age, are fully occupied getting to grips with the job in hand, leaving little in reserve for anything else, and besides I am now approaching the point where I have my very first cylinder to drill and bore. (you with)
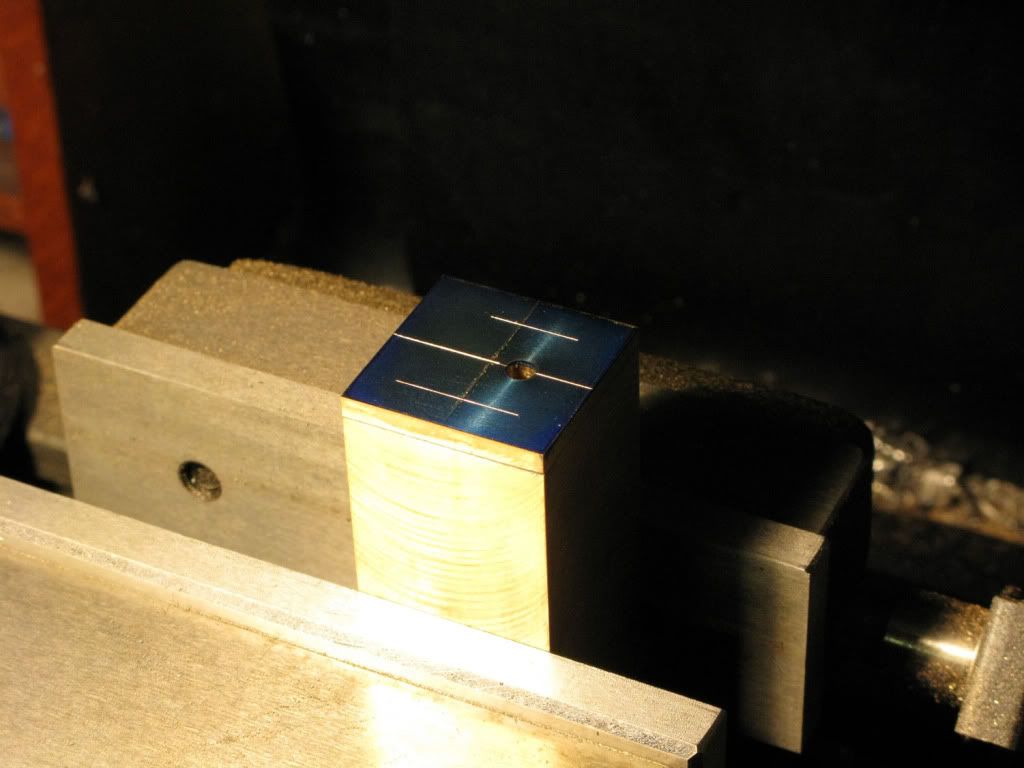
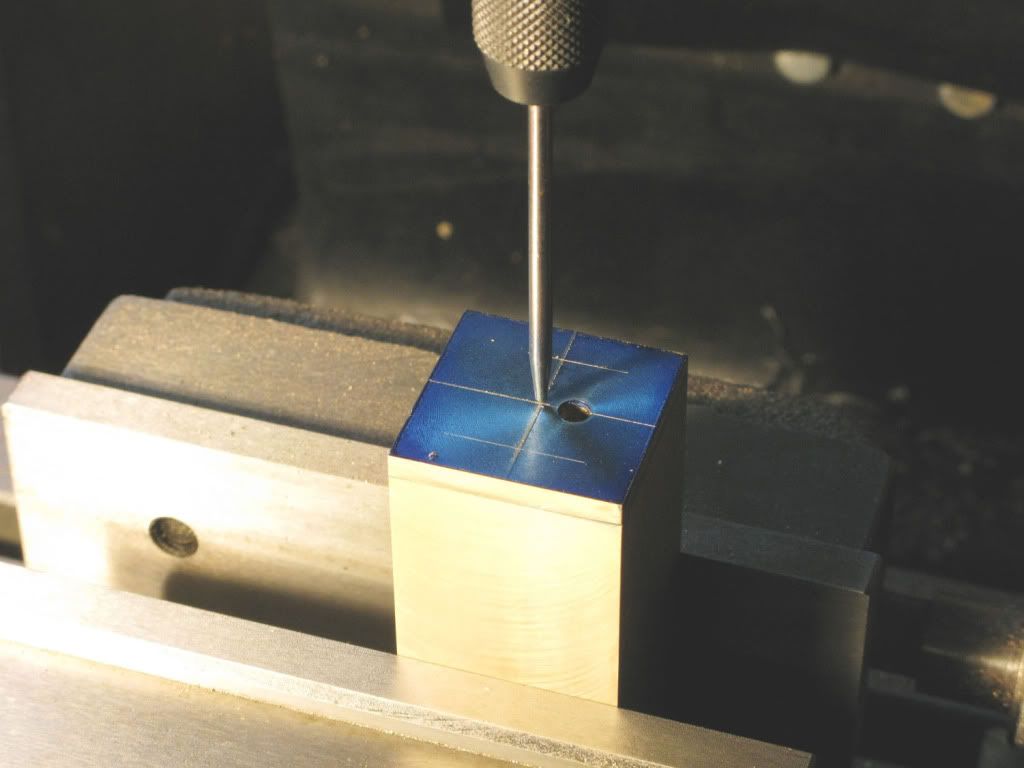
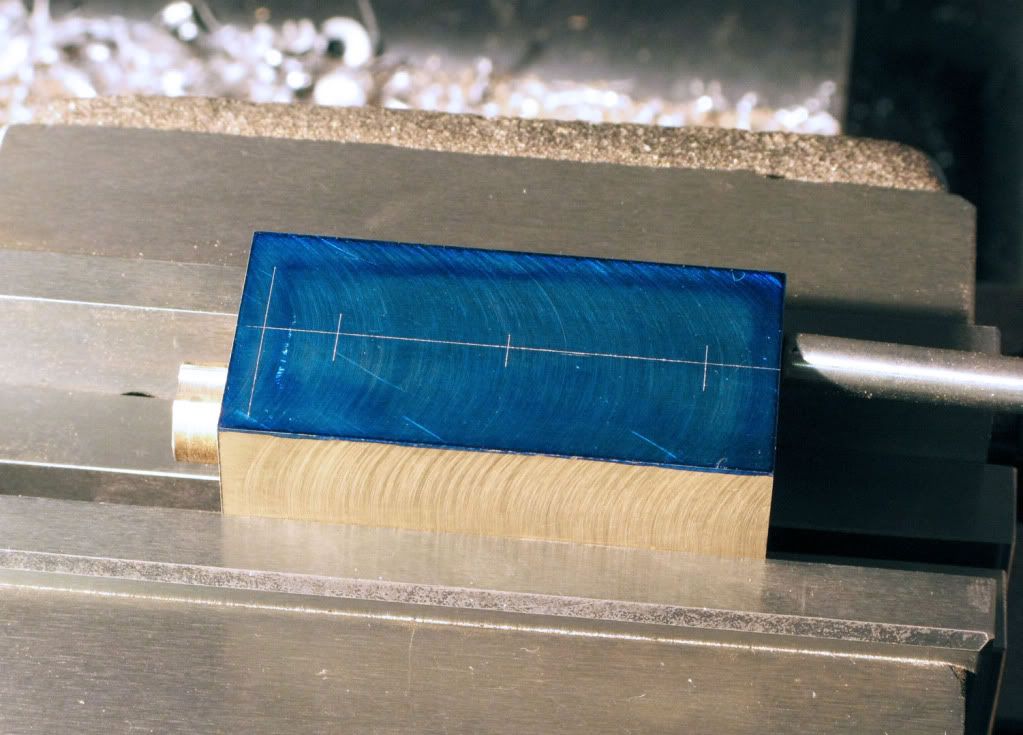
The piece was still rather long so I cut off the excess using the bandsaw. The sawn end was faced and having just taken delivery day of a vernier height gauge and found out how to use it, I blued the end and marked the centre, and centre drilled it on the mill
It was set up in the 4 jaw and the base spigot was turned down to 12mm
The piece was then reversed in the chuck and faced.
The valve bore was marked up and both bores center drilled in the mill
Having centered the piece back in the 4 jaw once more, which I am now finding a lot easier, I first drilled the full depth of the cylinder bore with a 6mm drill then switched to a 12mm. I took the depth to mean the outer portion of the drill not the point, I hope this assumption is correct.

After setting the boring bar on centre as described by Stew in one of his threads,
I set the feed gearbox to the lowest possible setting and taking very light cuts proceeded to enlarge the bore, checking it with a piece of brass I had previously stepped from 12mm to 12.6. I used the cylinder head for the last check, and on the same final setting bored it four more times to account for any spring in the tool.


The piston which I intend to make from stainless steel will be sized to fit the bore.
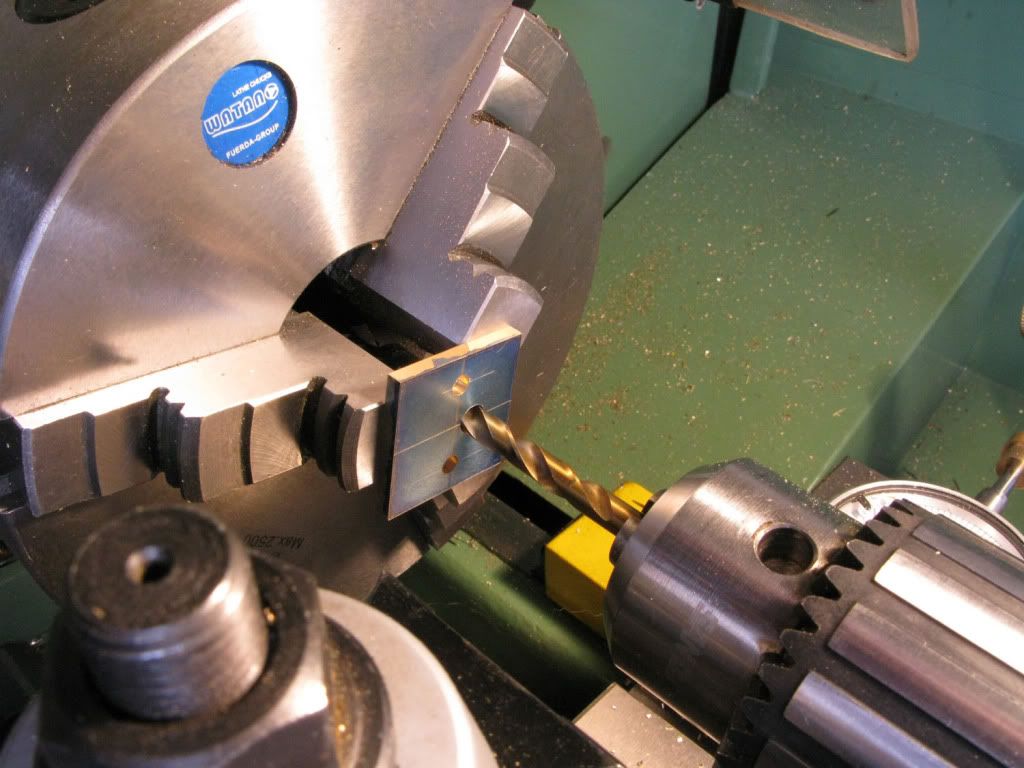
Next I centered the valve bore in the 4 jaw, and this time managed to remember to take a picture of the setup. I marked the opposite sides 1 & 2 - 3 & 4, set it by eye at first and then followed the Marv Klotz route, with a bit of Bogs or was it Stew for the use of a spare tailstock centre on which to dial.

I drilled through using a 6mm bit in two stages, as it?s a long hole. A La Kvom?s build, then took it out to 6.5mm and finally reamed it.

Next task, drill the bolt holes in the head & block. First I fitted the head and the fit was almost spot on. I clamped them together using double sided tape and very lightly skimmed one face of both to use as the datum face for the marking up process. Marked up the cyl head and returned it to the mill for drilling. And as you can see, as I mentioned earlier, the hole for the valve had not penetrated all the way through the head.
Next I found the centre using a wiggler and 10x magnifier.
Then using my home brewed Y DRO, I confirmed that marking out was as it should be
So I spotted and drilled both holes 3mm which I would next enlarge in the head only, to 4mm and upon removal of the head this left me a nice chamfer around the 3mm holes in the block which would next be tapped to 4mm.

And here it is done. Notice the Bogs style end stop which I made after reading his thread. Thank you Bog?s I hope you don?t mind me copying your idea, mind you, mine is a right handed one, because I somehow managed to get the vice the wrong way around and didn?t notice. Will have to go through the process again and incorporate one of the Stew variety end stops, on the other side.
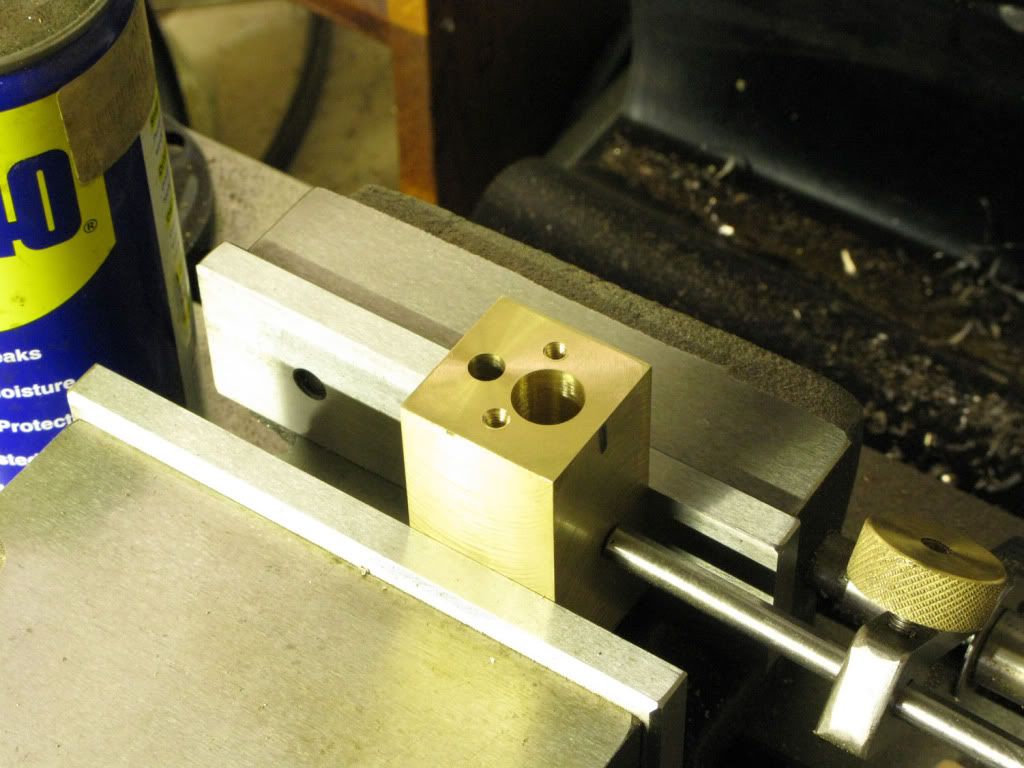
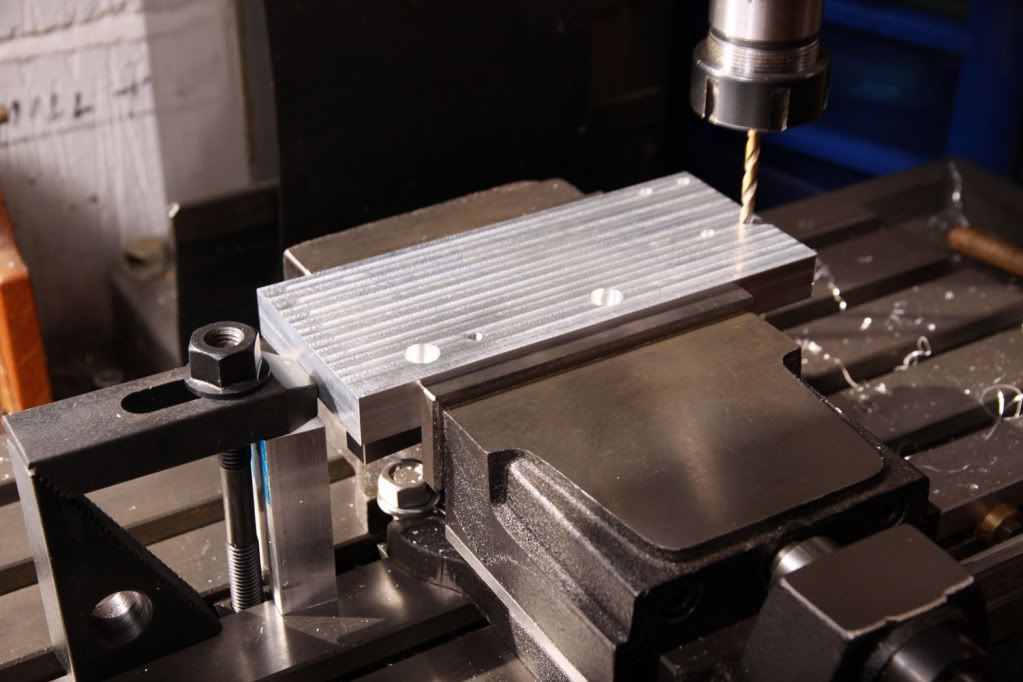
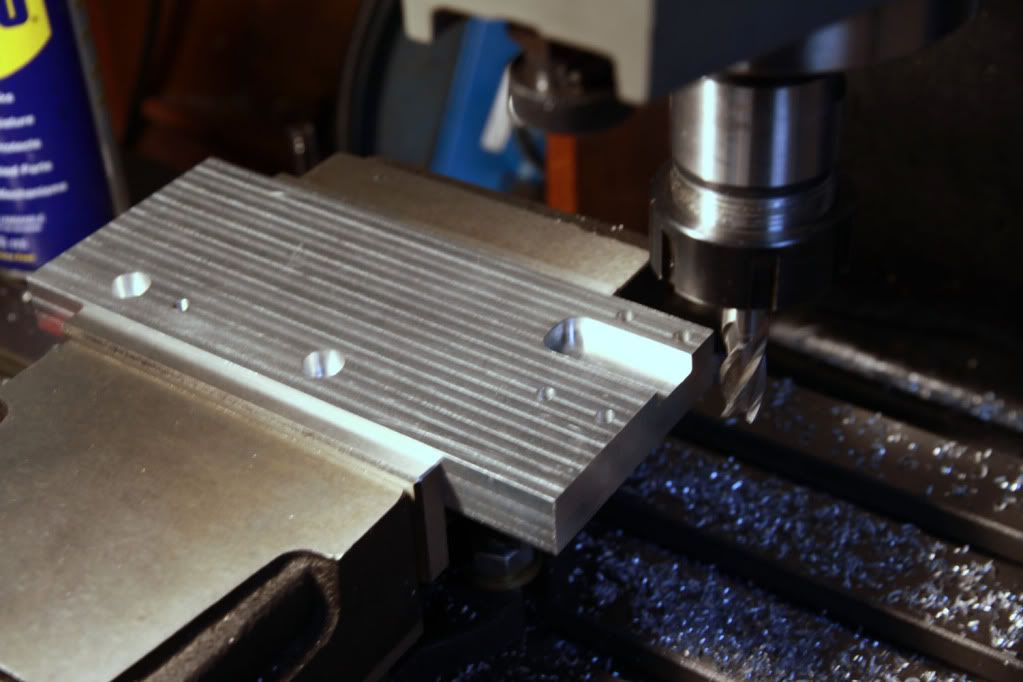
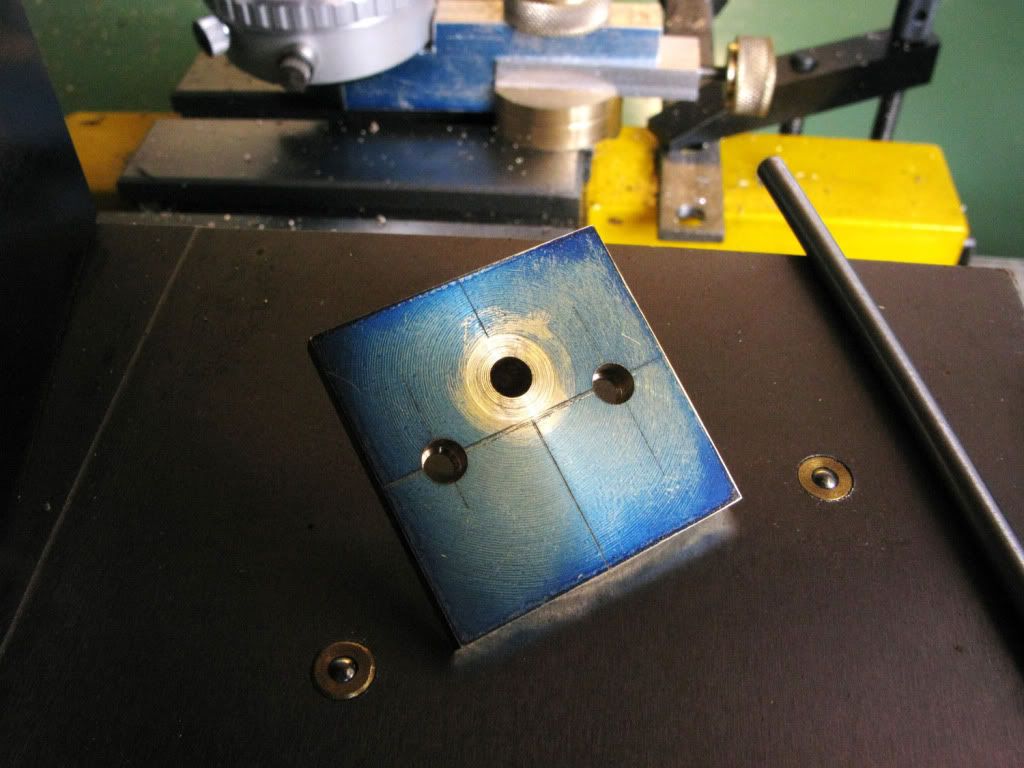
Now for the holes in the back. First I marked out the hole positions
Then finding the centre as before with a wiggler and 10x mag, I confirmed the hole positions using the X DRO, Spot and through drilling each in turn

I had to put the reamer through the valve bore again, but was lucky with the main cylinder, my test piece sliding straight in.
The next bit to make would be the valve, and reading Kvom?s problems with it I spent some time figuring out what would be the best sequence of production with the tooling available.
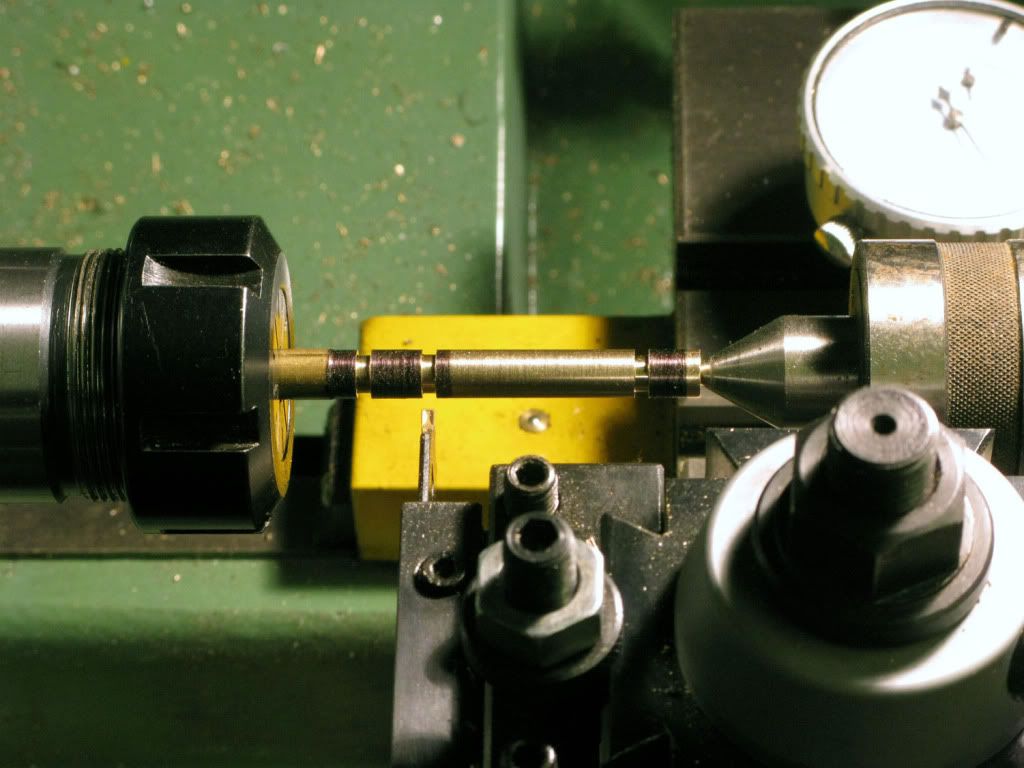
I decided that I would make it in two parts which would enable me to use my R32 collett chuck and minimize the unsupported length hanging out from the chuck. I inserted a length of 8mm brass rod into the chuck with just 5mm protruding and then faced and centre bored it. Then pulled out sufficient to be able to turn the two bobbins (for want of a better term). Wound in the tailstock for support and proceeded to mark it up. Then using a parting tool, undercut the areas I needed to remove material from.
I changed the parting tool for a profiling tool and using light cuts and a very fine feed rate, proceeded to whittle the bit between the bobbins down to 3.5mm. My thinking was that I would leave a radius on each bobbin, which would give it strength and maybe also improve airflow.
All was going well until my new toy got the better of me. My old lathe has the longitudinal feed wheel at the right hand end of the lathe, this new one has it in the more conventional position, under the cross feed wheel. As you can see from the picture I just needed to blend in the LH radius.

I had wound the cross feed out and so as not to take too deep a bite and had positioned the tool almost touching the bit to be blended and then. Yes you guessed it, I turned the wrong wheel the bottom one, and carved a good half mm out of the top surface of the bobbin. No picture but plenty of $?&^$&.
**********************
Ah well, now I know what not to do on the next one, but at least I could use the scrap one for practice, so I turned down the bobbins, taking off minute cuts as I approached bore size and finishing with a flat strip wrapped with 600 W&D paper. When I had a nice tight fit, I pulled it out of the chuck an extra 30mm or so, turned it down to a smaller dia than the bobbin, and parted it off.
The stub was inserted into the chuck of a battery hand drill, to lap the valve in.
I held drill in one hand and the cylinder block in the other, this gave me sensitive feedback on what was happening inside the bore. Using a low speed and a fine cutting compound, usually used for the final cut on a spray job, I continued until it felt just right.
Now to valve Mk2. Using the same method as before I faced and centre drilled the bar, slid it out, marked it up and undercut the marks with a parting tool.



And using a profile tool, reduced the shaft between the bobbins to 3.5mm keeping clear of the bobbins this time. I then used left and right hand tools to finish off. Forget the radius, they would be as on the plan. Pulled the rod out some and parted it off.

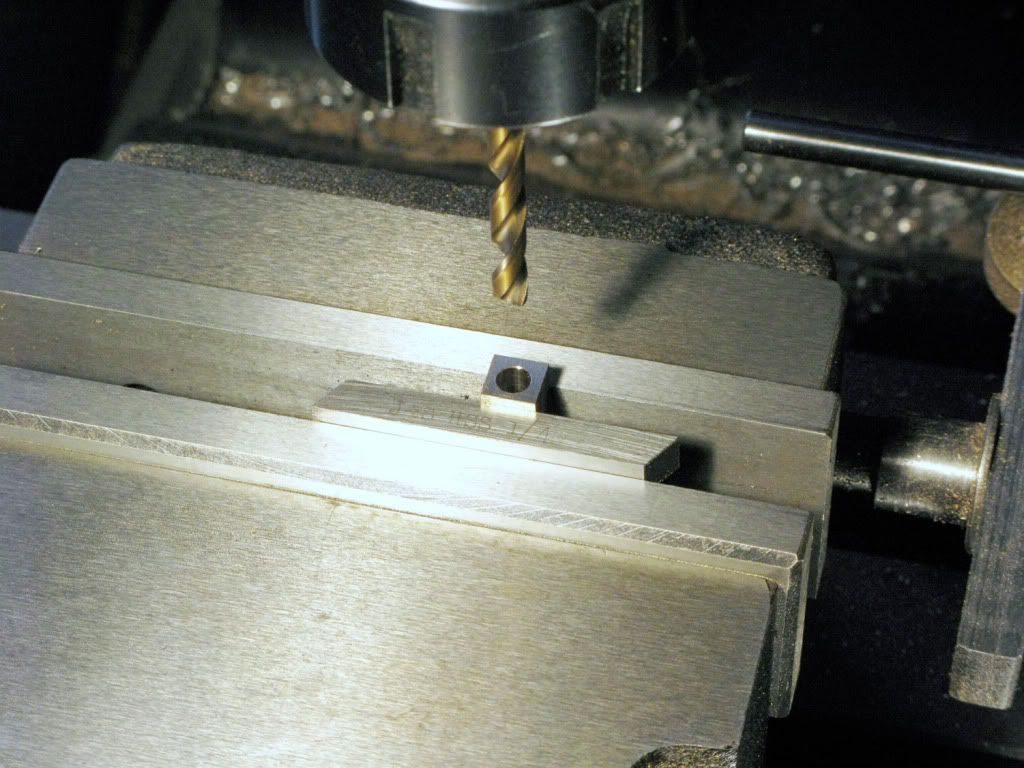
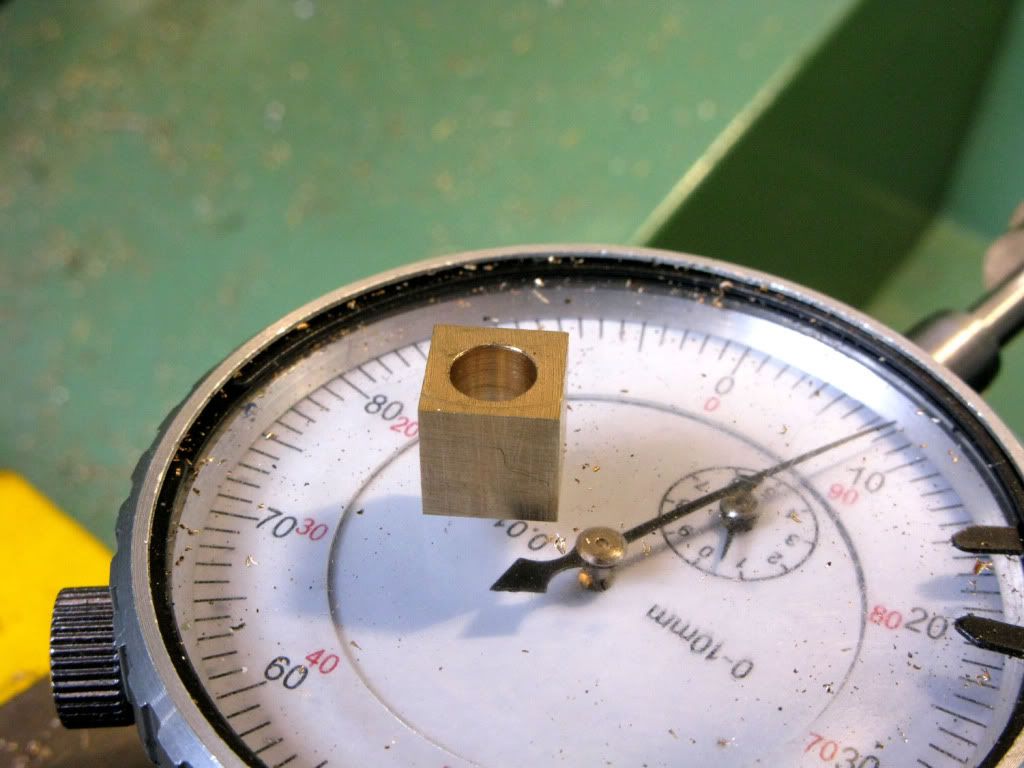
As I said earlier I intended making the valve in two parts. And I now needed to make the other bit on the mill, just a small 8mm cube with a 5mm hole through it.
I found a small offcut of brass and using the home brewed Z DRO recently fitted, faced it down to an 8mm cube with a Bogs style flycutter.

Having done that I found the centre and spotted and drilled a 5mm hole.
Back to the Lathe, where I put in a smaller 7-8mm collet, and reversed the valve in the chuck just leaving part of a bobbin standing proud. I was now able to turn down the last 8mm long portion to fit the cube I had just made, then reduce the rest of the shaft to 3.5mm.


Using the same method I had practiced on the scrap valve, I lapped the new valve in. Cleaned the whole thing in hot water & detergent, dried it off and fitted the cube with locktite. After it had set overnight a 3mm hole would be drilled through the cube and shaft.

Next, installment The piston
**********************
I managed to get a bit more done on the odd occasions I braved the cold of the workshop during the winter, and a little more now that the weather has improved.
First off was making the piston. For this I used a bit of scrap left over from the flywheel, and using a tip picked up from forum, friction turned the odd shaped chunk until I had a round portion to chuck, I then reversed it and machined the rest of it round. At this stage it was about 15mm dia.

Next I faced it both ends and reduced the length to about 0.5 mm more than specified, centre drilled, & tapped it, and used a length of 4mm silver steel (drill rod) which I had threaded one end. I screwed it into the piston using locktite and left it overnight to cure.
The turning to dia & length was done using a 4mm collet with a spacer for clearance, and the last diameter cuts were very fine using the cylinder each time to check the fit

I swiveled the tool holder around and cut the v grooves in the piston using the same sharp tool, and finally gave the piston a lick with some 600 W&D. checking it again in the cyl. Next I would lap it in using fine cutting compound as I had with the valve, but at this point discovered that the 4mm hole in the cyl head was nearer 4.5mm so I was going to have to bore out the hole to 6mm and sleeve it
I decided to make the sleeve with the 4mm hole pre-drilled rather than plugging the head and than drilling it, because I could first try the fit. This time I used a new 4mm drill and consigned the old one to the box of those to be sharpened, when I get around to making the Harold Hall sharpening device. No 38 in the Workshop practice series, which I think will be my next project after I hopefully see this one up and running. This time the fit was good.

After parting off, I then put it in the collet chuck faced the parted end. It was then assembled using locktite and left to cure for a while, after which the portion sitting proud of the head was turned down flush.

The head was temporarily fitted to the cylinder and the whole assembly fly-cut on all sides using the Bogs style fly-cutter which does a very good job indeed.
I must say that this forum is brilliant for learning techniques, particularly for someone like myself who is new to this game. In fact I have been diverted from the main project on more that one occasion, by following ideas found here.
The latest one was sparked off initially by Ramon and reinforced by Stew. They had both produced beautifully rounded parts for their projects, which I just had to somehow incorporate into this build.
Ramon?s used special cutting tools which he had produced by hand, whereas Stew had made a ball-turner. I decided on the latter, and found one I thought I could make with the materials and cutting tips I had to hand..
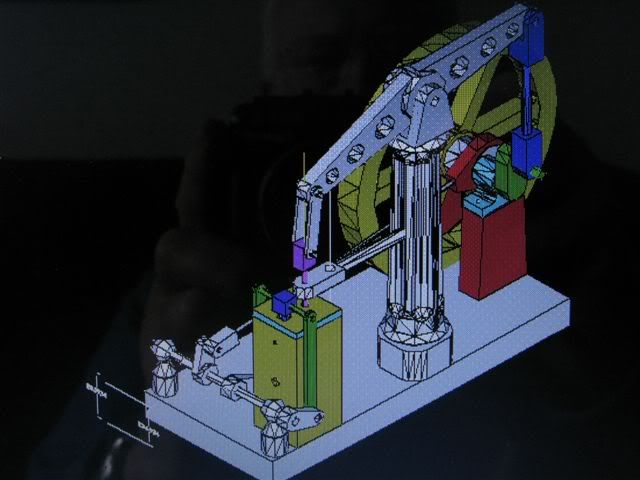
I had already drawn out a modification to the valve operating linkage that would raise it clear of the base, and incorporate my soon to be made, ball posts. It would also remove the required kink in the long operating rod coming from the eccentric, which would be no bad thing, It remains to be seen whether this will totally screw up the project as a runner, but it?s interesting. This is an idea of what I intend.
*************
Searching the net for ball turners I was pointed in the direction of one that seemed to be easy to make, and was well recommended. So if you don?t have one and fancy making it here is a link to the build file
http://bedair.org/Ball/ball22.htmlHaving made and tested mine I got down to making the 12mm dia ball-posts and will let the pics tell the story. It was probably a lot of work for just two posts, but WTH it?s there for future projects.
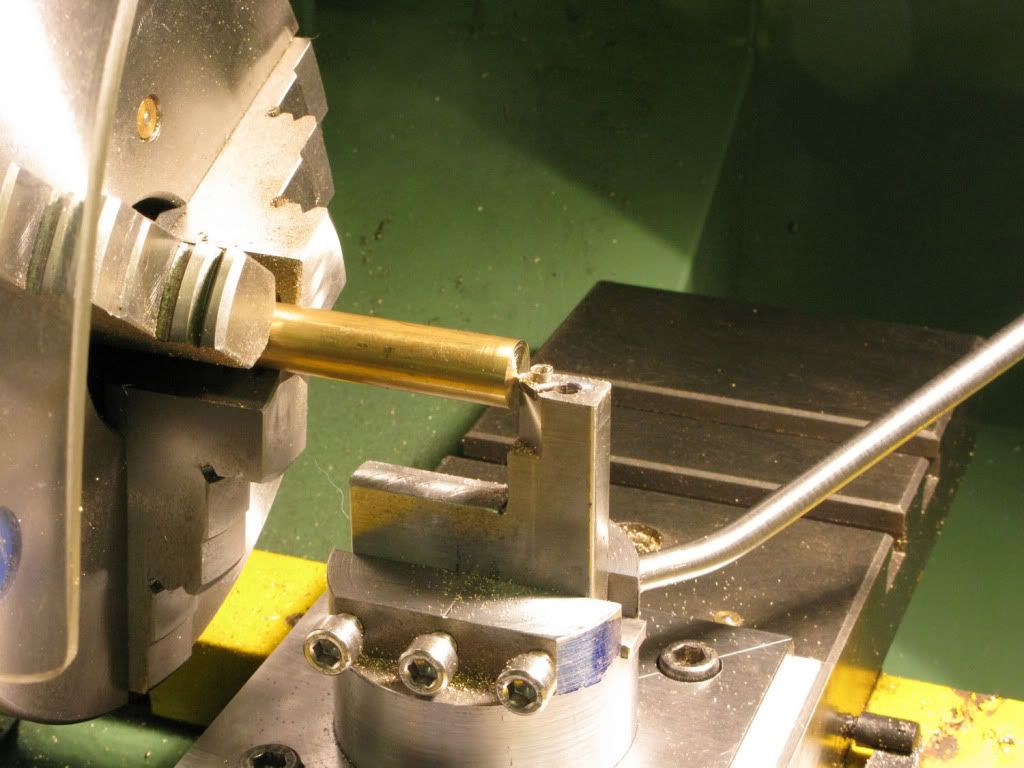
First I set the cutter 6mm behind the centerline as I wanted a 12mm dia ball
With the cutter at 90* to the cross-feed I made a facing cut to the centre of the rod

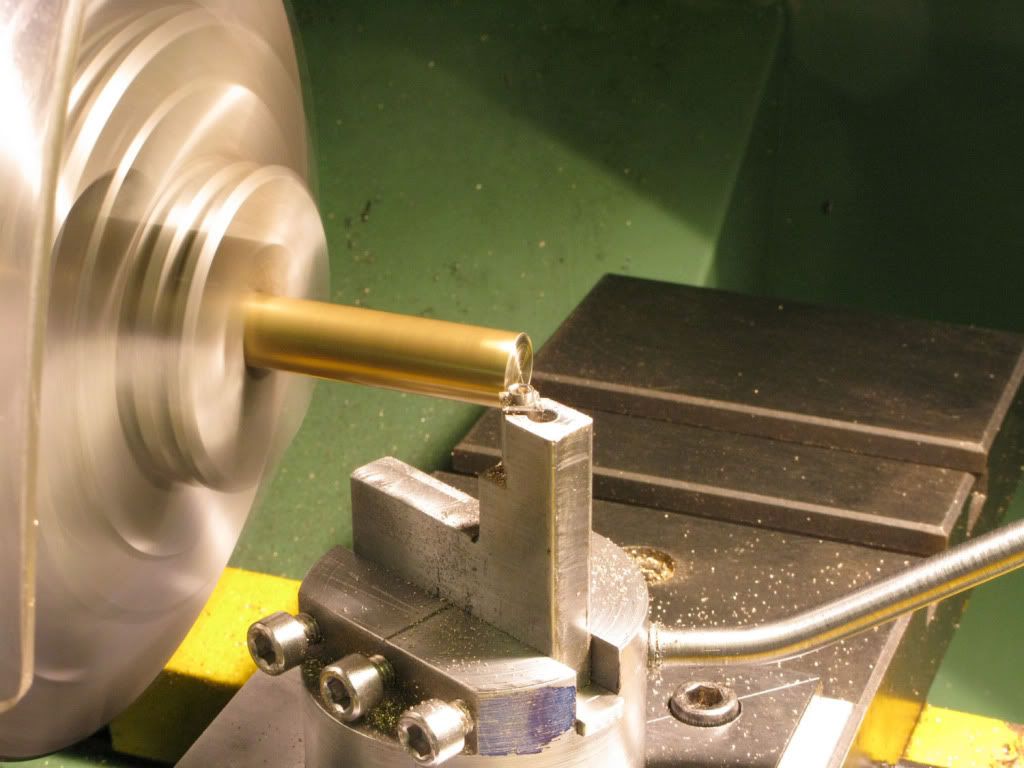
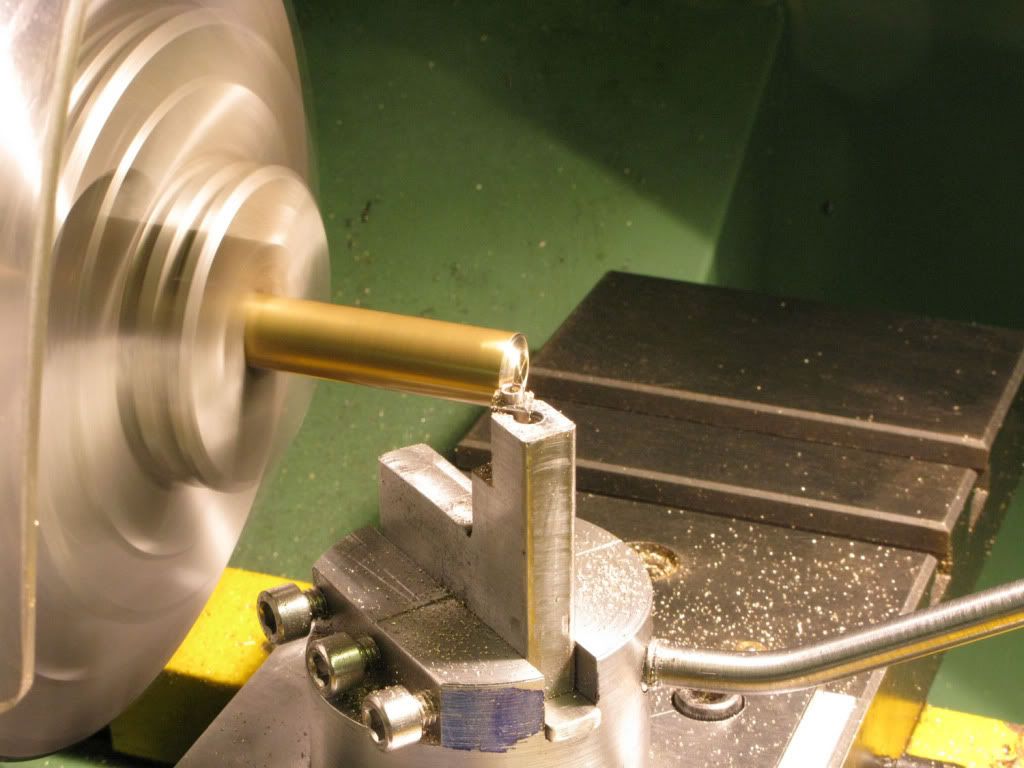






I then reset the cutter 8mm fwd of the C/L to make the final inside radius

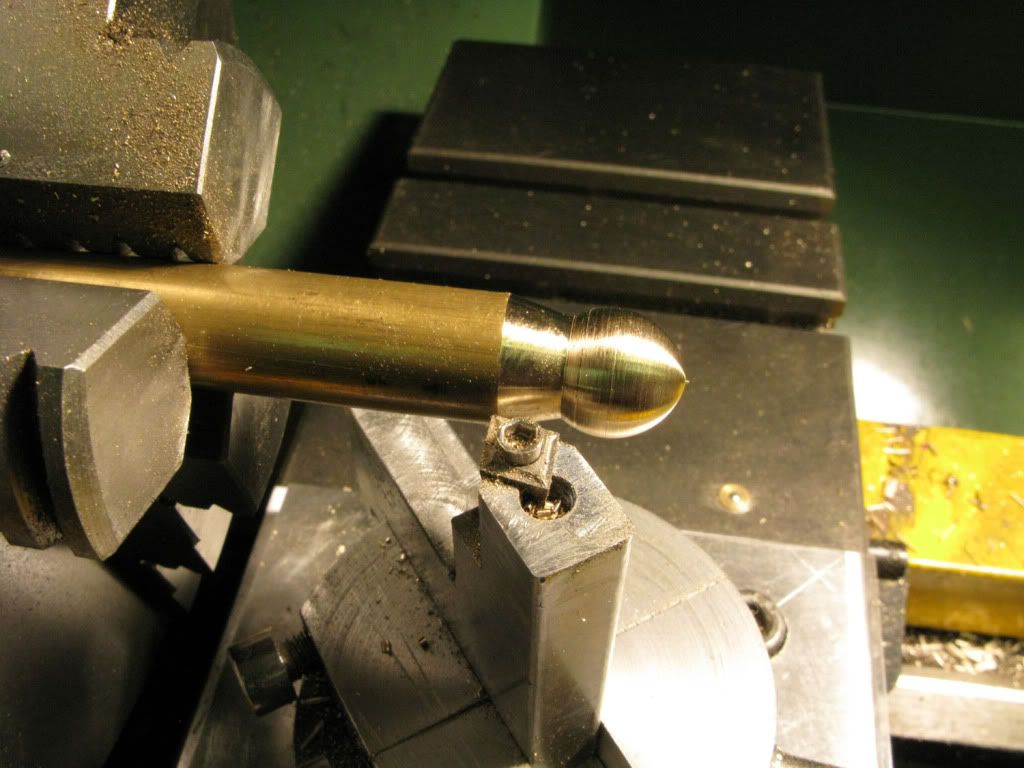

I then took a very light cut off the dia (Not shown) and then parted off.

Having made the second one and a spare just in case, I reversed them in the chuck and took them down to 8mm over a 4mm length, as I wanted them accurately located in the 8mm x 4.5mm recess?s which I would make in the base, and not just rely on the holding thread for position.
Whilst they were in the chuck I drilled, recessed and tapped 5mm threads


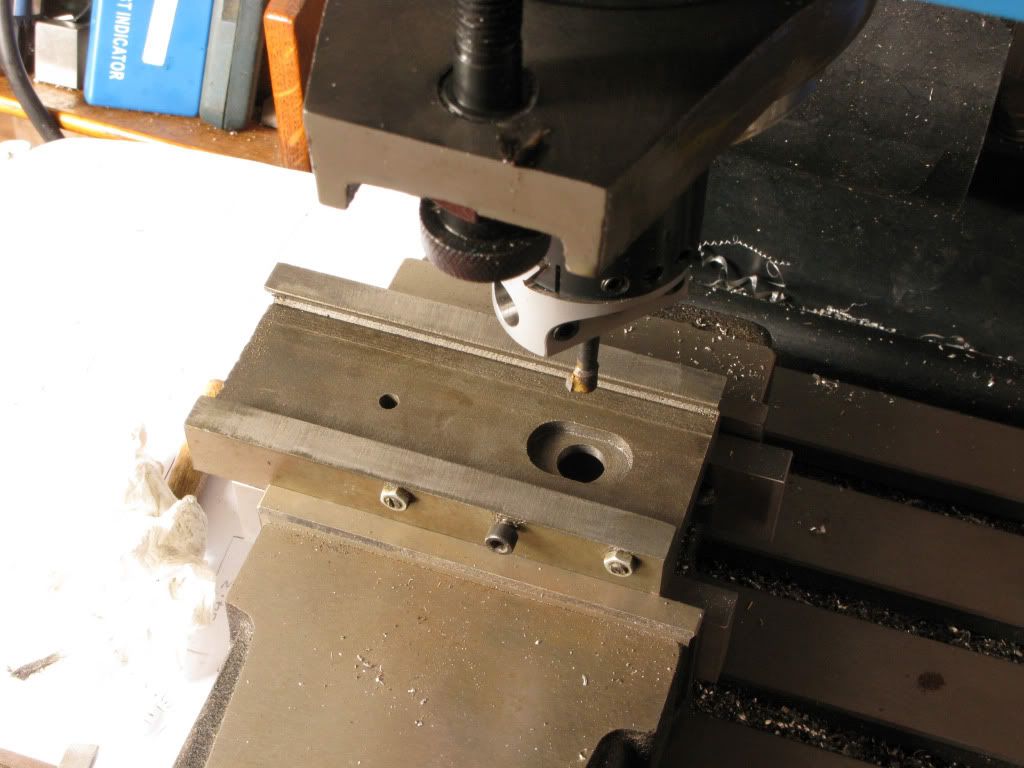
Making a fixture to accurately hold them in the mill vice I drilled the 5mm holes and milled a small flat either side for the spacers to bear on.
It was now time to make the base ready to accept them, so the hole positions were marked out and drilled 5mm followed by 8mm counter-bores 4.5mm deep

And then a final check, inserting the 5mm silver steel shaft to make sure there is no binding.

Having changed the original design I now needed 3 identical valve levers as I only had the two previously made, and one of those would need to be modified as it was roughly L shaped needed part of the L removing.
After having recently followed George?s (Gbritnell?s radial engine build,) which was astonishing. I decided to try out his method of using and centering a fixture plate to make the required parts rather than my previous one of using a 3 jaw mounted on the rotab Very time consuming to set up.
First I setup the rotab and dialed it in, I took a chunk of stainless and made the 30* taper used to locate and centralize any unthreaded bore made in the plate, and then had to make some small holding down clamps for the rotab.
I first drilled a 4mm hole in the plate, placed it on the rotab, centralized it, clamped it down.
Then ran a 5mm thread through the plate. At this point I realized that I had lost my location, should I need to centralize it again so I made a 6mm counter-bore 5mm deep (no pic)

Using a previously squared up piece of brass I took the one good lever I had already made some time ago, and through punched and scribed the outline onto the blank, then drilled the 5mm hole only as I wanted later to confirm the other punch mark with the dro before drilling the 4mm hole.

Having secured the brass block to the plate I moved the table 15.87mm, placed and zero?d a wiggler in the chuck and rotated the table slightly to line the point & punch mark. Spot on when checked with a 10x glass.

After centre drilling the punch mark, I ran a 2.5mm drill through the brass and the ally plate stopping just short of the table, This was followed by a 4 drill through brass and a couple of mm into the plate. The hole in the plate was then tapped 3mm
I now had a 3mm retailing screw in the plate, with a 4mm hole in the brass and partially into the plate so needed a 4mm sleeve with a 3mm hole to get the correct location. I was then that my thoughts took a new direction. As my 8mm stock brass rod is a perfect fit into a bore made by an 8mm mill, if I turned a 4mm spigot on a piece of 8mm with a 3mm hole, it would also provide a much more accurate and stable support for the piece. It would also provide a way of relocating the plate with Georges taper device.


Having the piece secure I centered the mill back over the 5mm end using the dro, then made a further adjustment to the table to make a 12mm boss 2.5mm deep and round the large end

I then removed the 3mm screw and continued to reduce the small end which was held firmly by the spigot just made. I also milled to the lines to get the required taper. The piece was then centered onto the small end to round that off.

And removed from the plate for a final light fettle with a file

The plate also provided a good holding jig for finishing with 600 W&D, then it was on to the polishing mop for a bright finish.

I now needed to tap all three to accept the 3mm cup type grub screws in the boss end. Here the fixture plate came into use again. A dowel was made 8mm to 5mm and the plate milled to suite,

The lever was attached using the 3mm screw and the dowel
It was then centre drilled and a 2.5mm put through for tapping 3mm
At this point I broke off to make my version of another idea picked up from this forum, a finger tap wrench and a tap guide for the chuck. It worked like a dream with the new taps I bought, they are not like usual taps which vary in taper, they come in a set of three and are slightly different diameters each one taking out progressively more material, you have to use all three, but they cut so easily with hardly any pressure required. They are probably old news to you guys, but they are totally new to me. Here?s the link
http://www.arceurotrade.co.uk/Catalogue/Cutting-Tools/Taps

ALL ON SITE
Next up, the valve linkage which had to be shortened to suite my alternative design.
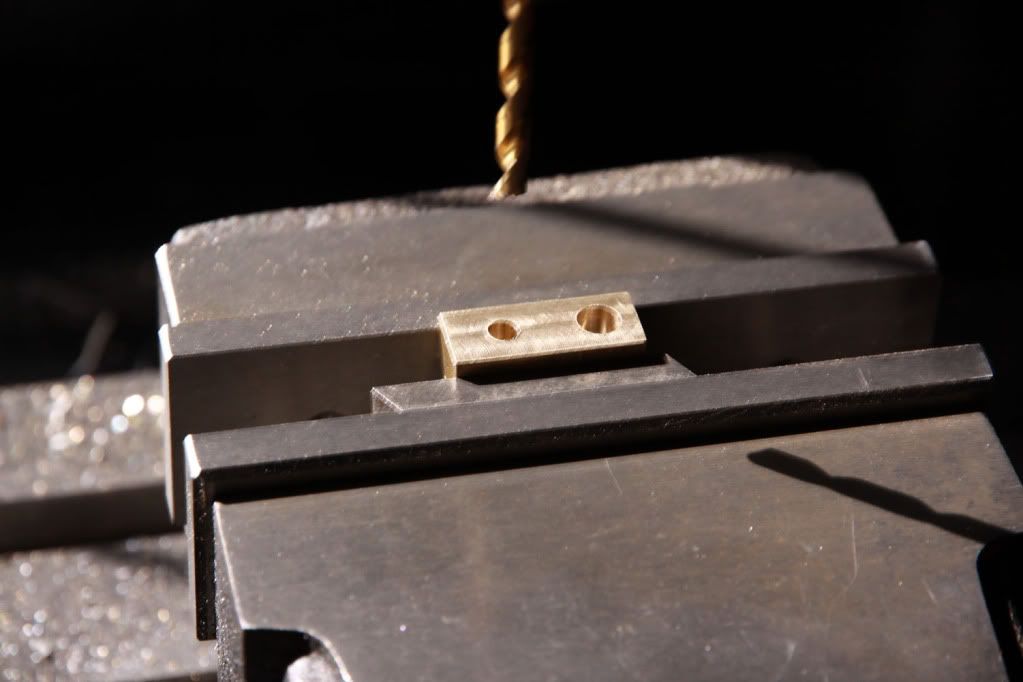
I cut some 7mm strips from a 2mm brass plate and milled the sides parallel

I then squared up one end and spot/drilled a 4mm hole

Then drill the second hole using the dro to get the right centers.

Using the fixture plate the links had their ends rounded off.
They were then given the 600 W&D treatment and a good polish which was probably putting the cart before the horse, as the next operation would be silver soldering, which is something I never tried before.

The problem was to keep the two links in line and parallel to eachother whilst soldering them together, and this is the the setup I tried first.
But the combination of the butane/propane torch I was using and the heat sink provided by the ally and the clamp meant that I could not get anywhere near enough heat into the components. Added to which I was not using a hearth. So back to the drawing board again. I did a little research and realized that number one, I needed a hearth and two a decent source of heat. In one of Stew threads he had made one using thermalite blocks, and I had some behind my workshop left over from building it some years ago. They were big lumps 150mm thick, so I cut them down on an old bandsaw which I use for logs.
The Seifert torch seemed to be the most popular as it could be fitted with a good range of burners, and I already had a large propane bottle, so I bit the bullet and bought one from Machine Mart. It came with a general purpose burner only, and at 7.3kw I thought it may be a bit fierce but decided to give it a try anyway.
I had also reduced the surface contact on the ally separating block, so following the comprehensive instructions, found on the Cupalloys website, I proceeded, and apart from extra heat it was not a lot different from any other soldering I had done, plumbing or electrical, the principals were the same.
It could have been a total disaster though as when I set the thing up, as you can see from the previous pictures, I had forgotten to thread the valve on, and I had the thing fluxed and the torch fired up before reality struck home.

The next operation was to weld stubs on the other ends of the links, and I thought the most accurate way to ensure alignment would be to solder on a single piece and cut out the unwanted portion afterwards with a dremmel.


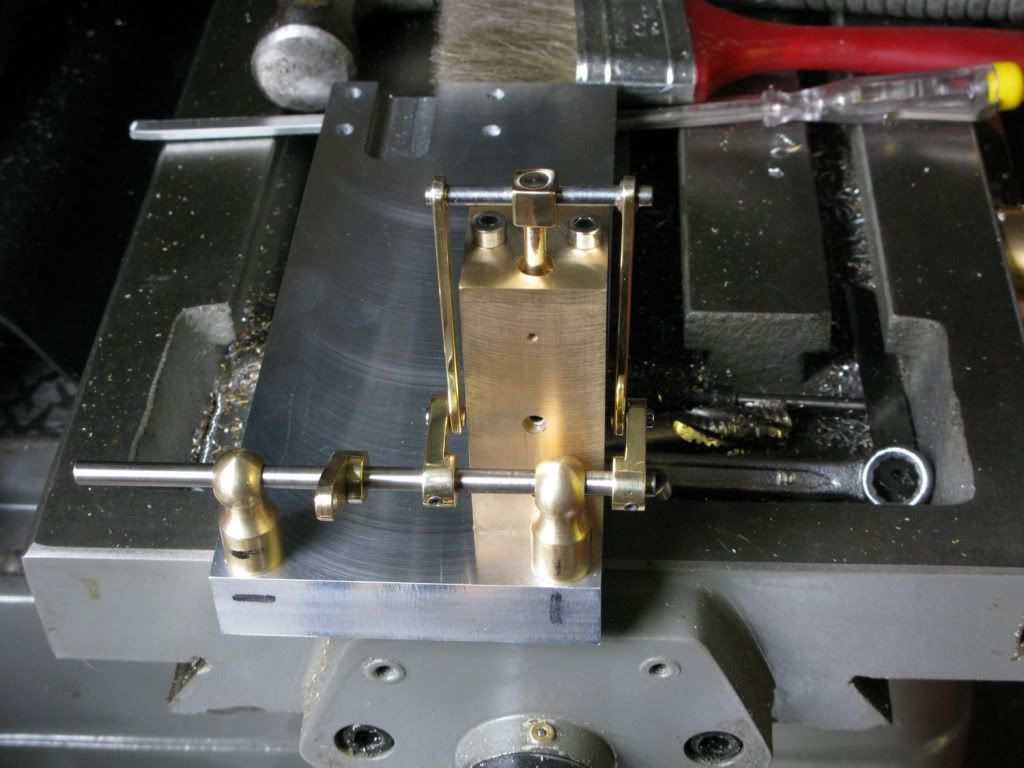
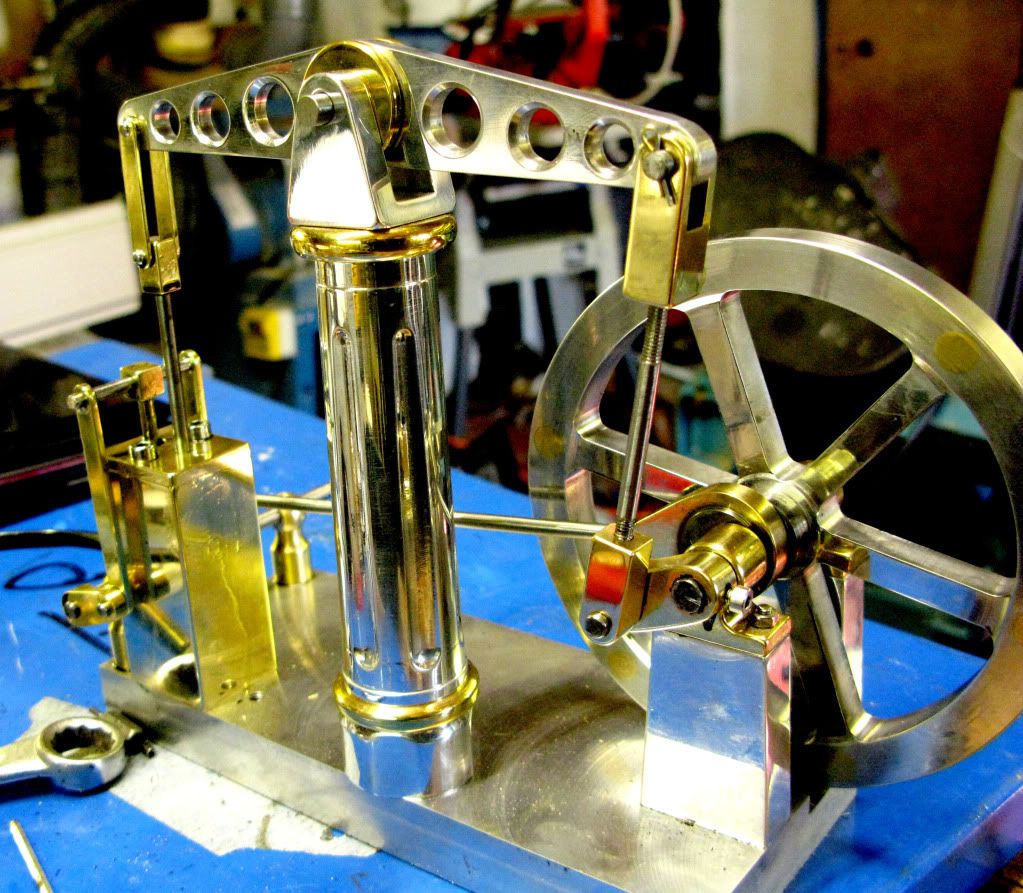
This is the linkage trial fitted to the base and cylinder, and the action feels nice and smooth.
That?s me at last up to date with the build log, and there is not a lot more left to do, in fact I am getting close to the moment of truth, will it actually run after my meddling with the design.
Jobs left to do. First I cut a pin for the valve operating lever from 4mm silversteel and silver-soldered it in place. After pickling I had a good look at it and it was way off square so it was thrown into the scrap bin and I made another lever. This time I made a pin with an interference fit and an 8mm head. Silver soldered for good measure. Success. The 5mm screw is just there for me to hold while it gets polished.
1727
1728.
Next up was to make the air intake nipple for the cylinder block, and block off the redundant 2mm holes that pass through the valve cylinder and into the main cylinder.
When I made the cylinder block I left more meat on the back of the block than was called for on the drawing, an extra 4mm. I did this so that I would have room to peg the holes rather than fill them up with solder and create the problem of having solder dribbling through into the valve chamber as either Kvom and or Brian had experienced on their builds. Its easier to learn from problems encountered by others and modify to avoid them.
The air nipple was straight forward, it was machined to size and the 3mm long boss turned to an interference fit. It was then drilled to 3.5mm and parted off.
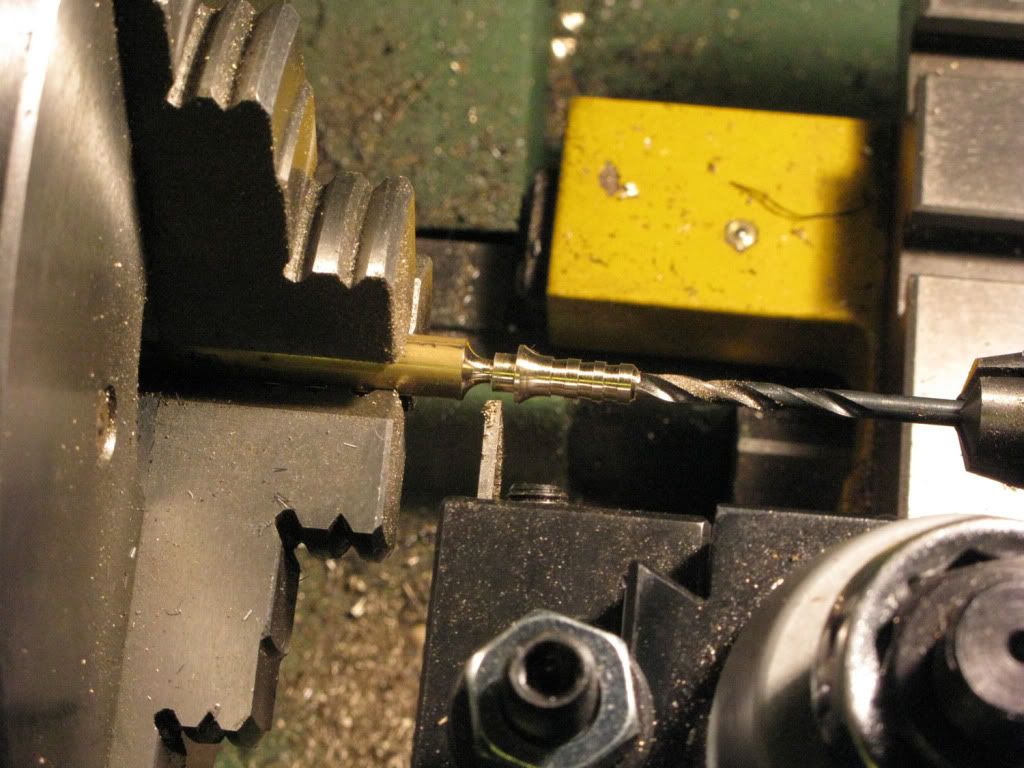

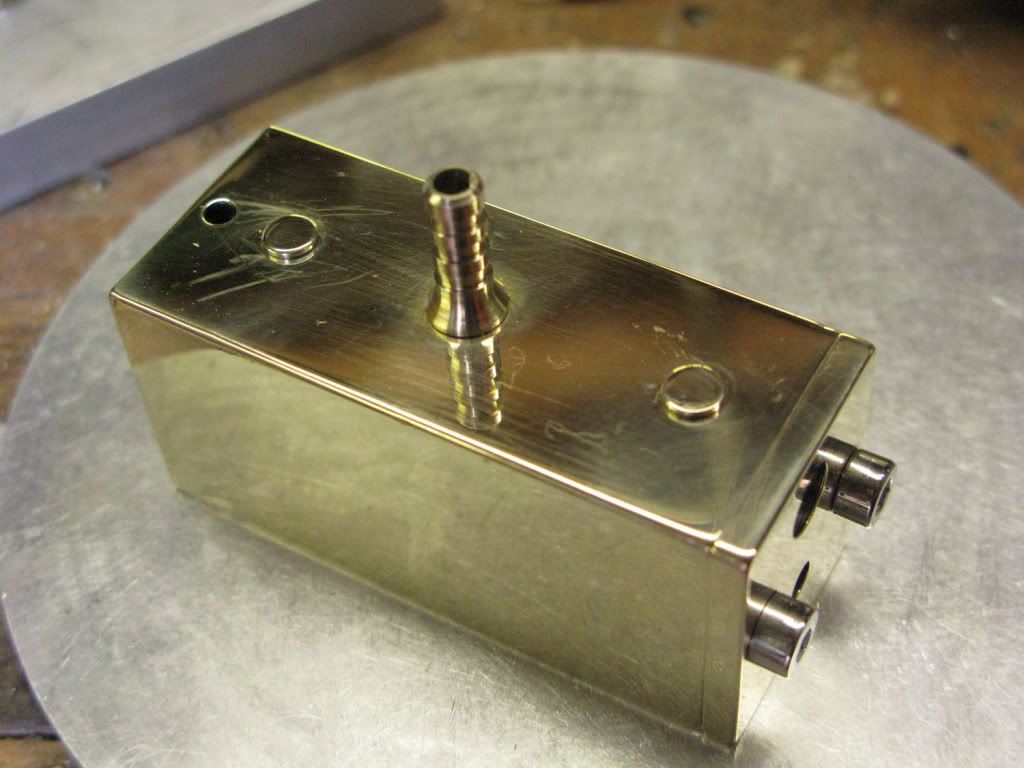
It was then lightly coated with locktite and pressed into the block using the mill vice.
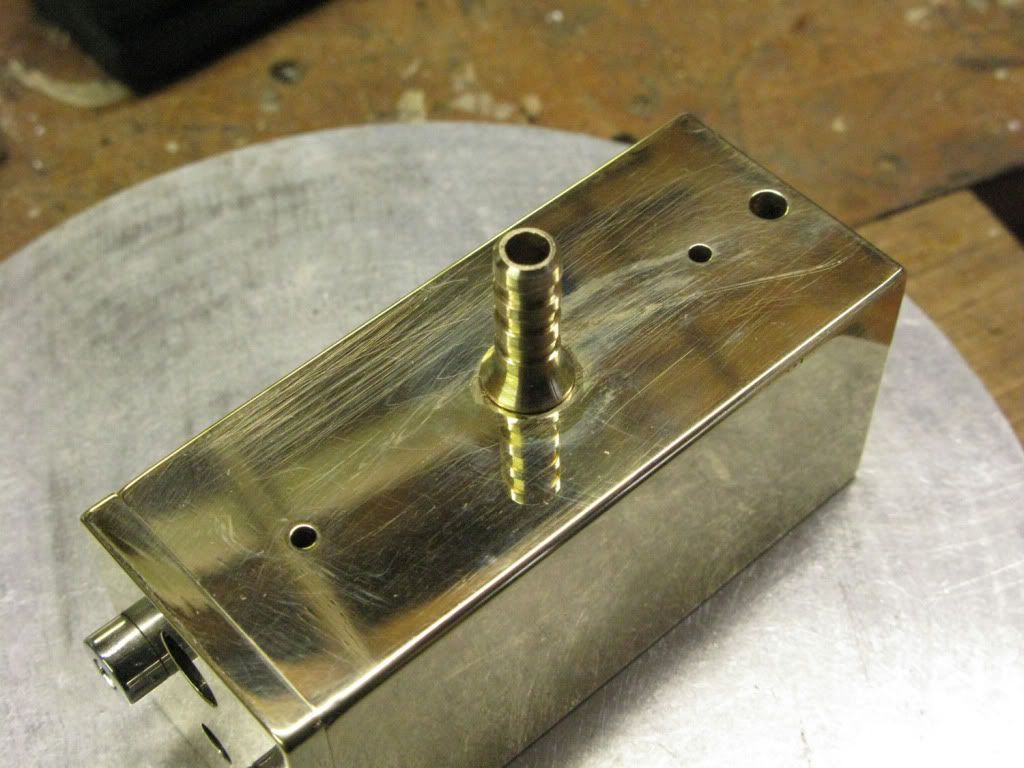
I used the same procedure for the blanking pins, they were turned to a very slight taper over the 3mm pin length using the block to check for fit. and a 5mm head was left on each pin to keep things square whilst they were pressed in.
It sounds like a lot of fiddling just to block up two holes, but the job was done in no time and was a lot quicker than having to strip the block down, then soldering and possibly having to re-ream and lap the valve in again not to mention the cleaning
That?s it, all the parts are now complete, all that remains now is to reassemble it all on the base, fiddle with the timing and, fingers crossed, it will run. But that?s a job for tomorrow when I am feeling fresh. I will also hide all heavy objects such as lump hammers, in case it refuses to cooperate.
Well it?s now tomorrow and I am about to re-assemble it and hopefully make a video of it running, so wish me luck
----------------------------
Well this is it assembled, I will explain how I went about setting the timing for anyone who may be interested, as I had only a vague idea of how to do it, so those who already know, which is probably most of you, may like skip this bit.
I applied 20psi, with no result so I removed the rod connecting the beam to the flywheel and rotated the flywheel to see if the piston would extend and retract as the valve opened and closed.
It would only extend, then I noticed that there was very little gap between the cylinder head and the crossbar that goes through the piston con-rod. I checked the drawing and it showed a gap of 6mm when at the bottom of the stroke, so I inserted a 6mm spacer under the crossbar and tweaked the angle of lever that actuates the valve linkage, whilst ensuring that the eccentric rod was fully extended Locked it up and tried again. I now had piston movement in both directions.
After replacing the connecting rod I applied air again, still no joy, so loosening the set pin holding the crank I rotated it clockwise it relative to the flywheel in increments of about 20* until after several attempts it suddenly sprang into life and the air pressure was quickly reduced, to as low as the gauge would show to get it to run slowly, which is how I love to see a beam engine run. I could not believe I had actually done it, in spite of my fiddling with the design.
Here is the link to the video. This is trial & error as I am not sure how to link video from Photobucket to this forum
Background noises courtesy of nesting birds in the hedge and woodies.

And another one of it running slowly

All that remains now is trim the valve spindle, polish it and make a wooden base for the ally base to sit in.
I had trouble with the timing after dismantling the flywheel and crank to mill a flat on the spindle for the crank grub screw. I must have got the angle wrong because afterwards it would not run at all. What I needed was some way to make small adjustments to the crank angle relative to the flywheel.
I finally ended up making a new shaft with a flat milled on it, for the flywheel/eccentric grub screw. But the crank end I made into an expanding mandrel similar to one I saw in Ramon?s recent build of the table engine, but with the 4mm locking screw flush to the end of the spindle. I was then able to make small adjustments until the timing was spot on and then lock up the 4mm screw
Well that?s it with the finishing touches completed.

and a couple of vid?s of it running again.


Emboldened at having managed to get this one up and running, I am going to get really ambitious and have a go at Stew?s over-crank engine which I just love. The deciding factor in taking on this complicated task, was a comment made by John (Bogstandard) on this forum, which was in essence.
?Just make it one part at a time? and get it right. Thanks for that John I will try.
I am currently half way through redrawing Stew?s drawings, converting them into three dimensional solid, as I find I get a far better feel for what I am about to do, if I build it on the computer first and see how it all fits together. I have always done this no matter the project is and it works for me.
It will probably take me three times as long as Stew but if it finally works It will be worth



