Here is a picture, from the end, of a double start worm.

Worms are typically made in 1, 2, or 4 start configurations. A traditional worm gear must be cut to match the number of starts on the worm. When cutting an angled spur gear to substitute for a worm gear, it makes no difference how many starts on the worm. What's important is the angle of the teeth and this is determined by measuring the angle of the threads on the worm.


The number of starts on the worm, along with the number of teeth on the gear will determine the ratio. A 40 tooth gear with a single start worm results in a 40:1 ratio. A 40 tooth gear with a double start worm gives you a 20:1 ratio and a 40 tooth gear with a 4-start worm gives you a 10:1 ratio.
The worm I am using has a 6.5 degree angle on the thread. So, I need to set my dividing head at 6.5 degrees off parallel before cutting the teeth.
Do do this, I measured and cut a sliver of MDF.
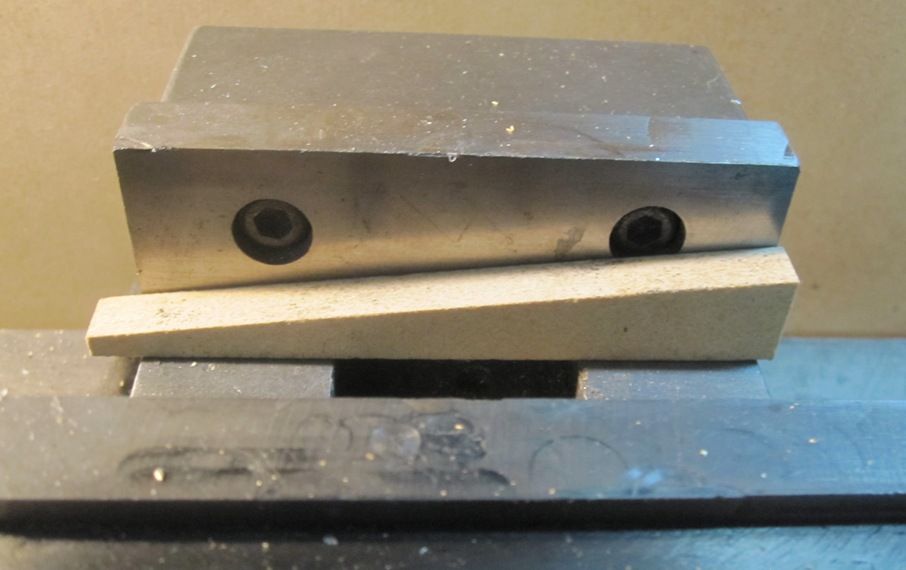
To do this, I first used my table saw to crosscut a long piece to 90 degrees. Then I set my mitre gauge to 83.5 degrees and cut off the sliver shown.
Here is the dividing head clamped in my vise, resting on the sliver of MDF.
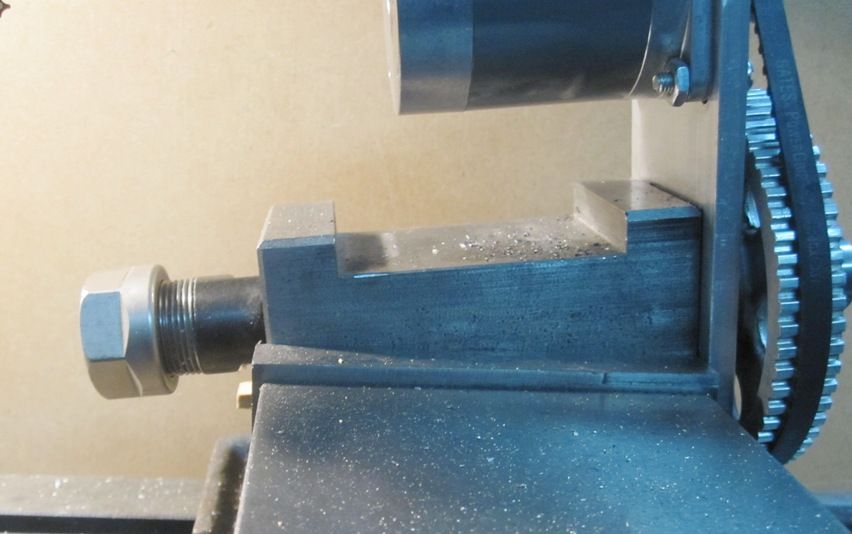
From here, the process is just like cutting a regular spur gear. Cut a tooth (groove), rotate the blank, cut another tooth, etc. As long as your angle is less than about 7 or 8 degrees, you can use the normal calculations for the pitch diameter, the overall diameter of your gear blank, and the number of the involute gear cutter you need to use. If the angle is much greater than that, you need to start using helical gear cutting calculations.
Hope this helps...
Chuck



