It's been a somewhat distracting time of late but I have finally managed to find a bit of time to get that screw cutting done on the top of the case - though not, as it turned out, without a minor anxiety crisis

The 'closed' case was set up first and clocked true to take a final skim out of the bore for the liner to bring it square to the main bore, establish the correct depth and importantly get the screw thread concentric. The case was set square and forwards to the face plate by interposing a parallel and, much against a lifetime of advice never to do so, held with only one clamp bolt as there simply was nowhere to back it up with another. Cuts were kept extremely light and no movement occurred.

A previously turned plug meant the tail-stock could add support for that interrupted cut around the top. The top slide was set over at 30 degrees so the top surface of the exhaust stubs could be cleaned up to get a good idea of their high point
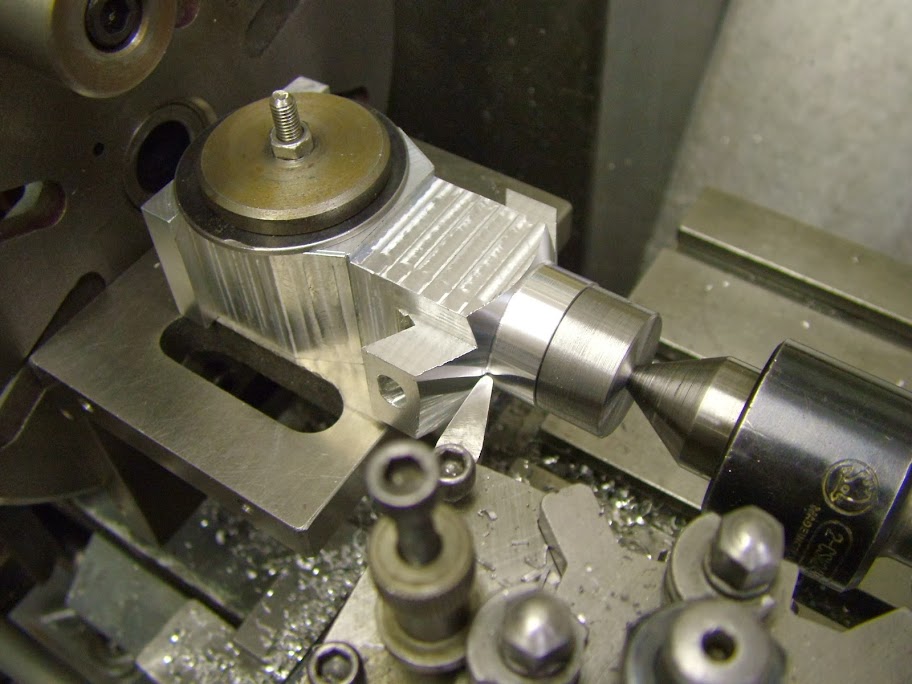
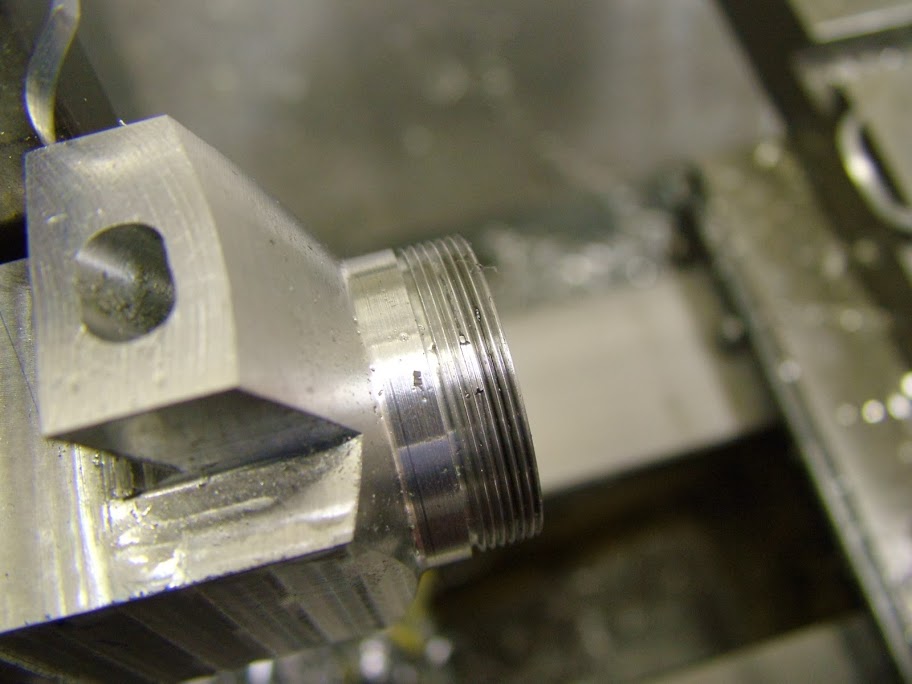
The outer diameter was taken down to 0.2mm above finished size to allow for the milling and fettling ops to fair in. The screwed portion reduced to 26.0 mm then screw cut using a cylinder head for a guage

This first one went well so a change of the change wheels back to fine feed and it was time for the second one. The bore diameters incidentally were done to the same plug gauge as the cylinder heads
Another change of wheels and the last screw cutting. This went just as well as the first until trying the head on. The thread was a little tight so it was gently chased trying the head, the fit improving each time. Constantly aware of the possibility of the ali 'picking up' this was done quite gingerly until, with a slight tightening with less than half a mil to go I felt it grab -

. It was at this point with a rapidly deepening sick feeling that I knew this was not going to be my day

and kicked myself for not using some tallow that I had thought about doing earlier but overlooked. Some releasing fluid was squirted over in the hope it would penetrate and the head gripped with emery to gain a good purchase. Very tight it moved about half a turn. To improve the grip anti-slip matting was then tried - then heating it - then, in desperation, a pair of chain grips used - the only thing achieved was to undo the face plate. Reality dawned - it was well and truly stuck - big time - so for the first time, though I've read and heard about it, I could quickly see that the only way out was to turn it off. Bugger!
The OD was cut back using a parting tool then parted off to leave the 'ring' ...

.... which was very gingerly turned until it began to break up

As you can see most of it fell or was pulled away save this one small piece stuck between the thread - absolutely bloody solid...
But after checking the bore was running true and re-aligning the tool it soon 'turned out' OK - Pheww

Though it's down on diameter by .1 mm that's not so much an issue as the new cylinder head can be made to match
So, though one of them is there as a back up there are still two viable cases


With this op done the lathe is free to make up some plugs for testing the flue on the boiler build and with tomorrow earmarked for boat prep for Saturday it'll be a 'day or three' before the next phase.
In the meantime I hope that little 'epic' is of interest
Regards - Ramon



