Onto the final moving part! This is the "valve control" link that goes between the handle and is keyed to the valve yokes assembly.
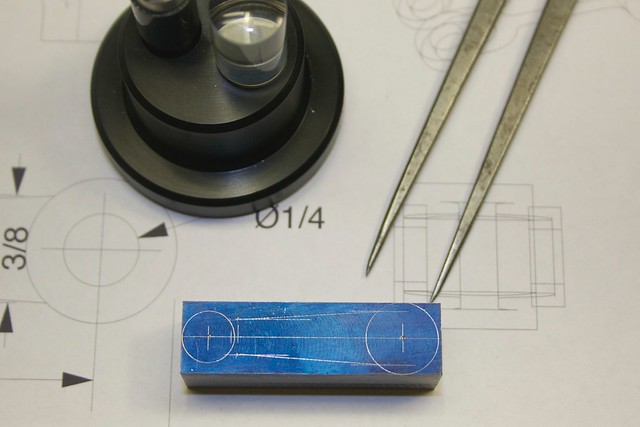
We start with an offcut of 1144SP, milled to size and marked up:
and the first thing I did was to drill and ream the holes:
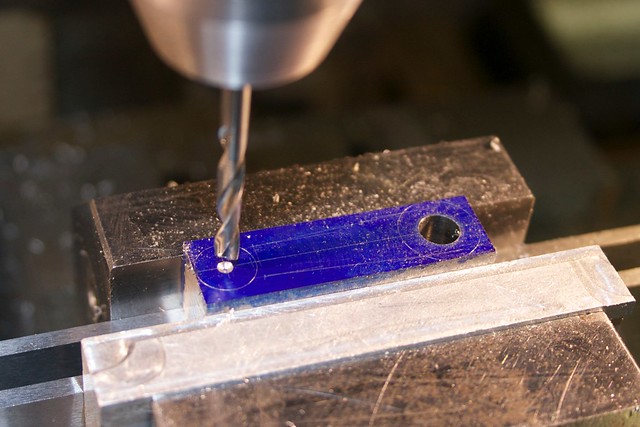
There's another sacrificial hole at right angles to those two holes, which will be used to center the part on the rotary table for turning the outside arc of the yoke.
While the part is still easily held in the vise, I milled out the yoke:
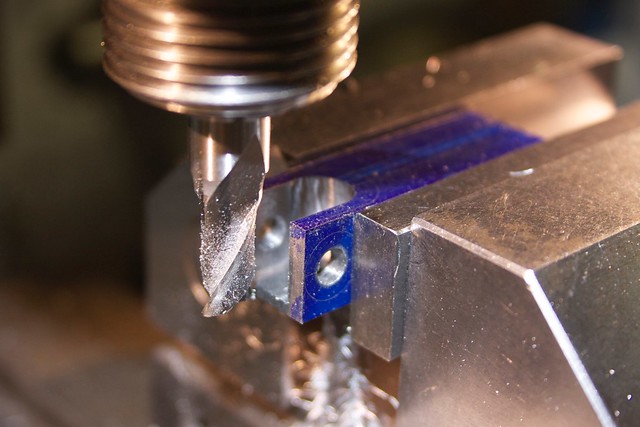
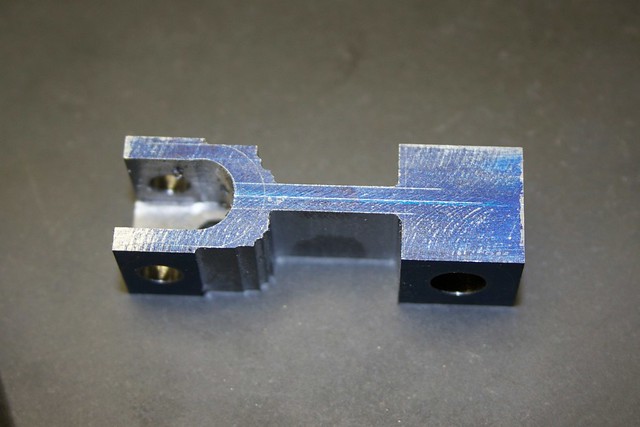
but left a bit of material on the bottom to leave that third hole. Now the sides are thinned down:
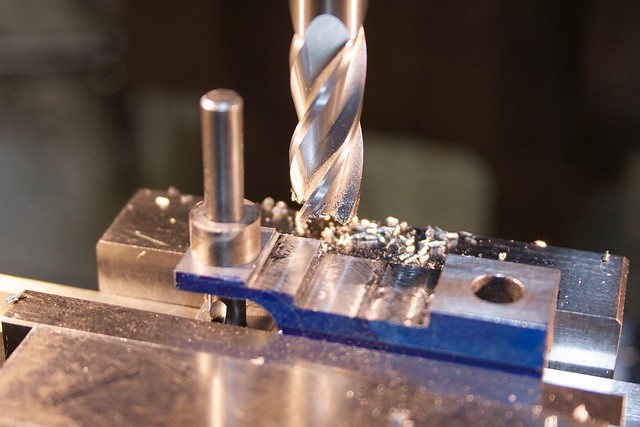
and we're left with this:
At this point we're in with a session on the rotary table. The first thing I did was to mill the outside arcs of the yoke (no photo, sorry). Now I need to mark up the taper, so I know how far to wind when rounding the ends on the rotary table. Some shims under one end give the required taper:
and then we can round off the big end:

That 3/16" end mill was too long for this job; I was getting some singing and poor finish, especially near the tip, but I didn't have another end mill with enough length of cut.
One end done:

Now we can round the other, yoke end, milling away that connecting part in the process:

which gives us this:

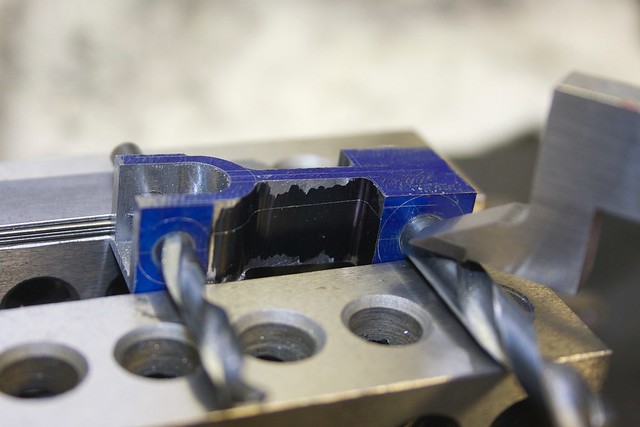
While the part still has some straight edges and can be held in a vise, it's a good time to cut the keyway. I found this nice broach set on eBay, which was sold as used but the broaches still have the protective wax, and are sharp


and I bought a corresponding 3/32" woodruff cutter.
After making sure the broach is lined up with the part, the keyway was cut with one pass of the tool:

This needed quite a bit of pressure, and I had to ease the broach back a couple of times before it would start cutting with another tooth, but it wasn't too hairy. To press the broach I used a lever press that I got locally (some kind of tech lab castoff). It doesn't generate as much force as an arbor press, but worked fine for this job.
The final step was to clamp the part with some dowel and a drill bit to give the correct taper, and mill away the excess, using an end mill with a corner radius:

The valve yokes assembly needs a keyway cut in the shaft, so that was set up in the vise, making sure I had support behind the skinny shaft:

I touched the cutter off the top of the shaft using the "cigarette paper" method (actually some crinkly cracker wrapper which is about 1 thou thick), moved the cutter down by half of (shaft diameter + cutter thickness), and cut in several passes taking about 8 thou per pass. I worked out how deep to cut the keyway by putting a bit of key stock in the matching part, and using drill bits of various sizes to see how far the key projected into the bore.
A trial fit looks promising, with everything snug:

and finally a trial assembly:

Seeing how this goes together it's obvious that I have to move the boss that the control handle attaches to, so I have various operations to do on the base next!
Thanks again for following along, and for the comments!
Simon



