After some time in the garden this morning (things are finally growing after getting some rain here in California), I had a mostly productive afternoon and evening in the workshop (aka garage).
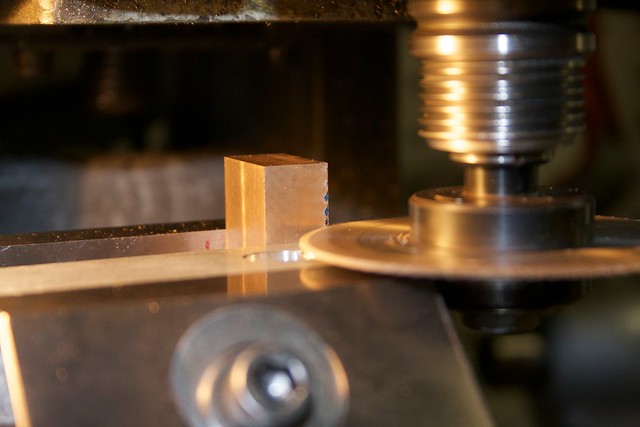
Both the conrods and the crossheads need bearings, so I planned to work on both at once to reduce the number of setup changes. Some bits of my precious Bunting bronze were bandsawed off and milled square, trying to fit the bearings into the minimum amount of raw material. When close to final size I used a thin slitting saw to cut the bearings in two, again trying to save material:
The end result was four pairs of bearing parts (two for the crossheads, two for the conrods). I then soldered the pairs together using electrical solder, but this time I remebered to put some punch marks on the mating faces, and use a bit of soldering flux. A bit of solder wire was laid over the joint, then the part carefully heated on the sides with a propate torch on low, to get the parts to melting temperature rather than blasting the solder directly.

Pretty soon the solder melted and wicked into the joint

Four of those, and we have our bearings in the raw:

I should say a bit about the order of operations here. I'm not sure if this is the usual procedure, but it makes sense to me. For each bearing:
- Square up the material for each half of the bearing, leaving things a bit oversized. You want to aim for the solder join to be on the centerline of the final hole.
- Put a few punch marks on the mating faces to leave a solder gap, then apply flux, and solder as described above. Leave to cool. [Edit: or sweat the parts together by tinning mating surfaces, matching them up, then heating again to melt the solder].
- Inevitably the soldering leaves the two halves slightly misaligned. You can mill them square again at this point, and take closer to final size. Take care that the solder joint ends close to where the hole center will be.
- Then fit to the part (more about that below).
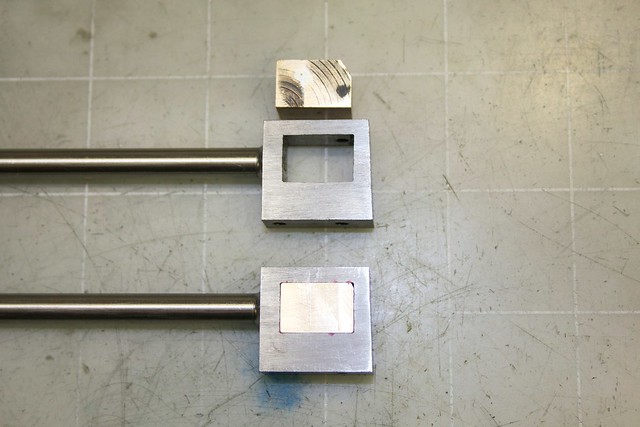
It was at this point, while comparing the conrod bearings with the bearing slot, that something looked a bit fishy

Going back to the CAD model I see that I've made a mistake on the conrod, and taken the slot too deep

However I think I can cover the boo-boo by making the bearing flanges a little wider, but I'll end up with non-square bearings.
Anyway, the conrod bearings were put to one side to focus on the crosshead bearings. First, we make sure everything is numbered so we know where things go on reassembly:

Then comes the tedious process of getting a close fit of the bearings in their slot. This consisted of milling small amounts off the bearings, lots of rubbing on files, and filing the slots with the help of the red Sharpie. I did find that my previous filing with the guides was still pretty skewed, requiring some squaring up with a 1/8" end mill:
I have a second-hand square-section file that has had a face ground down by the previous owner, which turned out to give a very handy safe edge for squaring up the corners of the slot. The Sharpie is also useful to see where things are rubbing as the bearing is test-fitted.
This took about 1-1.5 hours per bearing; here's the first one done:
And the second (or so I thought!), marked up for hole-drilling. I'm drilling them in situ, so the hole is square to the part:
A machinist's clamp holds the bearing in place for drilling:

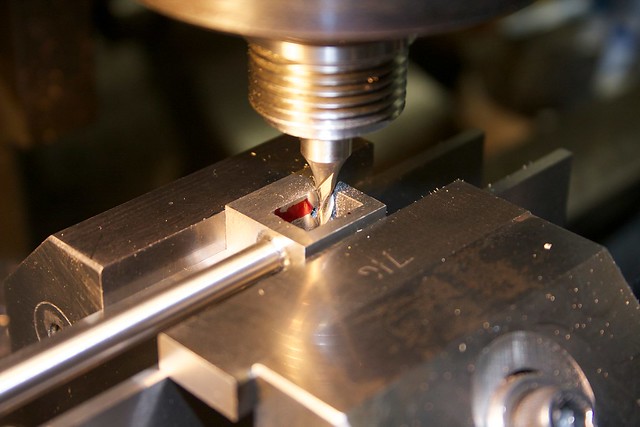
Close to pre-reaming size I did a pass with a small boring bit to make sure the hole was square:

then reamed with a spiral flute reamer (a straight-flute reamer might have problems with the solder joint):

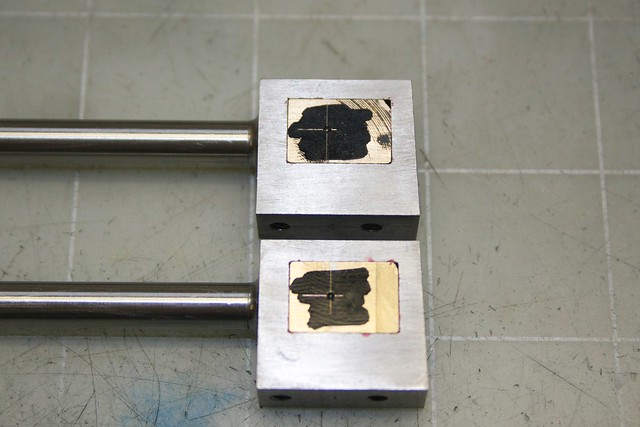
However, when drilling the second bearing I noticed the machinists clamp wobbling around, and found that the whole bearing was too loose. I'd taken too much off by milling, and holding it up to the light showed the poor fit:

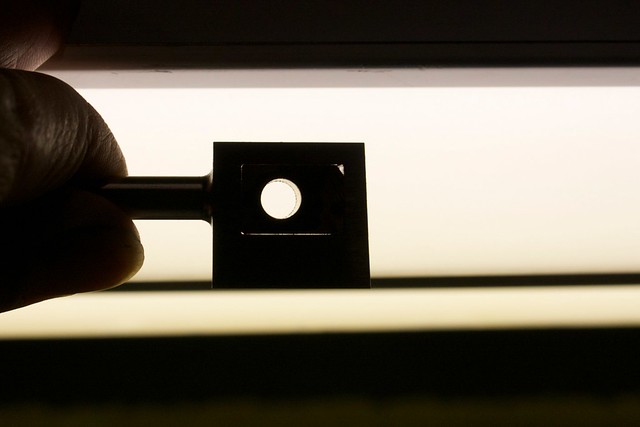
You can see in the second photo how it's only touching in the lower corners. That's bad, because when the bearing is separated, the two halves are going to be really loose, and will probably go askew since they aren't bearing on flat surfaces.
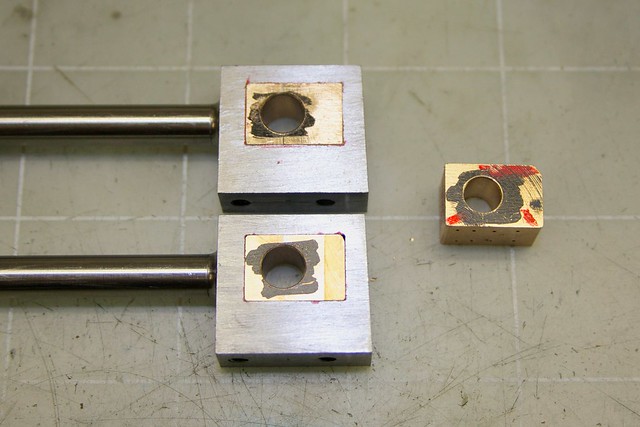
So I remade that bearing, squeezing just enough material out of a couple of bits of bronze scrap from the same stock. The second time the fit was really snug. So, both done, and the reject:
I left the bearings a little over thickness; I plan to put them on a mandrel and take down the surfaces to leave a slight raised hub, so that the forks of the conrod clear the crosshead and bearing body, and just fit the hub. The forks will need a bit of fitting work too.
These bearings will be split, and shaped for the wedge later; at least I can use them in their current form for test-fitting on the engine

That's it for today! Thanks for watching, and with any luck I'll have some progress on the conrod bearings tomorrow.
Simon



