I've been quiet here for a couple of weekends because...conrods!

Quite a bit of work in those. Apologies for the bandwidth-constrained, this is going to be a picture-heavy post (even more so than usual!).
These started life as a bit of 2" 1144 ("stressproof"), which happened to be in the firesale at SpeedyMetals (and somehow I managed to add 2 sticks to my card

). The bandsaw made quick work of cutting to length:

and then was used to cut a flat (slightly hairy clamping here, but it worked out OK):

As I have been well trained to do by now, first order of business is mill down the sawed face to a good flat surface:

and with a few more cuts, we have two billets of material for the two conrods:
I've taken to writing the material on offcuts (and spent a happy couple of hours trying to identify some mystery rods by spark testing, which actually worked better than I imagined

) so my metal collection is a bit more organized now.
Using the rougher to get through the skin:

and then squaring up:

At first I didn't think I liked this material, but it's grown on me.
So, here we are, ready for the real work:
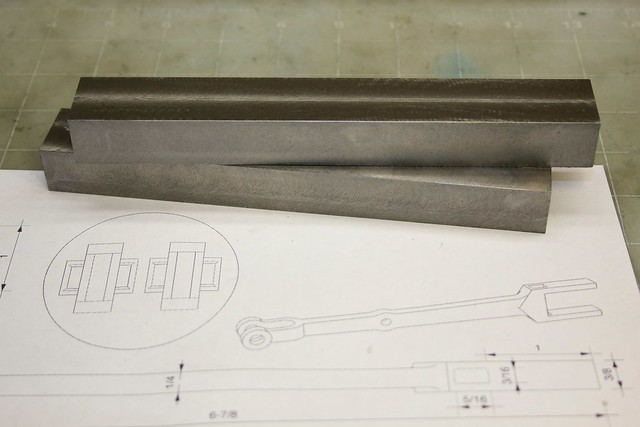
All marked out and ready to rumble:

First order of the day was removing the bulk of the material from each side of the rods. If they are going to warp, they'll do so after this material removal, so I didn't want to do any precision parts before cutting things down. No pictures of that, but it was mainly end milling with the rougher in the vise.
And, yup, even though this is "stressproof" there's some warping. The other ends are clamped together:
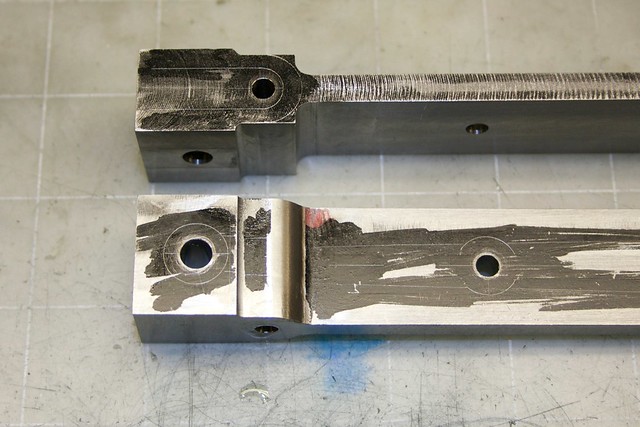
Now we can get closer to final dimensions. First, I thinned the big end:
and used a radius endmill to take the various parts down to near final thickness:
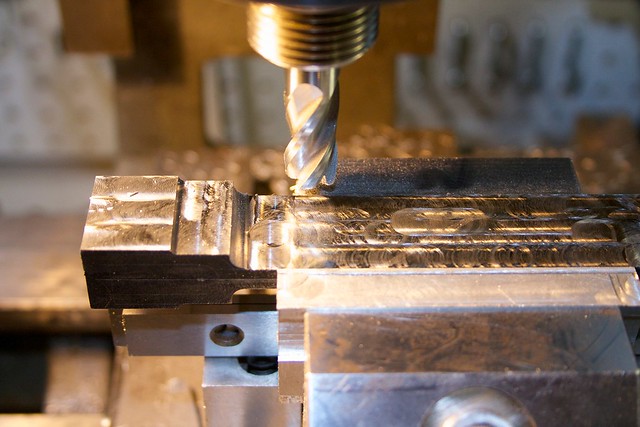
Not getting a very good finish from that end mill: I think it's getting a bit dull. I also used a ball-end mill to profile the join between the forks and the main body:

So we're left with:
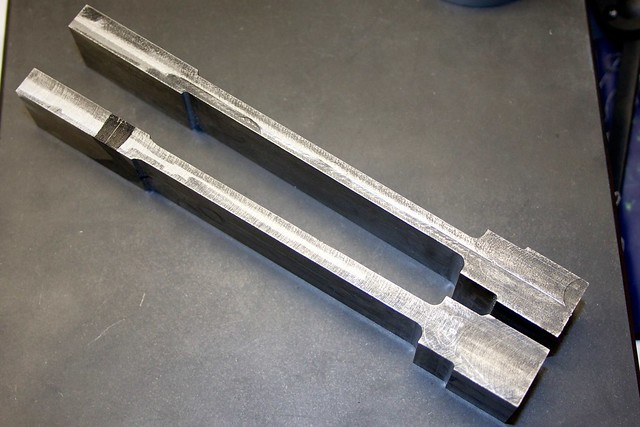
I was careful to do the operations in an order that left me with ways of holding the parts accurately in the vise. So here we've still got full height, allowing me to find an accurate centerline for the holes, and to drill them straight.
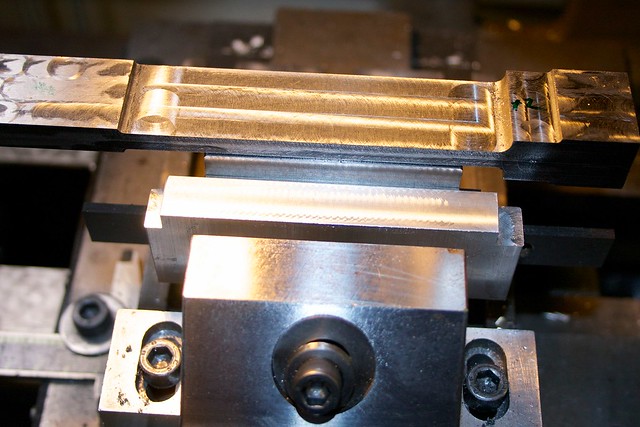
Because of the poor finish from the earlier milling, and still being a few thou over thickness, I wanted to take another skim of the shanks. To avoid any kind of taper, I use the "mill a parallel in place" trick, which is the bit of Al you see in the front here:
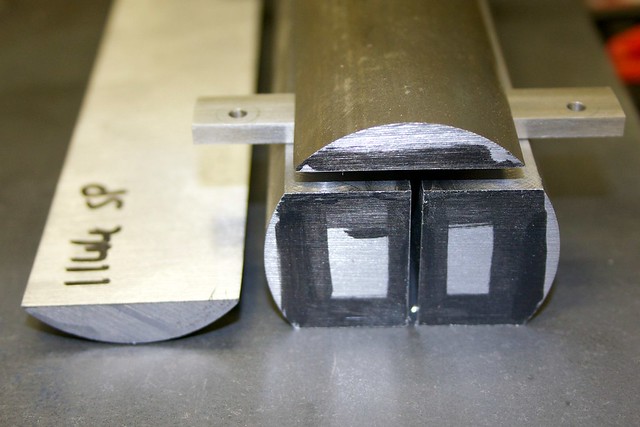
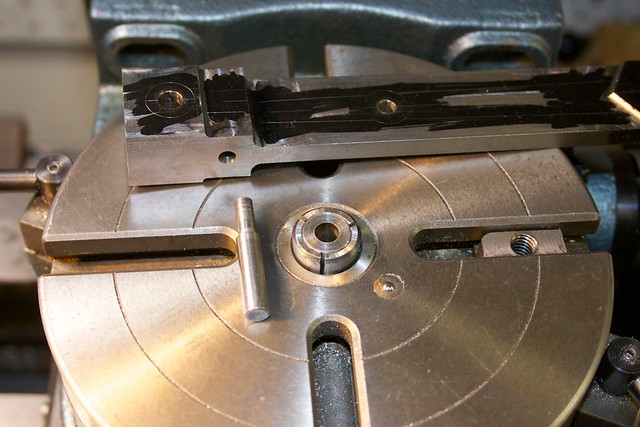
So now all the side faces are accurate. Time to start with some shaping! From the drawings in the eighth photo, you can see that these rods have a sort of "arrow" profile on the sides. To cut these, I set the vise at an angle:

then used the no-so-sharp radius end mill (which has a 60 thou radius), being careful to just touch the previously cut surface:

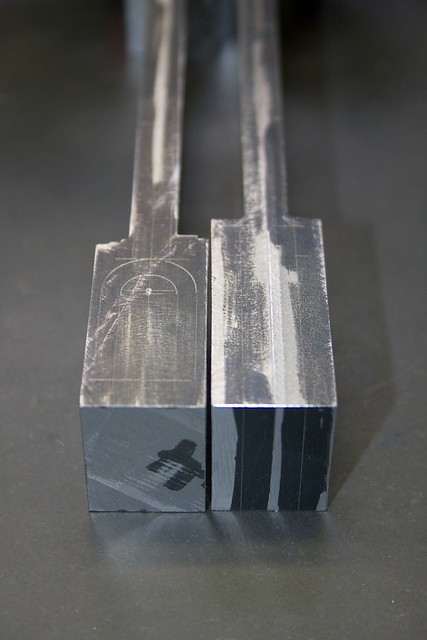
An end stop, in the form of a bolted-down 1-2-3 block, allows all four cuts at the same angle to be repeatable. For the other angle, the vise had to be repositioned the other way. You can see the resulting chevron profile on the left here:
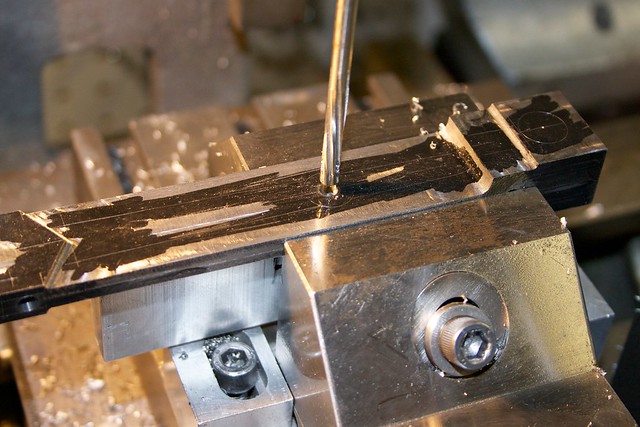
and, also, now is a good time to drill the holes. This middle hole drives the valve linkage, and I drilled the forked end in the same setup (using my poor man's DRO to measure the offset accurately).
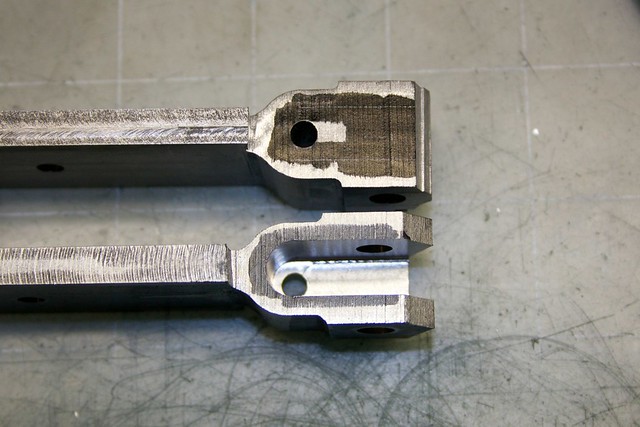
Some other holes were drilled on the other axis:

The big end has a hole for the pin that locates the closing block, and a hole that will be opened into a rectangle to take the cotter. On the right end is a hole that will be used to locate the part on the rotary table to round the shoulders (it gets milled away later).
Speaking of rotary tables, that's the next operation. To locate the part on the table, I use a 2-MT collet and a set of pins I made with various diameters that fit into a bit of 1/2" rod with a 1/4" hole in the middle. These get a lot of use!
I was a bit concerned about the length of cut when rounding these shoulders, but it went without hiccups (as I said, this material is growing on me)

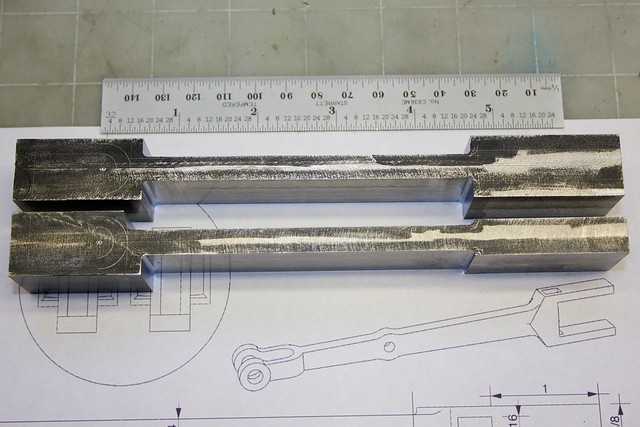
Now, while I still have straight top and bottom edges, I need to cut the space for the bearing blocks. Chain drilling and the bandsaw remove most of the material (and the waste will be used for the end stop):

and then a saw takes out the rest:

Since I always found sawing to be a somewhat mysterious operation, but now get along quite well with them, some words about how I did this might be useful.
First, use an appropriate speed! Calculate the RPMs based on the blade diameter; with larger blades like this, they get pretty low (I was running on my lowest speed, 125RPM).
Second, make sure the part is clamped such that the sawing action isn't going to move the part around. Here I've got the minimal amount of material projecting from the vise jaws.
For this operation, I did a roughing pass followed by a finish pass. For the roughing pass, the part was aligned with the spindle, and simply advanced slowly into the saw blade. Not sure if it's normal, but pretty much all the blades I have seem to be somewhat eccentric, so you'll get cut/skip/cut/skip noises as you do this. I left about 5 thou on all sides (I touched the sawblade off on the top of the part to get my height adjustment set up).
For the finish pass, we need to make sure the "bottom" of the cut is square, so we have to do some cranking of the cross-slide. You want to avoid climb cutting too (where the blade is trying to push the part along in the same direction as the cut), so here's what I did. First, do a cut at final height at the bottom of the U, with the crossslide towards the back of the mill, so that after getting to depth, you can crank the cross-slide towards you to create a flat left side of the cut. Then back out, raise the blade by a little under its thickness, crank the cross-slide back, move the carriage back to go to deph, and crank the cross-slide towards you again, taking another cut. Continue until you get to the top, doing a pass over the inner top surface on the last cut.
One done, one to go:

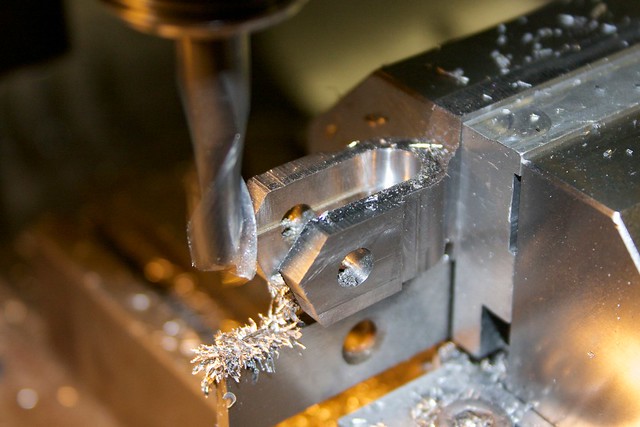
Now, one more operation we have to do while we can still hold the part horizontally accurately, and that's to cut out the yoke. First I thinned down the end on the bandsaw:

and then took out the bulk of the material with a 1/4" mill:

Note the bit of connecting material left to try to prevent those parts from flapping around later.
The slot is finished with a slot drill (2-flute end mill) for final width:
taking light cuts. One down, one to go:
I think that's enough for one post! I'll post part II shortly.
Simon



