Time to talk about the valve plate

As I mentioned earlier, Muncaster designed this engine to be easy to make (no angled drilling of steam passages), and to maintain, so he has a valve plate that sits between the cylinder block and the valve chest. He says to make this from steel, but I used cast iron.
A slice was taken off the lump that donated the cylinder block, on the bandsaw:
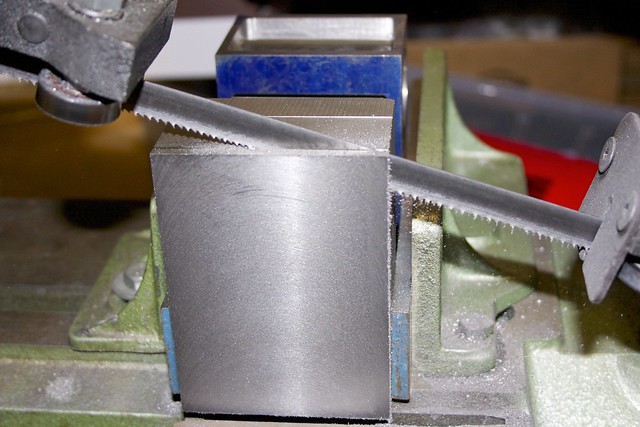
and the rest of that lump will become the valve chest. It's nice to be able to get a reasonably straight cut and slice of a thin piece like this; there's no way I could do this with a hacksaw

I made sure to flycut the block before sawing, to give me a flat surface to work with

I decided to machine this 1/8" plate by glueing it to the other part of this cast iron lump, so that needed a flat surface too. I've got into the habit of running an indicator over uneven surfaces once mounted in the vice and writing on the high and low spots:
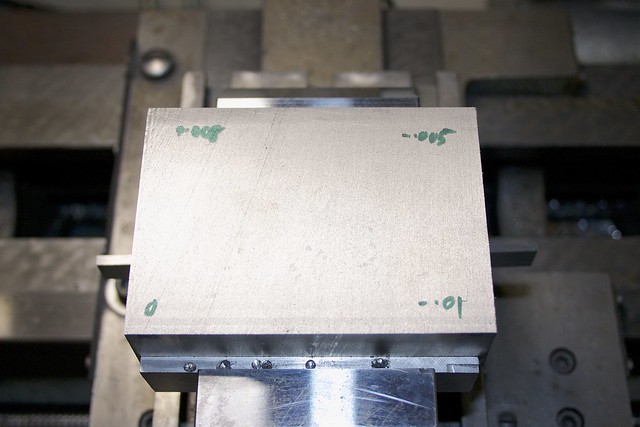
so I know how many passes I need to take and how much to remove on each pass. Once that surface was flat, I superglued the plate to it:
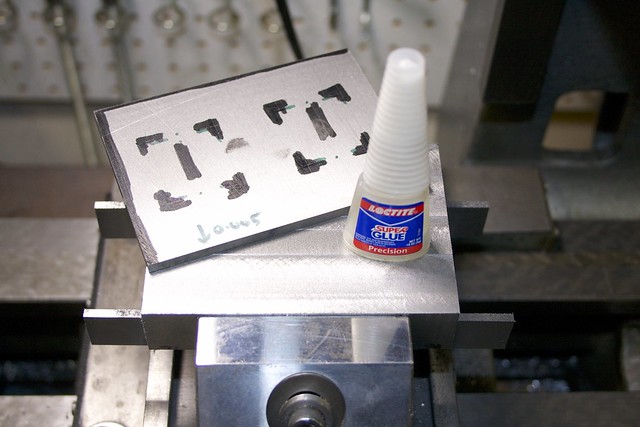
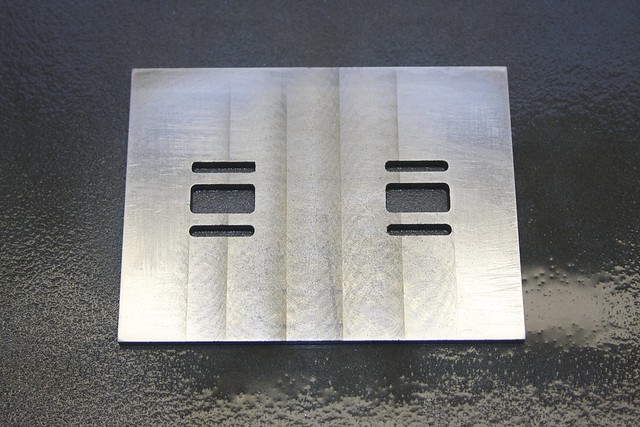
after marking out the valve surfaces. After an overnight cure, 1/32" was removed from the bulk of the plate, leaving two raised areas on which the valves bear. I presume this is to allow for wear if the engine is run for long periods of time:
Then the valve openings were marked out:
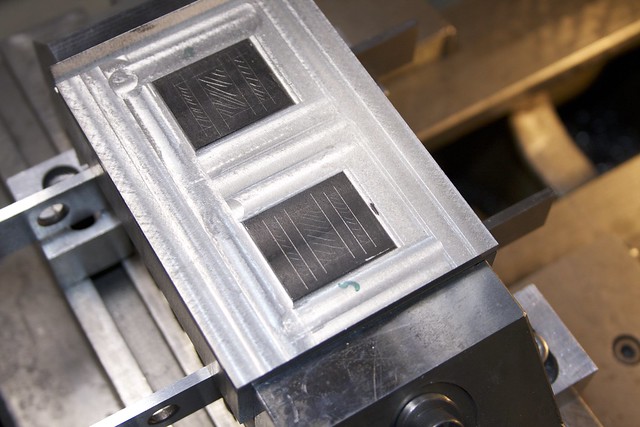
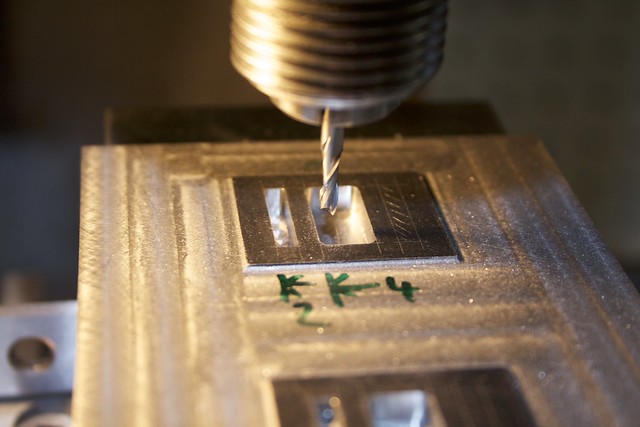
making it obvious which bits to remove. There's nothing worse than milling out between the wrong pair of lines! Those are 1/8" slots, and I find that using a 1/8" endmill gives me slots a few thousands wider, so needed something smaller. I had ordered a 1/16" end mill for this purpose, and after drilling out some of the material, gingerly started in with small cuts. On the first slot, then first end broke. On the second slot, the other end broke when I just looked at it wrong

(Remind me not to buy Chinese-made Interstate mills again.)
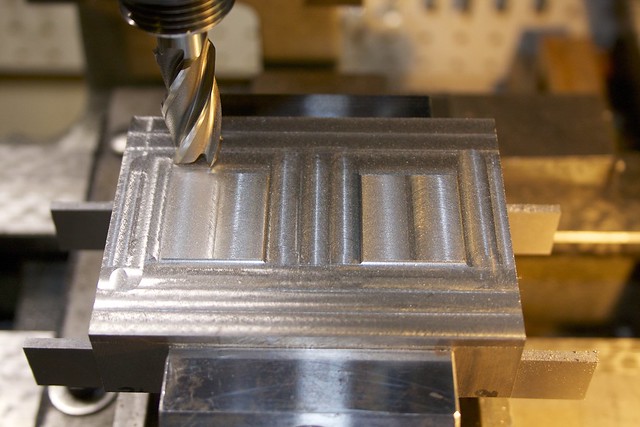
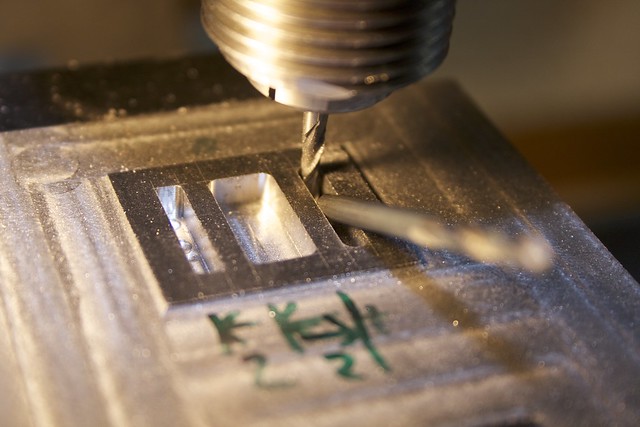
After a couple of days of waiting, the brown truck delivered a nice 7/64" carbide bit, which was so much nicer to work with:
and resulted in some nice accurate slots; here I'm checking slot width with a 1/8" drill bit:
Now with a bit of heat and a struggle the plate was separated from its parent block:

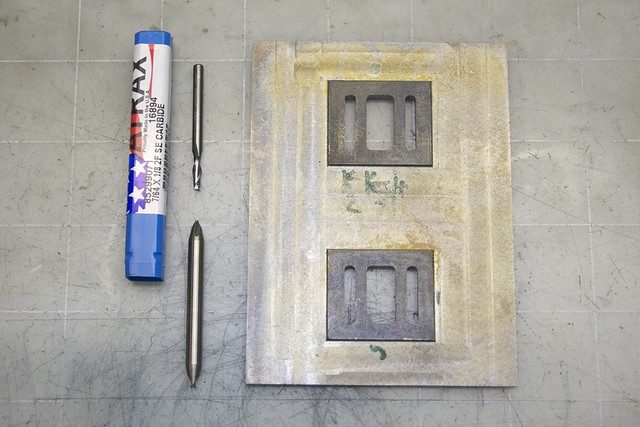
Here's a shot that shows the broken vs. quality end mill:
Now to clean up the surface with some wet&dry on the glass plate:

Uh oh, something's not flat

My plate seems to have warped pretty badly (a few thou in the middle). So it was back onto the mill with it for a skim:

but back on the glass plate, the sides are high now!

Almost and hour of rubbing on wet&dry and filing didn't want to correct that, so I looked around for other abrasives, and spotted the Timesaver compound. Since I had that mixed up, I might as well do the top of the cylinder block, and, hey, isn't there something about rubbing three surfaces together gives you a perfectly flat one (the third is a face of what will be the valve chest)?
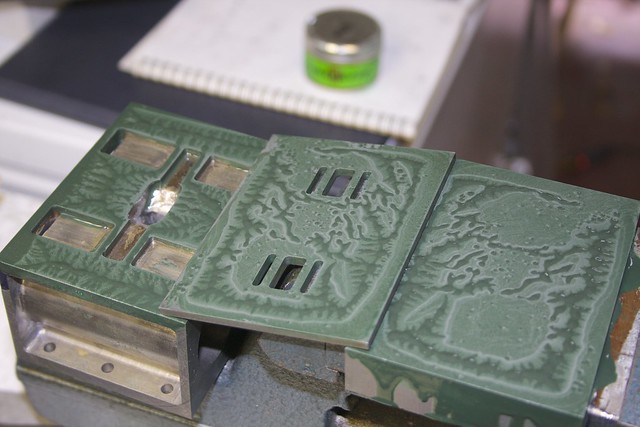
A treatment of coarse followed by medium compound did a reasonable job:
I'm not getting out to the sides and corners as much as I'd like. And see that shiny spot in the middle of the valve plate? Yeah, that means the plate is high in the middle again...but that's probably OK since clamping it down around the edges should result in a good seal around the steam passages. Not sure if I'll have a gasket under the valve plate?
The valve-bearing surfaces also got a rub with the Timesaver compound, so they should be almost ready to take the valves.
So that'll do for now. I'll probably have another go at those surfaces once it comes to assembly time. Making flat surfaces is hard

I guess that's where a surface grinder comes in handy!
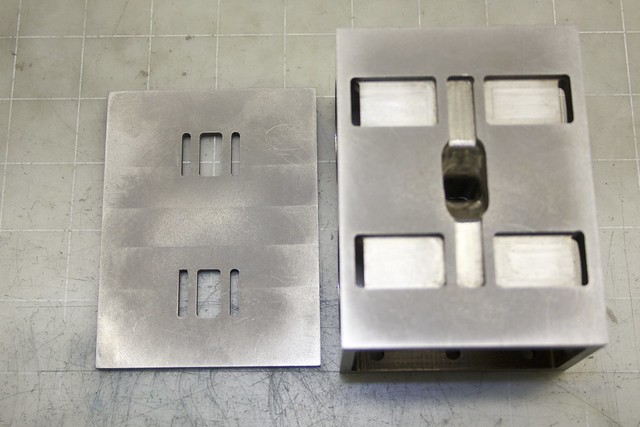
Next will be the valve chest, which I'm hogging out of that lump of iron. And this stack of parts is topped off with a valve cover, which will be yet another slice of CI.
Simon



