Had a very boring day today...and it was a success

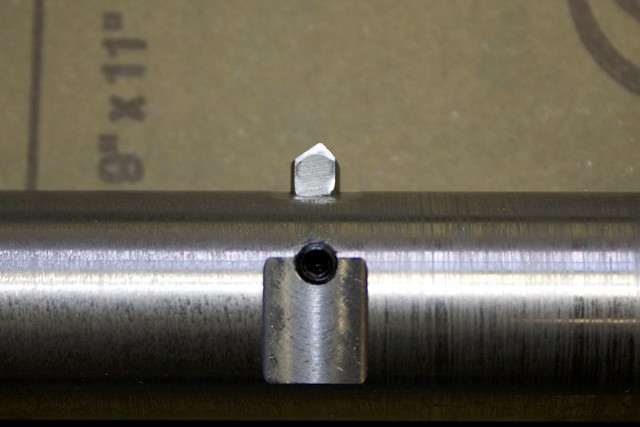
First I raided my broken tools box for a bit of 3/16" HSS, and found a broken BA tap with the right diameter, so I ground a bit of a groove where I wanted it to break, and broke it in the vise (covered with a cloth, hit it with a hammer!), then ground it down. It's the one on the right here:

with the carbide on the left. The only critical dimension was that the flat at the end needed to be at the same depth as that on the carbide, because I drilled the hole in the boring bar to put this flat on center.
Jason, I put angles on both sides so that I could take boring passes in both directions, at least for roughing. Here it is in situ
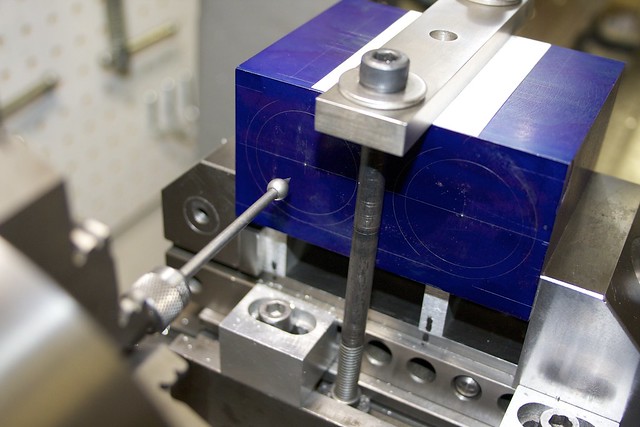
I set up the cylinder block again in the vise, and got everything dialled in. However, I wasn't happy with my adjustable parallels under the block, as I measured just under a thou difference between one end and the other on the larger parallel. So I trimmed down a couple of bits of aluminum plate, holding them in the vise at the locations where they would be used (note the Sharpie marks on them the two bits of plate, and corresponding marks on the vise):

After measuring the center height of my lathe, I could compute how tall these parallels needed to be to give me my correct hole center. Milling them in situ ensure the correct height, and accurate flat tops for the workpiece to sit on.
Here's my final setup, complete with the a nice steel clamping bar on top, with holes matching my T-slot spacing. That bar ensures that the block is held down tight onto the parallels. I'm checking the center height with a wobbler:
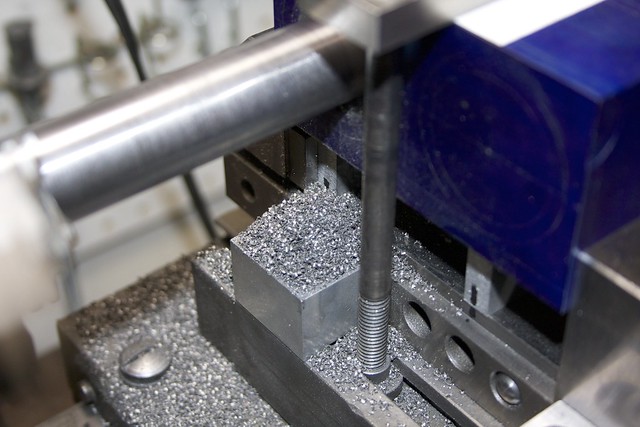
And we drill! I started with a spotting drill, then drilled with something around 1/4", working my way up by roughly 3/64" intervals.
The flutes on the smaller drills weren't long enough to provide chip clearance near the bottom of the hole, and this is what happens
if you don't have enough chip clearance and the drill seizes


Luckily the belts would slip on the lathe before anything bad happened

After that I was more cautious and peck-drilled to clear chips.
Pushing the part with the tailstock ram worked a treat.

I used my tailstock die holder as a pusher, since it has a convenient hole in the center that allowed clearance for the drills to emerge from the block.
Eventually I made it up to the cheap Chinese Silver and Deming drills I got at a yard sale:

and things got a bit dicey. These things have so much runout you wouldn't believe it

. As a result, the side flutes don't clear the chips properly, and they get wedged around the sides, causing sticking:
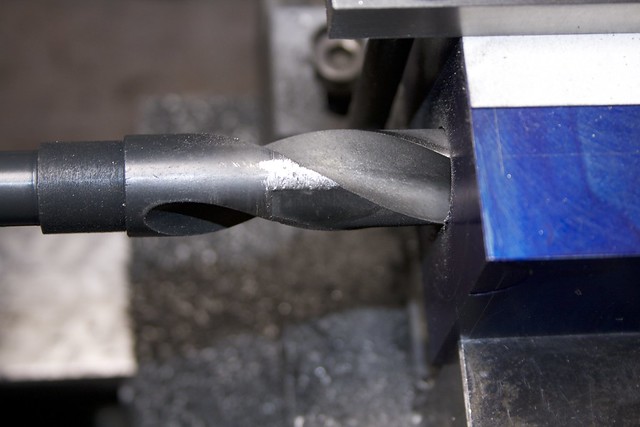
You can see that I took a file to it to increase the clearance, and find I could easily file here; seems like only the tips are hardened?
After those big bad drills it was a relief to get to the boring! I set up the boring bar between the 3-jaw chuck and a live center, and started with the carbide bit. I found a half turn of the adjustment screw (32 TPI, so 0.03125" per turn, 16thou for a half turn) was good for a roughing pass, with the lathe running at 210RPM and using the power feed. I cut in both directions while roughing. The chips look good!
I'm glad I marked out the diameter; it made it easy to decide when to switch to the HSS bit at the point where I had maybe 3-4 passes to go. I'm also really glad that my ring gauge had two diameters about 6 thou apart. Here the first slips in:
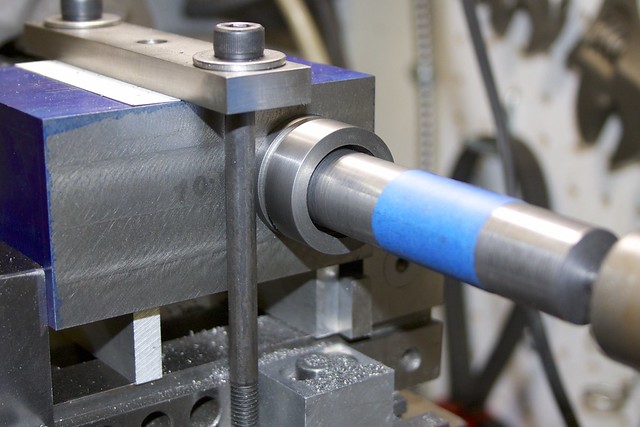
so I know I need to advance the tool by about 3 thou. At this late stage I used an indicator to measure tool advance:

and found that I could easily adjust to a few tenths this way. I made a final spring cut at the end, but there was almost no spring with this rigid setup. When I was more organized on the second bore, I also made sure to only do the final cuts in one direction (moving towards the headstock), since the power feed can cant the carriage slightly.
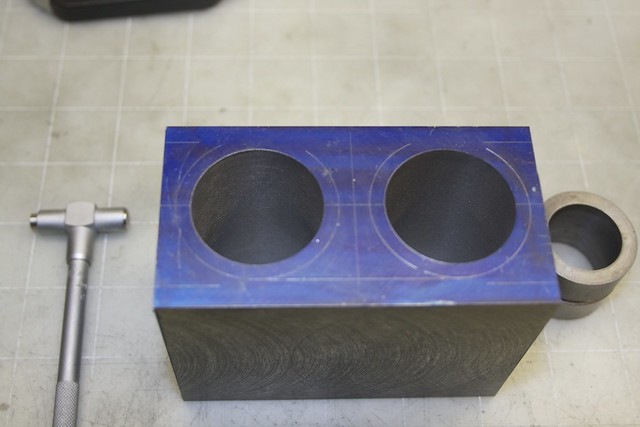
When the first bore was done, I used both an indicator and the dials to move the crosslide by the required 2" (got 10thou of disagreement
and went with the indicator), then checked center with the wobbler on the second bore. Drilling and boring went much as before, and I was lucky to get the second bore almost a dead match for the first. A bore gauge shows them both close to 1.375", so I'll take that! I'm also quite happy with the finish; I think they'll hone nicely.
Phew! Feels like a hurdle cleared to get that done

Next is making a mandrel to hold the block while I do some shaping of the outside on the rotary table.
Simon



