After a few-week hiatus (consisting of a trip back to the UK

) I'm back at it on this engine!
I'm putting a casting angle (1.25deg) around the external sides of the base, and the inside of the crank end. For this I need some angle blocks, so I use trig to find out how far apart I need to put a pair of parallels, one 1/8" taller than the other, and it comes out to 5.something". A big parallel, plus the vise width, plus an adjustable parallel make up this width:
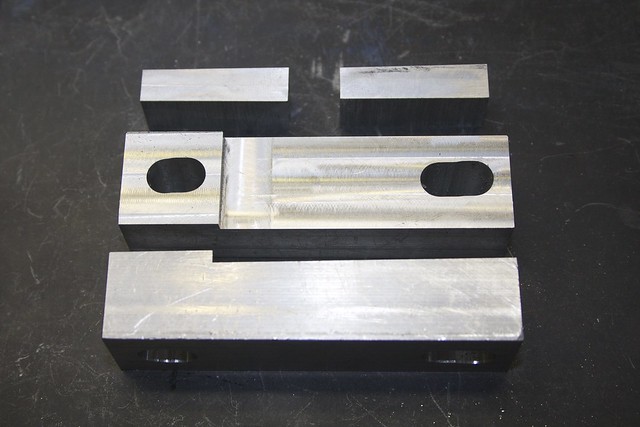
and with a plate across the parallels I can mill the angle blocks. I made two sets; one for clamping directly to the milling table, with a 1/8" step and holes, and a smaller pair for use in the vise:
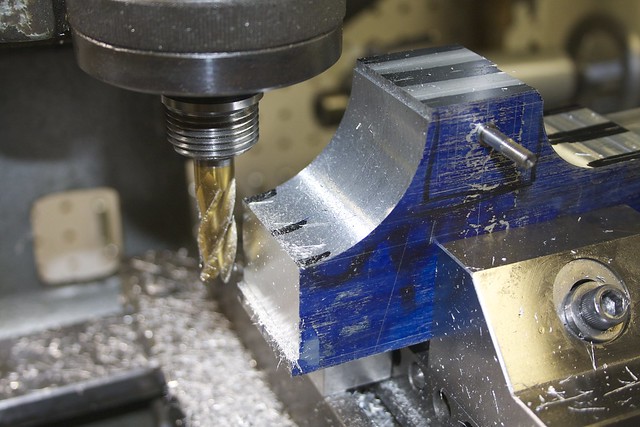
Now we can put those angle blocks to work! I started with the base end pieces. Here's one on its side in the vise, with the base of the part clamped against the angle blocks (on the right side). A bit of bar on the left ensures that the part's angle is controlled by the angle blocks and not the vise jaws.
Now I'm ready to mill the base radius with a 3/16" ball end mill, in three passes:
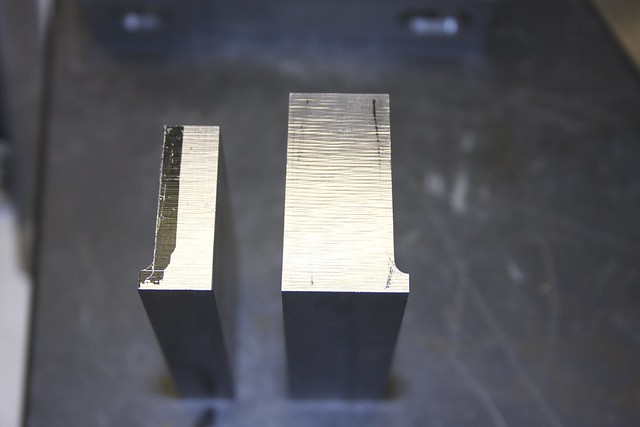
and the rest of the material was milled off with a 1/2" cutter. Do that a couple of times and we have our end pieces:
Now the long base sides pose a bit more of a challenge, given their length.
Before going any further, I located, drilled and reamed a hole corresponding to the main crank location (this will be milled away to create the bearing slot later, but it's useful now as a datum, and to keep the parts aligned). I also drilled for the valve adjustment lever. Now I can keep the parts together for the next few operations.
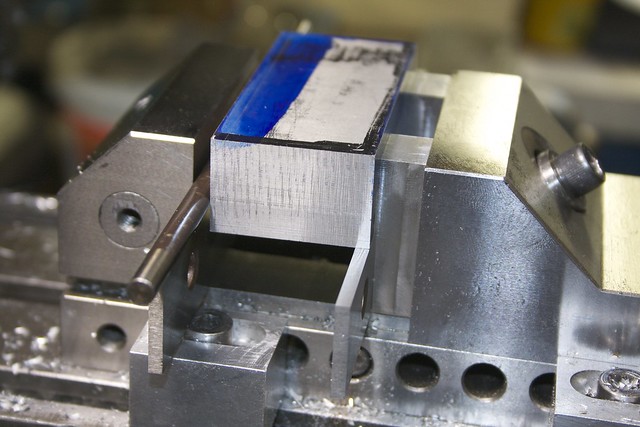
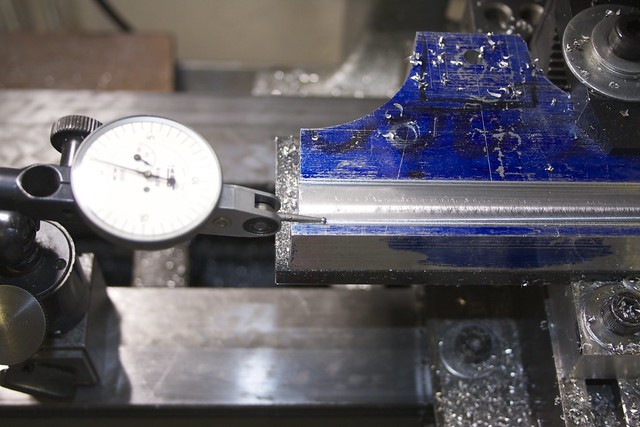
I have to mill the ends of the side pieces from the top; there's no way I have enough headroom to do what I did for the end pieces above. So the sides are held in the vise, and tilted to get the casting angle. I'm using one of my angle blocks and an indicator to get the angle right:

I took off the bulk of the material with a rougher, then cleaned up with a 1/2" end mill, leaving enough material to form the radius later:
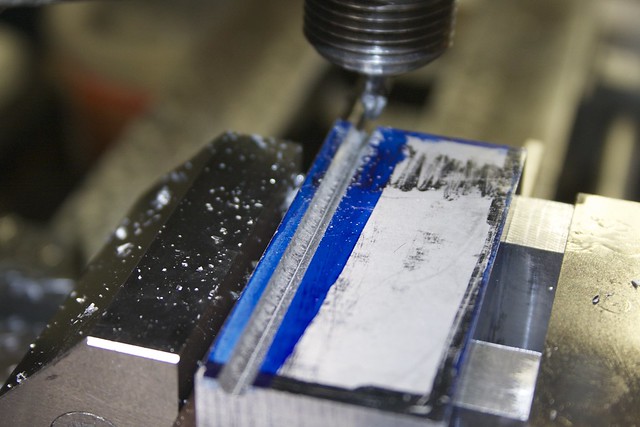
Finally I used the 3/16" ball end mill to do the profile. My end mill was only just long enough, and on one end I was a bad person and put the end mill in a chuck, because it was the only way I could get enough clearance to make the cut. But taking light cuts there were no mishaps.
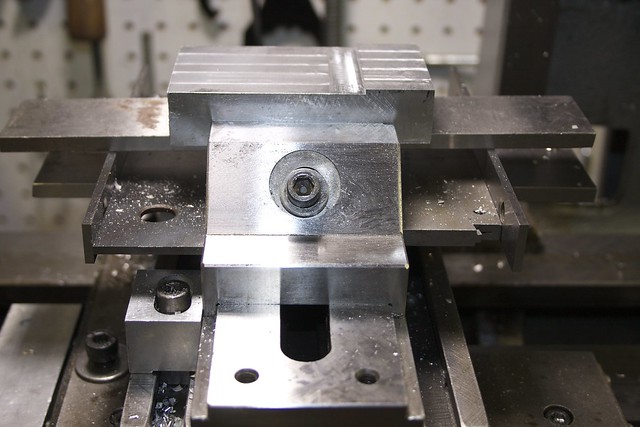
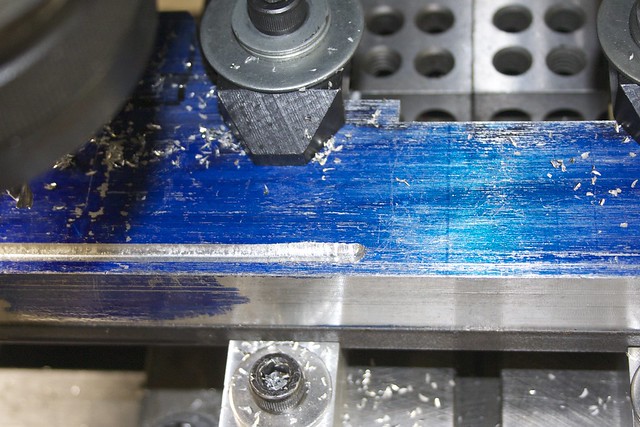
Now it's time to do the long sides! We're really pushing the limits of my machine here:
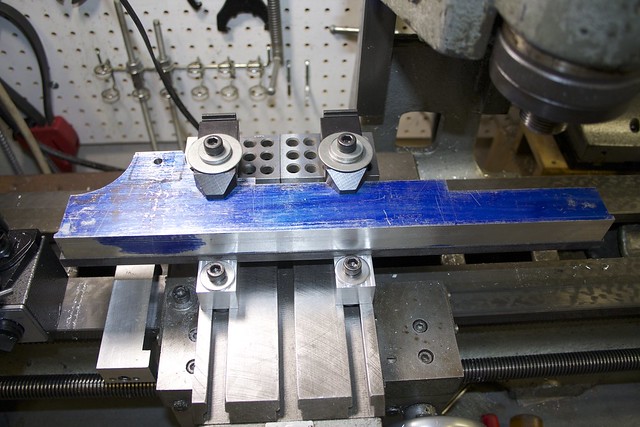
The stepped angle blocks earn their keep, and a bit of hardware store hot-roll flat bar adds some mass and stiffness under the part. I used an indicator to carefully tram in the part, since any error here would be very obvious over this length. It's not obvious from the photo, but the angle blocks are tilting the part such that the front edge is lower than the back.
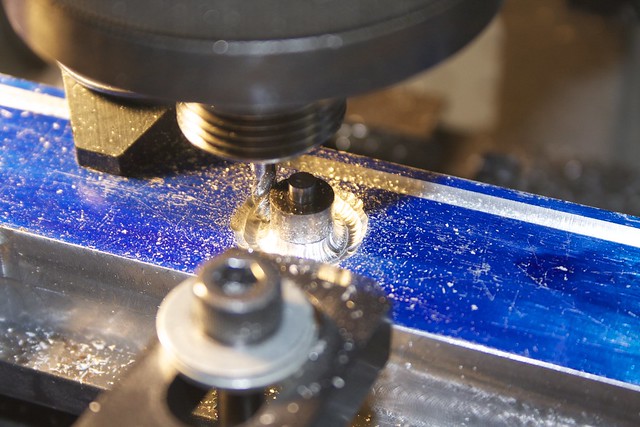
Again the first step is the ball-end mill, under slow power feed doing three passes:
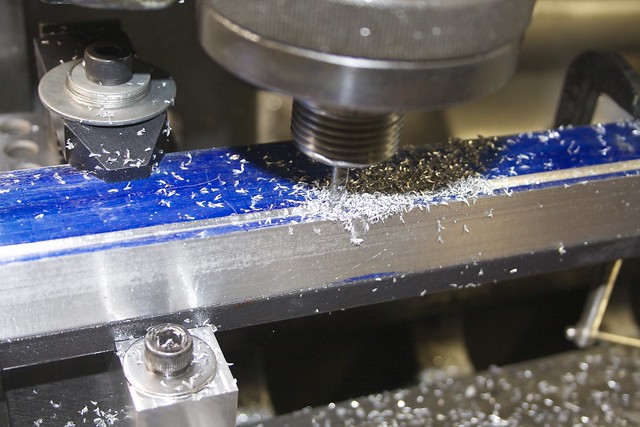
On the first pass I was feeding too fast, and the cutter clogged and broke a flute, which was obvious from the change in noise and the uneven cut:
Luckily it's a two-ended cutter, so I flipped it around and carried on a bit more gingerly!
The bulk of the material was removed with a 1/2" cutter again. Here I've done one pass close to final depth, and I'm using an indicator to measure the difference in depth between the profiled channel and the new cut, so I know how far to drop the cutter to get things to match:
There is a quarter-round profile around the bearings that I'm going to try to machine from the bulk material, so we leave the bearing area alone:
After completing one side, I'm pleased to see that I'm spot-on depth-wise at the top of the part with my marking-out. The power of maths!

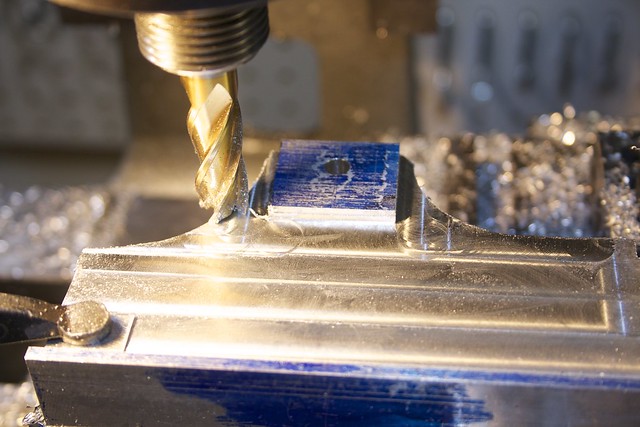
The second side has a boss for the valve lever, which I scoop out freehand with the ball-end mill and a filing button (if the button starts spinning, back off!):
and after taking off the rest of the material on this face, I finish off this boss on the rotary table:

which requires doing four separate cuts since I can't rotate the table all the way around with this long part!

The results aren't bad, though:

but I might end up re-doing this profile with a smaller radius later.
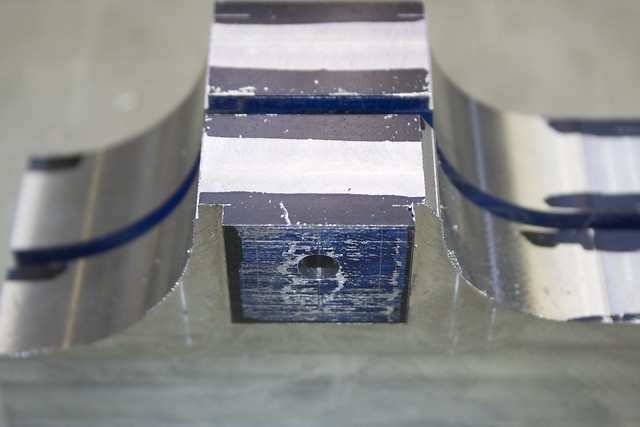
So here's what we end up with:
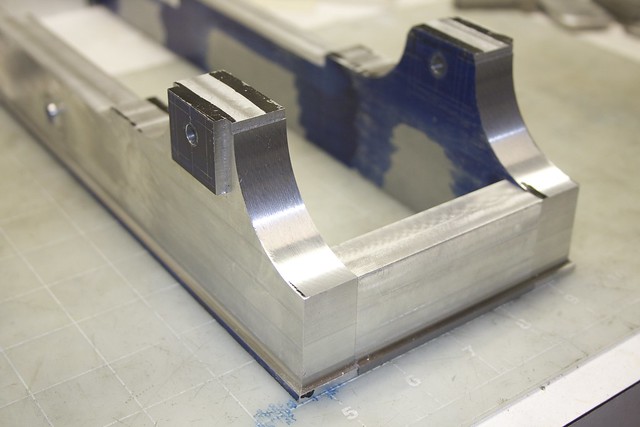
Next is removing material from the insides of the base sides!
I'm also a bit unsure how to do the top plates. It would be sensible to use steel for stability, but there are quite a few projections (oil wells) around the crosshead slides and other bosses that would mean a lot of material to mill away, so I'll probably use Al.

Simon



