It's been far too long since my last update

, due to a combination of weeding in the garden, engineering of the software variety, and putting up some shelves in the garage which was a good excuse to clean the workbench:

One thing I got done which I've been planning for a while is to find a metal shelf to hold the indicators. I found this metal shelf by Umbra at the Container Store ($12), and it's perfect:

Back to the engineering! As I mentioned before, I really wasn't happy with the first set of drain cocks, particularly because they all ended up at different heights, necessitated by the washer thicknesses required to have them all line up. Not only was this unsightly, but caused problems for the joining links. They were also too short, lacking clearance with the underside of the top plate of the base.
So we start again on the drain cocks, using some slightly different techniques so that they match better.
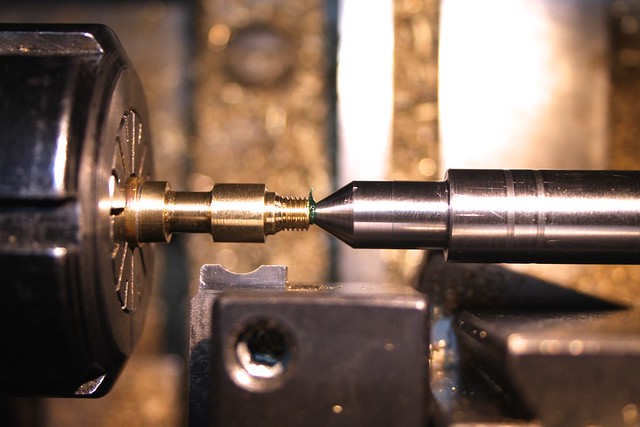
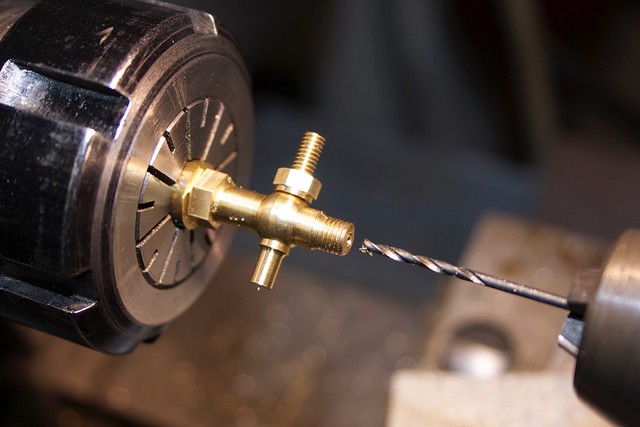
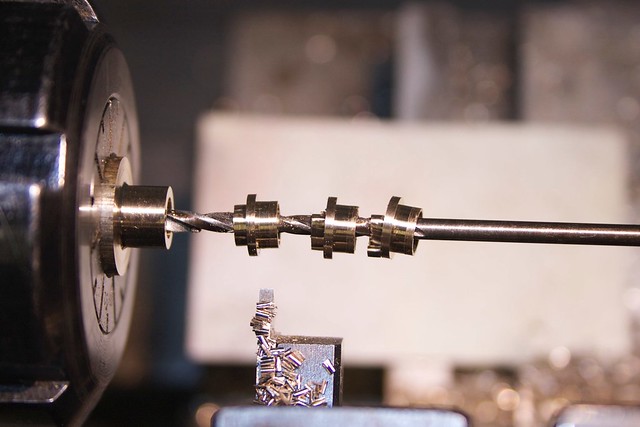
First, instead of cutting the globes when they were still attached to the parent stock, I parted each one off after some rough shaping, threaded the base and drilled through, and then set each one up with its Al washer in a fixture which was unmoved between the four parts. This required a bit more end support when applying the form tool, so a taper was cut on a bit of 1/2" drill rod to act as a dead center:
That gave me four (oops

three, with one of the older ones at the top) matching parts:

Of course all the tapers have to match, so that required a new set of spindles and a taper D-bit too.
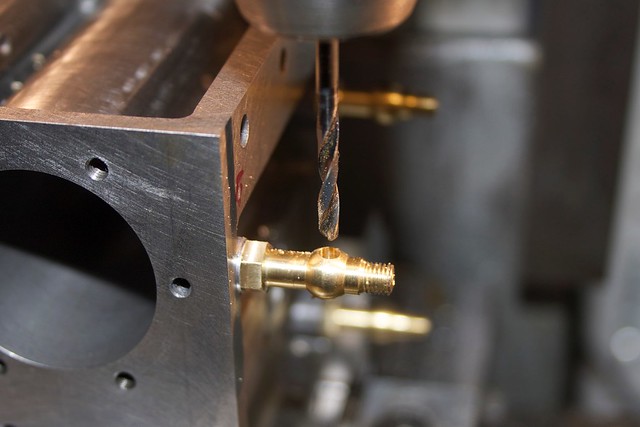
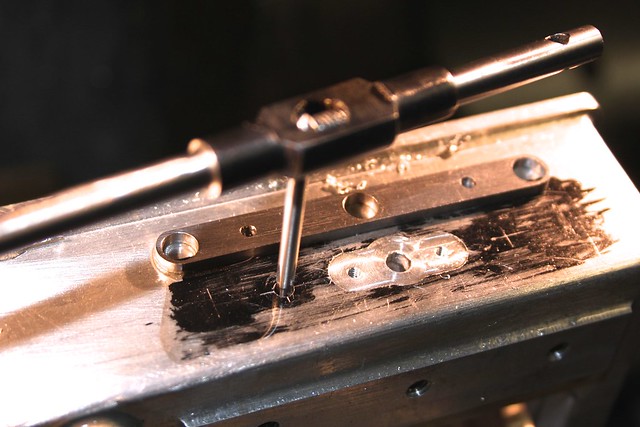
To make sure they all line up, they were drilled and tapered in situ:
with a line on the taper tool to get an accurate depth:
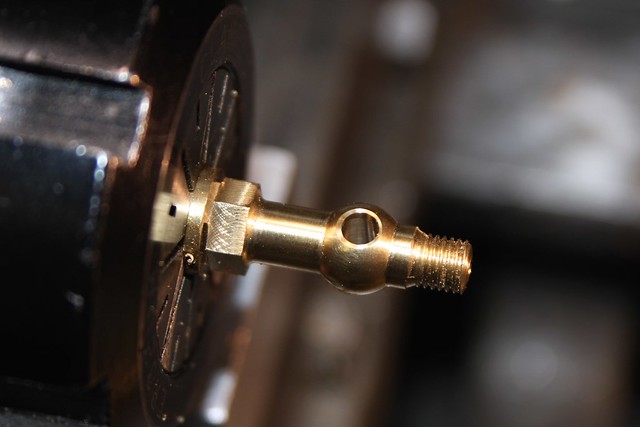
Mucking around with tapers and globes is a sure way to test your accuracy; the reasonably even band of the flat here shows that my hole is pretty well on the center of the globe, which is good

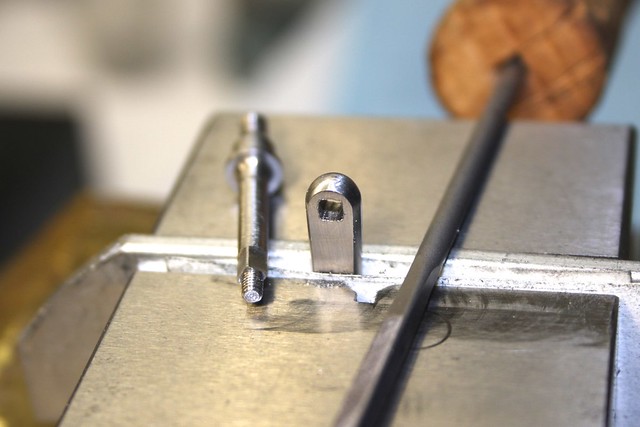
Once again a spindle is matched to each part, and drilled through:
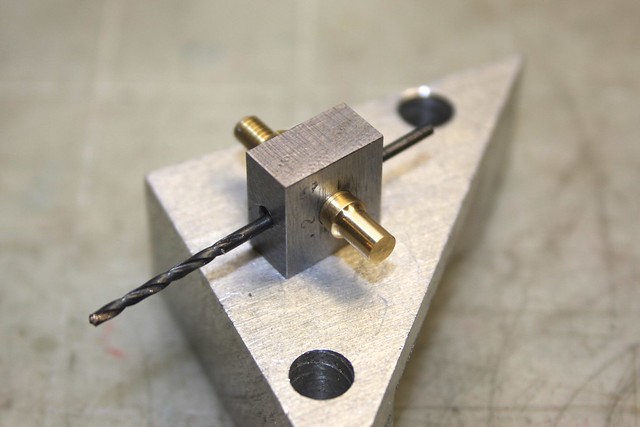
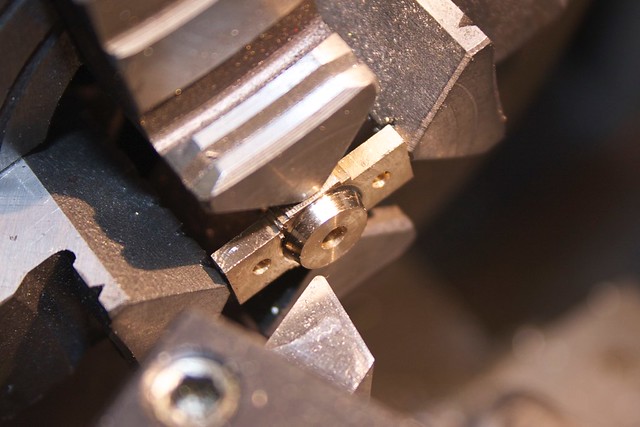
Here's another "do it better the second time" thing. The spindles need various cuts parallel to the drilled hole, and on each end, so I made this little square fixture, with a central hole cut with the tapered D-bit, and a cross hole to pick up the steam passage in the spindle.
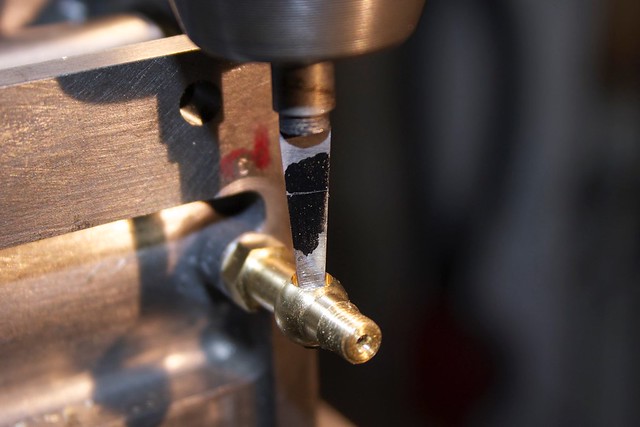
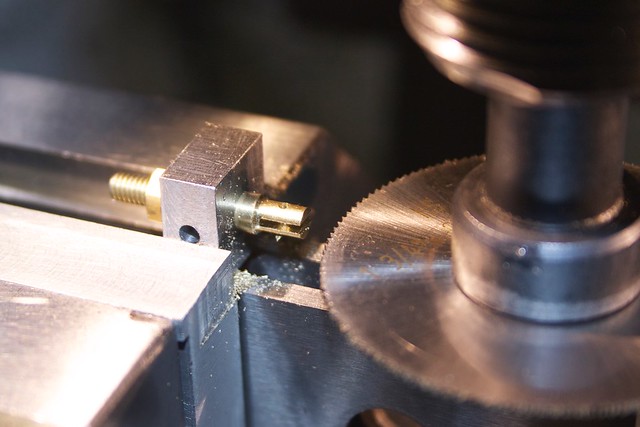
This allowed me to work on one end, then flip it around and work on the other (rather than the end being buried inside a collet). One end gets a cross hole and then a slot with a saw:
and the other a cross hole and some thinning.
A couple of bits of 1/8" SS and things are starting to come together:
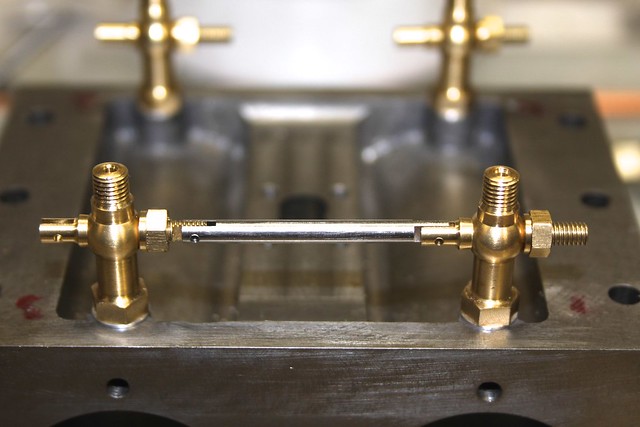
There's a bit of slop in those pin holes, to allow the tapers to move as they are tightened up.
Now to the linkages that open and close the drain cocks.
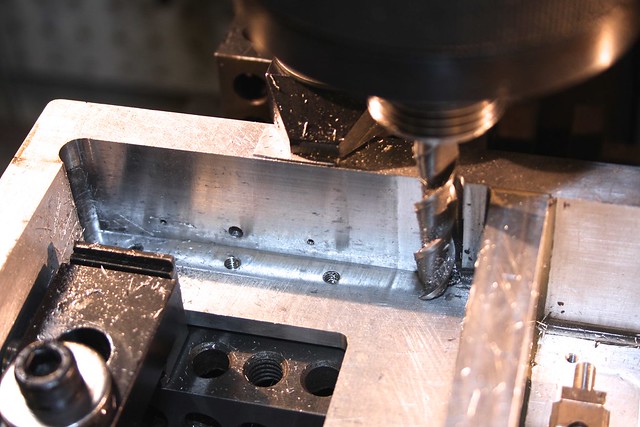
I decided to go for a handle on the outside, riding in a bronze boss, connecting to a parallel linkage on the inside. First, the "frame" for the parallel linkage is a bit of bar with three holes which will have bronze bearings, and two stud holes (lower in photo):
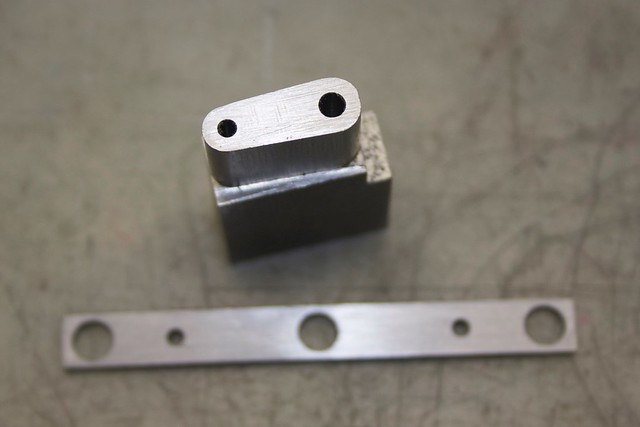
You can also see there a bit of SS tapered and drilled for the "arms" of the parallel motion. I think this was a bit of 304, so a bit of a bear to machine. The thinner slitting saw certainly veered off a bit

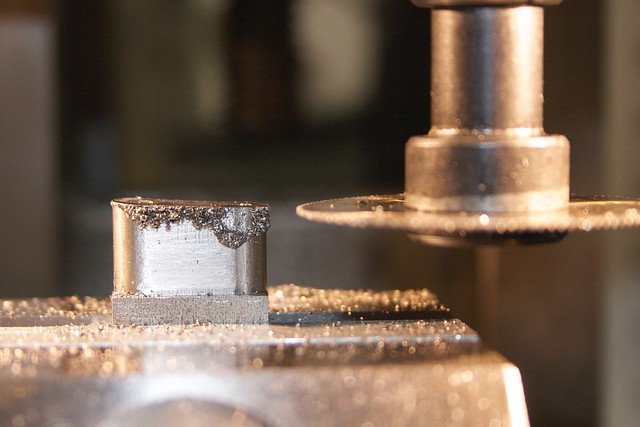
but a thicker blade worked fine:

The small bronze bearings are a simple turning job:
The hole at the big end of those arms was filed square, and some matching squares milled on the rod that transfers through to the handle, and then the two rotating parts at each end:

Here's a family shot which shows the parts better (before filing the holes square); the top bar has a proto part on each end.

A pleasant diversion was the make the bronze boss for the outside, which started as a small bronze offcut, drilled for the spindle and two stud holes, and some filing buttons at the ready:

A bit of bar though the middle hole helps with setup:

and then we can turn a nice bevel on the front:
and after a bit of filing:

I like how it came out


It needs a bit of a recess on the sloping face of the "casting":

and because I can't drill from the inside, I drilled and tapped two through holes which will take screws to hold that "frame" to the inside surface:
Those will get capped off later. The inside need a bit of squaring up, and some clearance for the linkages at the end:
The parts that transfer the torque from the parallel motion to the drain cocks were fiddly little blighters, and had to be remade a couple of times. Working out the order in which things fit together resulting in some rather unconventional nut placement. Here I'm parting off one of those bits:

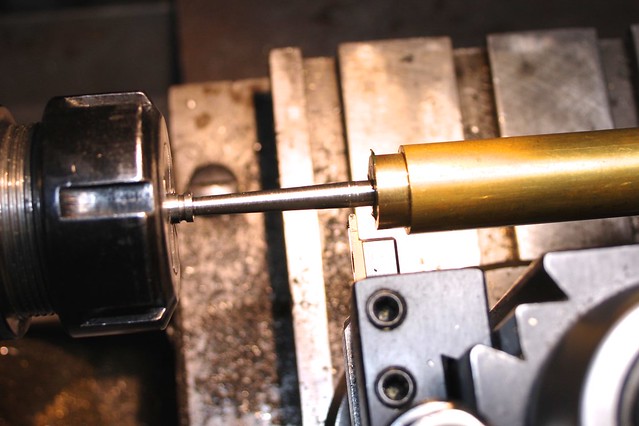
Making handles is always fun! We start with a bit of 303 SS 1/4" bar, and cut a nice taper for the shaft of the handle. This required a bit of 3/4" brass with a center drill hole in the end as a dead center:
After a bit of a polish:

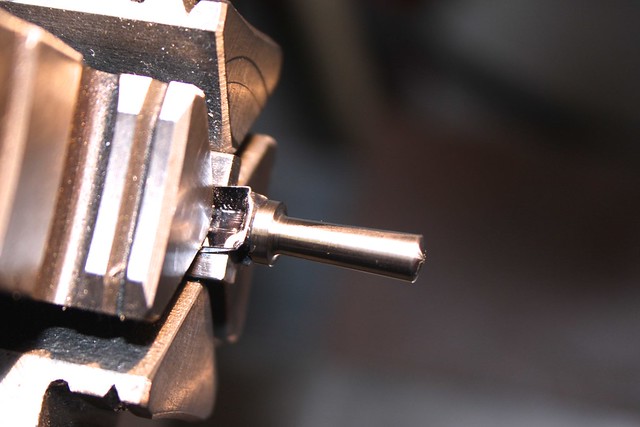
Now we take a bit off each side:

and, while it's centered, drill the hole at the end:

This is then flipped around and held (rather awkwardly) in the 4-jaw so the handle part can be done at the other end:
That hole is then filed square to take the square part of the spindle that passes through the side of the casting:
So here's what it looks like on the outside:
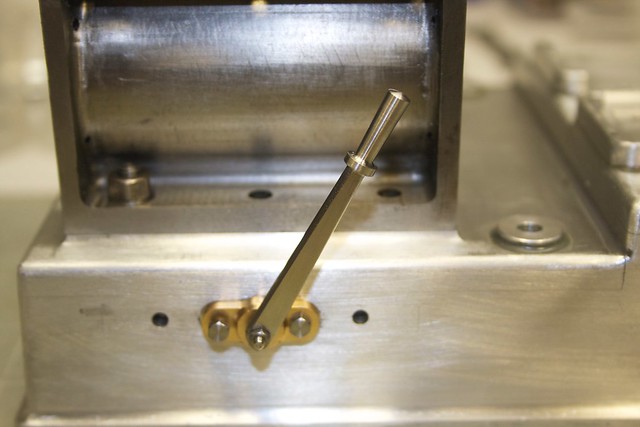
I made sure that the handle travels about 90deg, roughly even on each side, between the open and closed positions. The linkage in the inside is very much not prototypical:
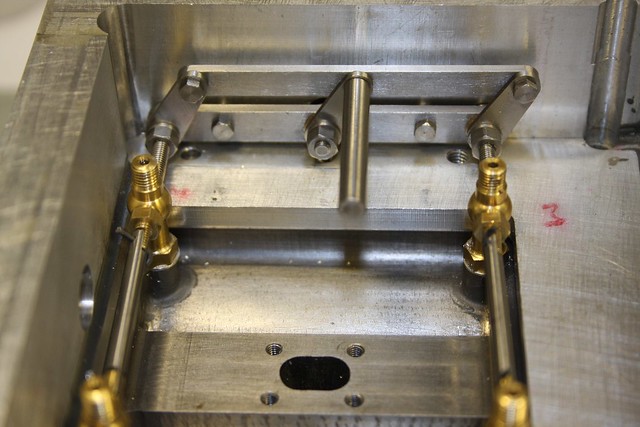
but quite functional. However, it's a bear to assemble! Initially I realized it was unassemblable

, so I had to take a burr to the base casting on the inside to add some clearance necessary to get the parts into place. I must have spent about an hour to get it all together, and the assembly order has to be very specific, but finally managed to persuade all the tiny parts into place.
Here's a short video of the motion:
It feels like it's ages since I've had this engine assembled and running, so after a few remaining odds and ends with this mechanism, I can finally get back on the home stretch, and think about a base and painting.
Thanks, as always, for following along. I hope the next update won't be quite so delayed!
Simon



