Over the years I have tried several methods to make scale I beams. My first try used continuous cast bronze using a standard end mill. The bronze was easy to machine and because it was cast it did not warp after machining. I was not really happy with the look and the cost of bronze went through the roof so I switched to hot rolled steel. I used a tapered bur for the sides after a rough cut was made with an end mill. This worked reasonably well for a short section but a long section had a bunch of tooling marks that would take a lot of work to remove. Hot rolled steel did not warp between machine passes.
My next idea was to forge a section using a set of dies and the oxy-acetylene torch. This worked for a short section so I made a larger die and made a couple of beams. It was a lot of work and a lot of heat and it still required machining the top and bottom flanges to remove the hammer marks.


Here are the three beams end on. The middle one used the tapered bur for the flanges. The forged beam was never completely machined

My next attempt was to use cold rolled steel and an expensive carbide tapered end mill with a ball end. I roughed out the section with an end mill with radius corners because I wanted a smooth transition between the rough cut and tapered flange cuts. I made a fixture to hold two sections for machining. The cold rolled steel has a bad habit of warping and I had to remove the same amount of stock from both sides to control the warping. I had to use a second set of clamps to force the stock back into the fixture when the stock was flipped to the other side. This method worked very well but the ball end of the cutter only lasted for 8 sections of I beam 20 inches long.
Amount of warp on a 20" long rough blank.

Milling beams.

Finished beams and channel.

I made a larger beam by machining the backs of 1 hot rolled channel then silver soldering two back to back. I then machined the flanges down to make a realistic section. This worked fine but it is a larger beam than I need for most of the work I am doing.
The finished beam between two sections of the channel used to make it.

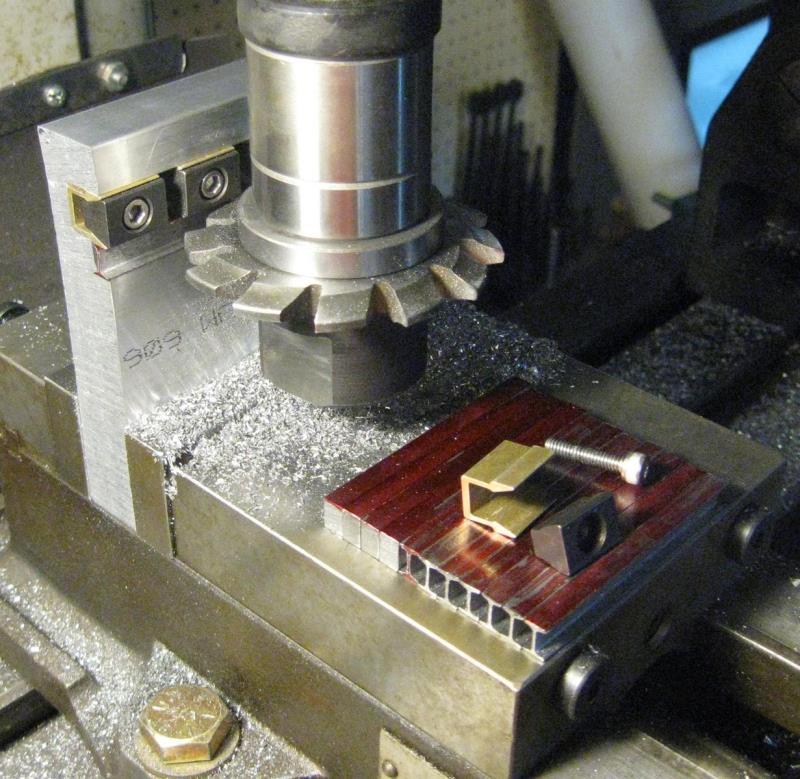
My new method of machining I beam is to use a 14.5
0 pressure angle gear cutter. The #1 cutter is used to cut 135 teeth to a rack. I chose a 10DP cutter because I found a cheep used one. The corner radius is much closer to what is needed. The advantage of this method is a single cutter can be used for the whole operation. Long sections of cold rolled would still need to be forced back into the fixture.
Milling beams with 10DP #1 gear cutter.
Here are the ends of more successful methods. The small one was cut with the gear cutter and the large one is C channel cut down and silver soldered.

Dan



