Hi 'Guys' - (that always includes you Jo BTW

)
Pleased to say the old computer is back up and running with no loss of data. They couldn't explain the 'breakdown' - certainly wasn't a loss of power as the fan was working albeit somewhat faster but they could find no problem internally.

Well I hope this can live up to all your expectations

- I'll do my best

Though the process is simple in itself there are a lot of variables - as mentioned previously varying methods of making laps as well as differing types of abrasive compounds and no doubt individual preferred techniques but it all revolves around one principle and that is introducing an abrasive between two surfaces at least one of which is moving in order to remove material to acheive a better fit and/or improve the finish.
In it's most basic form it's none other than laying a sheet of wet and dry paper on a smooth flat surface such as a surface plate and moving a part over it to reduce it's thickness usually by a minimal amount and that is where lapping becomes a useful skill - to remove minimal amounts of material to acheive varying degrees of fit. This technique was used this afternoon to lap the rotors on the Eta engines to just give that ideal clearance...

800 grit wet and dry used dry in this case. ( the gloves? no not for allergy reasons but to cover up some pretty manky and inky fingers - been anodising this afternoon too and that's when I
should have been wearing them
This method can be used in 'round' form too by wrapping some wet and dry around a mandrel - preferably plastic eg nylon to take out miniscule amounts - something else done this afternoon on a couple of the front bearing housings. Incidentally Jo if you don't want to go to the touble of making a lap this is what I would use for a small cylinder in brass/bronze such as your Crosskill
providing the surface finish as bored is good to begin with - a quick 'polish' using 1200 W&D with paraffin as a lube will provide a very good surface with minimal pressure without affecting the bore consistency. As the piston can be made to fit and is probably best with a very small annular gap it's hardly worth the extra work involved.
We left off last time with a pic of the Bentley cylinder barrels and this is where the difference between lapping and honing was first experienced. Phil - 'pg100' has already alluded to in a very witty and most succinct way the merits of honing v lapping but I'd like to reinforce that with a couple of specific examples - one long ago and the other as recent as the other day (more on that later)
The Bentley design called for cast iron liners but at some 32.0 diameter all I could think of was the cost being turned into piles of swarf.
Exhibiting some of the early parts at a local show I met a well respected local engineer - Don Juler was well known for his prowess in making small racing motorcycles including the engines. I asked him what he thought I could make the liners from - Cast Iron came the instant reply - when I expressed my reluctance on cost he came up with a superb suggestion. You need some used valve guides from one of the local ship repairers - they throw loads away when overhauling engines. And so they did and so did I
This is what's left after making those liners. Centrifically cast and beautifully homogenous - absolutely superb to machine. The three upstanding bits are what the rings are to be made of - ah! but when

The liners were finished at 1mm wall thickness so the bores were done first and the OD's brought true by mounting them on an expanding mandrel - that way no distortion occurred of the thin wall. They were all bored to a plug gauge for consistency

Turned from En1a and polished to a very smooth surface the lower gauge was the go-no go for turning and the top one was made for finishing - by honing - with a three stone cylinder hone. I had asked Don what he thought about Loctiting the liners in but he strongly advised a half thou or so press fit. I don't know what my thinking was behind it at the time but it was certainly flawed you can see here the limit of the fit which does not go the length of the barrell - my first experience of fitting a liner to a barrel it turned out to be a real big mistake

A piece of bar that already had a blind hole in it was pressed into use as a support for the liners and which would also act as a resevoir for the paraffin lubricant. The liners had tape wrapped around them to adapt to the bore....

.... and the whole set up was ready to go

This was the limit set at the top stroke with the lower much the same but dipping in to the paraffin below.

It was quite surprising how long it took to remove the small amount of metal for the gauge to go but the finish it produced was extremely good - very smooth but cross hatched. All the bores were treated so that the gauge would just slip through and they were ready for pressing into the liners. They pressed in lovely but oh dear, oh dearo bloody dear

The gauge would enter the lower bore but would not pass the point of interference fit - 'Golly Gosh' I think I said or was it something very similar.
I reset everything up to take out this aberation with the hone but it quickly became apparent there would be no control so a lap was made which quickly removed the tight area and the bore was restored albeit slightly larger allowing the no-go of the gauge to pass.
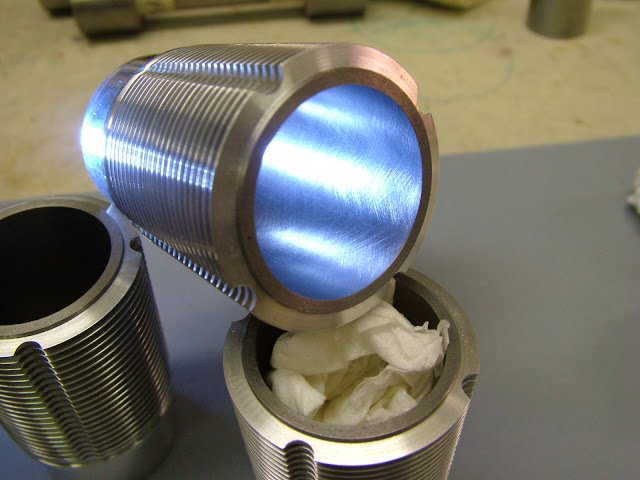
This is the lap - it's never been used since. The liners are two scrap that were out of tolerance

The liners were then honed to reproduce the cross hatching
and normal anxiety levels were quickly resumed
I could see at this early stage that though the hones produce a very good finish they have no ability to true something up that for what ever reason may be well out. The lap on the other hand dealt with it swiftly and brought everything true again in quite short order.
This was the first real experience of the difference between the two and since then laps have been used for all I/C liners. The Waller engine on the other hand was quicly honed to take out the very small ridges left by machining. With an annular gap around the piston and a PTFE impregnated ring the seal is as good as could be wished for - for running on air. As I mentioned before I have bought a bench mounted Delapena hone. Old but serviceable, it didn't cost much but as yet have no tooling - which does - to match the engine bores being made. As lapping appears to give as good a result as I currently require I'm beginning to see that as a bit of a white elephant
Personally I don't feel it's absolutely neccessary to lap a bore on
every occasion eg a small engine run on air or steam unless it's out of true or tapered or the subject requires a piston/liner fit that has to be exceptional good - sized to fit pre- made rings for instance.
Hope that's not too long a post but I was trying to convey how it all began - bear with it - next time we'll get into making laps before dealing with the process itself
.
Regards for now - Ramon



