I was asked by another member to show this on here.
This is NOT a be all and end all posting, but an insight into what I did to get away from flood coolant.
What I eventually ended up with was a unit that worked perfectly for me, and even though I didn't eventually get to finish building ones for all my machines (my private life collapsed around me), this prototype, as shown, is still up and running perfectly, with no airborne mist problems usually associated with this type of unit.
Just a reminder, what I show is how I do things, other people may have other ways to achieve the same results.
So, away we go.
########################################################################
I have been using flood coolant for many years, but since my new machines were installed, I have only ever used it on my mill, never on the lathe. This project, if it works, will get me away from flood coolant altogether, and I will make a spraymist unit for the four machines that require it, lathe, mill, surface grinder and power hacksaw.
Having read both good and bad reports about spraymist, I have decided that good far outweighs the bad, and with a little redesign of a cheapo unit, I should be able to eliminate some of the bad faults.
I think the main complaint is that the mist gets airborne, and soon fills up the shop. I hope to get my systems using very small quantities of air and only tiny amounts of coolant. To such an extent, it will be a total loss system, just a quick wipe up in the area you are working in after you have finished.
Please remember, this is experimentation on my part, and really the results won't be known for a fair while, as I play about with different size and design of nozzle. But what I will be doing first off, should get me a basic working system.
Over the last few months, I have been gathering together all the bits to make the required number (and some). The main parts are the Locline type type coolant pipes. They can be as cheap or as expensive as you want to make them, but I have found that, the really cheap stuff is just that, and only really suitable for fitting into a fixed position, like on the power hacksaw.

Earlier this year a friend brought me a unit back from the US, a nice cheapo job from LMS.
http://littlemachineshop.com/products/product_view.php?ProductID=2725&category=Cheap and cheerful, and I suppose it must work, otherwise they wouldn't be for sale.
The main problem that I can recognise instantly is the way the nozzle works, and it is this area that I will concentrate my main effort on.
It works on the venturi principle, where air is speeded up as it goes past the pipe end, and when it hits the larger opening of atmosphere, the pressure drops (lower pressure than surrounding air, it could be described as a partial vacuum, if such a thing existed) and the coolant is sucked up the pipe and mixed with the jet of air. Hence it is spraying a mist of coolant.
I will be attempting to reduce the amount of coolant flowing and trying to get a more efficient venturi effect.
There is no coolant loose in the Locline at all, that is reserved for pressurised air, the small tube you see actually runs all the way back to the coolant tank.

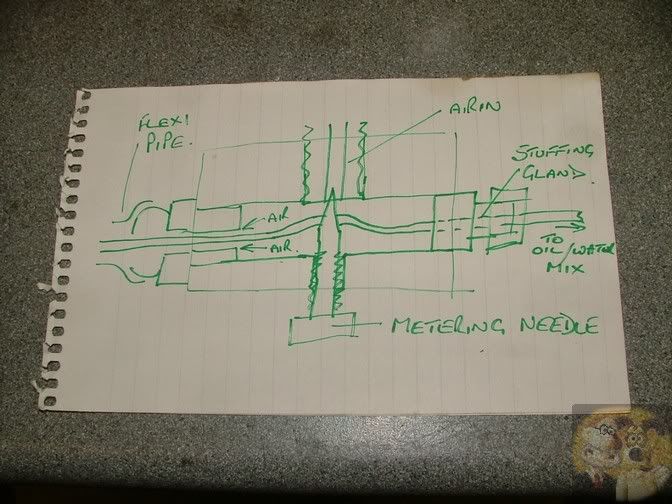
I scribbled up a bit of a design for a more efficient nozzle, and this will evolve as it is made.
This is a rough sketch of the commercial unit air block, with a slight addition of my own of the stuffing gland, to assist in stopping air leakage, and also hold the inner pipe so that it cannot be pulled out easily.
So now to get on my way. I will be using the pipe on the left, and as you can see, the orange nozzle has already been discarded, I will be making my own up to fit.
Because there is actually no loose liquid inside the big tube, I am hoping that friction or Loctited joints will be satisfactory, plus I am expecting to use very low pressure and volumes of air, maybe around 20 to 30 psi, and micro litres in volume.

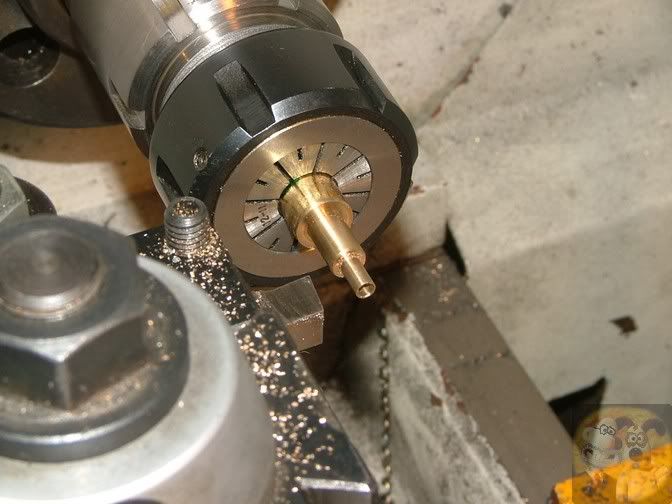
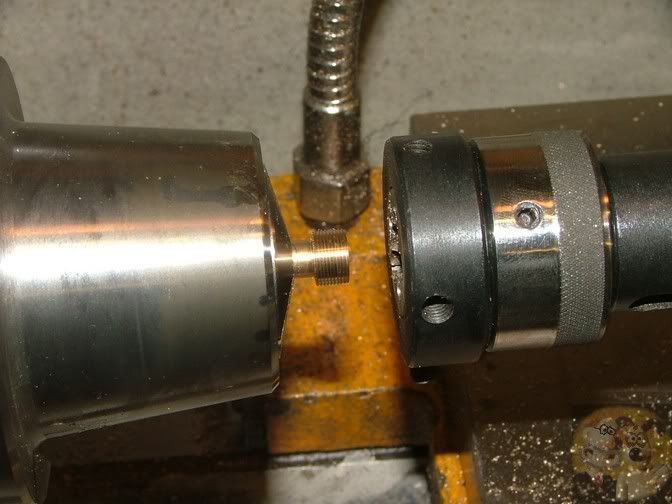
The piece of brass was mounted up in the lathe and the end shaped up.
I will just explain what the bits are for.
The hole in the end goes all the way thru the nozzle, and is a very tight fit for the small pipe. The pipe will be forced up the end by say 1/2" and loctited in. The middle diameter is a friction fit into the end of the outer plastic tube.
I now need to drill air transfer ports to get the pressurised air from this side to the other.
This shows how it fits into the end of the Locline.

Set in the RT, I carefully drilled down on the land between the medium spigot and the small one. I drilled 6 off by 1mm holes. I am not worried that they stay straight, as long as they reach the other end without breaking into the central hole or the outside of the central spigot.

The six transfer holes drilled, no breakouts but they were a bit higgledy-piggledy on the other side. No concerns over that, the holes are thru and that is all that matters.

The other end of the nozzle was cleaned up ready to accept a fine bore tube.
The ones shown here are actually tungsten tubes off a spark eroding machine, the big one just behind the nozzle is about 2mm diameter with a 1mm hole up the centre. I will be starting off with a fairly small one, and experimenting with larger ones if I can't get the flow I require.
Once things work out just fine, I can turn the whole nozzles up out of brass, and drill the correct hole in the middle.

This bit might be a little more interesting, because it shows how to make a most underrated tool, the lowly D-bit.
Just to explain a little, a venturi nozzle can be very difficult to design and make, because there are so many variables, and I couldn't even start to be anything but a total novice in the design of one. But there are a couple of basic figures that I know will give me a design that works. These are shown in the C-o-C.
I will be chopping off the front cone part, and it should work well enough to give me a usable spray nozzle.
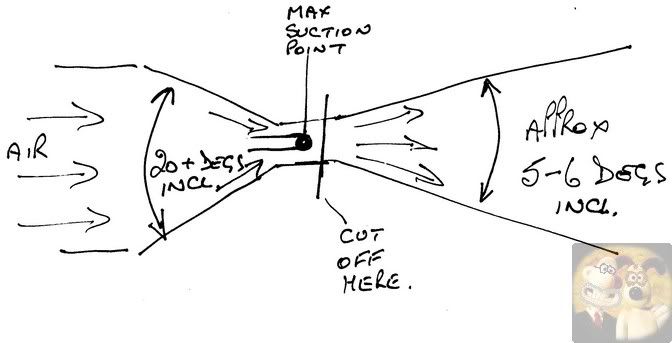
I want to make the back cone, and at this time I will make it adjustable, so I can find the optimum position for the inner nozzle itself.
But how to cut an internal taper as small as I want it? A boring bar is out of the question as it would have to be so fine, it would be almost guaranteed to break. I could get a reamer made to the angle I want, but it would cost lots of pennies. The answer is a D-bit, and if well made, is just as accurate as a commercially made reamer.
I am going to show you how I make one to continue with this job.
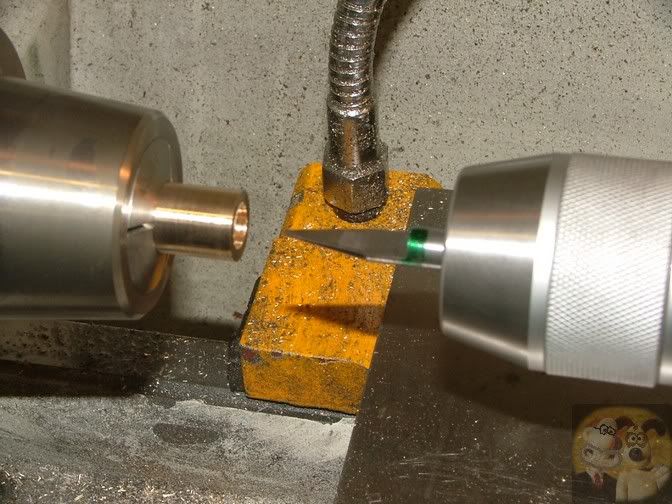
Mounted up a piece of silver steel (drill rod), and faced off the end.

Kicked the topslide (compound) over by half the angle required, in this case 11 degrees.

Then using the topslide, the taper was being cut.

The taper was finished when the small end was at about 2mm. I will be drilling a 3mm hole thru the nozzle material, so this D-bit will not require a cutting edge putting onto the very end.

The machining marks were gently removed with fine emery.

The bar was accurately measured up (this was 3/8" or 0.375"). Then it was divided by 2 and the figure rounded up. It was at this stage I changed my normal making practice. I would harden at this stage and grind the end down on my surface grinder. But because most people don't own such a machine, I am going to do it the normal way.

Mounted up perfectly level in the milling vice, the bar is reduced down by not quite half it's diameter. One or two thou larger is ideal.

Mine measured up when finished at 0.1885", one thou over half size.

This is what it looked like close up. The machining marks are only tenths of a thou deep, so no worries over those. I would forget about deburring, as you can easily take too much off the edges and prevent it being sharpened.

It was now time to get things warmed up and hardened.
Just the part that was machined was heated up to cherry red, and held there for a minute or two, then it was quickly quenched in water.
This should make the tool as hard as glass. I don't bother tempering the tool, that is just a personal thing.

The machined face is then gently smoothed down on a smooth oiled stone until the machine marks are gone. You should end up with edges as sharp as a razor.

You tend to hoard the good and more useful ones that you make. Just in case.

So that is the D-bit made.
I have almost done the inside bit, but before going any further the outside nozzle needs to be made.
So a bit of brass bar about 2" long was chucked up. A 3mm hole was drilled to a depth of about 40mm, then it was followed down by a 10.5mm hole to a depth of 12.5mm.

Time to break out the D-bit I made, in the hope that it works (not really, if you make them to the basic dimensions I have shown, they are almost guaranteed to get the job done)
I had marked it up so that it would penetrate to about 35mm. The lathe was set to it's slowest speed of 65 RPM.
It is then a matter of pecking into the hole and clearing very often. As you can see, it is doing a lovely job of scraping the shape out of the inside. As I have said before, if you can make a good one, they can be used instead of a reamer. But that 1 or 2 thou thicker than centre and razor sharp edges are critical.

To allow me to get super fine adjustment for the nozzle, I threaded the inside bit with 7/16ths by 40 TPI. This is the same pitch as an imperial micrometer uses, so one full turn of the nozzle will move it backwards or forwards by 0.025" (0.62mm).

The nozzle was turned around in the chuck, and the end faced away until there was 3mm straight portion left of the previously drilled 3mm hole. After that it started to open out into the taper I had cut with the D-bit.
The topslide was then set over by 11 degrees, the same as the internal taper.

This shot from the top is when I was cutting the outside taper using the topslide.

This is what it ended up like, a 3mm straight bit at the nose and then the taper. This should be the same as the profile on the inside.
I did a little more work on the outside, but nothing that really deserves a mention.

So now onto the other bit of the nozzle. The end was faced up and an external thread the same as the other was cut onto it.
The two mating parts. Now I just need to get the tube into the inside bit.

The inside part was tapped out, and to cut a long story short, the bit of brass was drilled thru with the same diameter as the tube and a thread cut to match the small thread just cut was put onto it.

After Loctiting the tube into the holder, the assembly was screwed into the inside part. If necessary, different sizes of tube with their holder can be made up and screwed into position.

The business end of the nozzle.
Do ya feel lucky, punk!!

This is how it will fit onto the Locline.
By doing it this way, I have about 10mm adjustment of the outer nozzle in relation to the inner one.

You might think I am going to a lot of trouble making this nozzle.
By doing it this way, with adjustments to the critical positions and sizes, I should be able to find the ideal settings that I want, and be able to replicate an easier made nozzle for the four units I require. Plus I should also be able to do a sketch so that people can make their own if they want. So all this work will not be wasted, it is called R&D.
As usual I did a quickie sketch to remind me what I want to end up with and also a few dimensions if I need it. I had already prepared a little block of ali.
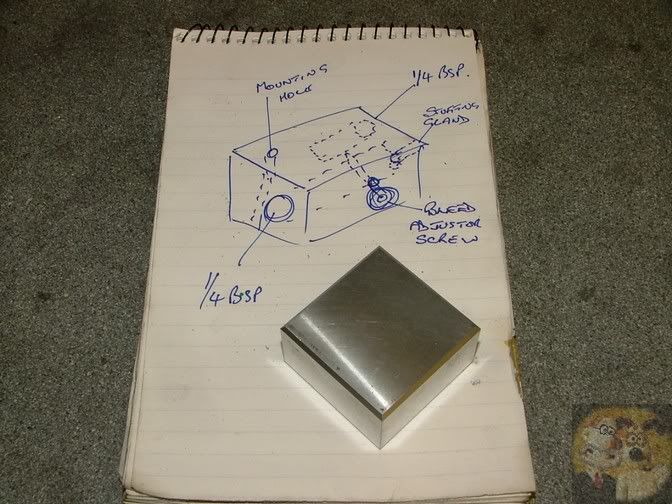
The holes that were required were drilled and if needed tapped.
This pic shows what the assembled unit will look like. I have still to make the stuffing gland to seal where the little pipe comes out of the back, and the metering needle to control the air flow.

#####################################################################
I know that this is a sudden end to the post, but to follow on.
I finished the unit off to what my sketches showed, and the air pressure was set so that fluid was only just being lifted from the tank (you can see the fluid moving through the pipe), then the nozzle was adjusted back/fwds to give a very small misting effect.
I set it up by spraying onto my thumbnail, until I saw just a tiny amount of coolant oil on there. It was then a matter of balancing out slightly the air pressure and nozzle position until that whenever the unit was turned on, the same misting quality was there each time.
I found that by pointing this at the cutting area, the chips were softly blown away and there was a very fine film of oil on the cutting tip/job. The tool tip, and job, remained cool to the touch, because of the small jet of air.
No airborne mist was seen, even after an hours use, and only a tiny amount of fluid to be wiped away off the bed with a cloth.
In fact, the nearly full, one pint bottle of fluid, used every time there was some cutting needing coolant, lasted for nearly a year.
So, as built, a perfect result for me.
My personal view, of people who put these units down because of heavy misting in their shops, is that they are not adjusted correctly, and if time is taken, they can certainly take the place of flood coolant in almost all situations.
I hope that this bit of writing and pictures may give someone the inspiration to have a go at making something like this.
John



