If you do not see the photos in this build log I suggest you look here:
https://modelengineeringwebsite.com/Corliss_engine_build.htmlWell here I am at the start of a new build. I had planned to do a Hoglet after the Kiwi but was having difficulties (until Jason pointed me in the right direction) getting the original back-issues for the Hoglet.
In the meantime the MEM Corliss made its appearance and I sort of fancied doing it. The Hoglet plans have arrived but I am still going to do the Corliss as it's a new challenge. I have never built steam models and most of the terminology of the parts are still new to me.
Late last week I managed to get hold of a slice of mild steel for the flywheel.
I was not going to start something and then find out I can't get hold of the material for the flywheel. It's 200mm diameter and 50mm long. It cost me 74 Euro and that includes the cutting of the slice (45 Euro). The cutting was more expensive than the material!! I guess beggars are not choosers.
I started work on the flywheel a couple of days ago but did not want to post anything until I made sure I could mount it to the lathe and and I could reach all machining areas.
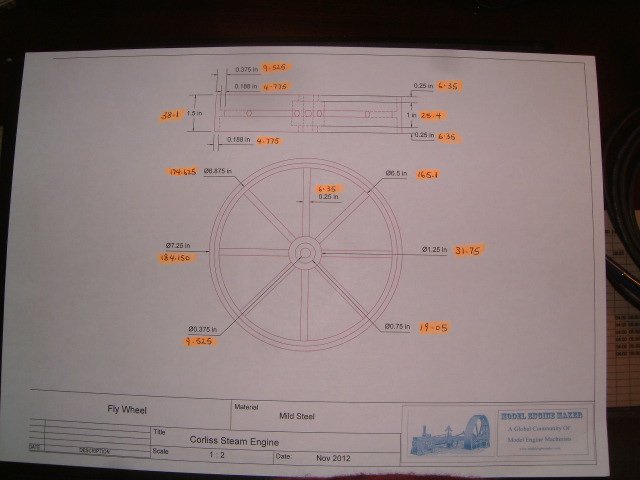
I am going to go Metric but will be using direct conversions (1"=25.4mm). The clearance holes and tapped holes will be Metric. So first thing I did was print the flywheel pdf and convert all dimensions to Metric.
Blued up the best face of the material and using a divider marked the flywheel with spokes so that I could see where I could drill the mounting holes.

I decided that it would be a good idea to face off the other side before. So I clamped it to the mill table and put a 20mm endmill in the collet to start milling that face. That's when the first problem cropped up. I do not have enough Y axis travel to reach all parts. This flywheel is going to stretch the capabilities of my poor chinese 3-in-1 lathe and X3 mill. I remembered I had a flycutter which I very rarely use because I never get a nice finish. I tried it and I could reach the top and bottom of the face. I was not worried about the finish because I would still be machining this same face on the lathe.
Flycutting finished

and the four mounting holes marked

and drilled with a deep counterbore for the allen head bolts.

This morning I bolted the flywheel material to the faceplate and managed (that was heavy) to fit it to the lathe. Experimented with various toolpost configurations to get it as close a possible to the face. Set the lathe to its slowest speed (160 RPM) but was having some doubts if this is slow enough for this diameter. Looked it up and I got an RPM of about 50 if using HSS tools. Good thing I am going to use carbide tools for hogging it down to size.
Made a first cut on the OD to see if I had enough reach

and the face with a different tool configuration.

At least now I am satisfied that I could reach (just) all areas. Now to start hogging the thing and hopefully the lathe spindle bearings won't give up the ghost (keeping my fingers crossed). Thankfully the material is nice to machine.
Vince



