Another transfer post
###########################################################################
The first job required is to increase the size of the head on the blank arbor, of which I always have a few in stock, so these two need to be joined together.
BTW,I will be using the 5C to 3MT adapter I made in one of my other transfer posts to make this piece of tooling.
The big bit is a piece of unknown steel from the scrap box.

It soon cleaned up fairly easily across the face, so I am in luck
The next job was to gather together a selection of growing sized drills to get me to very close to the required size.

Soon done.

Then came the boring out. Which caused a bit of a problem.
Having loaned out my imperial internal mike in the size I needed (it always happens), I had no easy way to measure the bore to give me the 0.001" interference fit. So I used the next best thing, my clock vernier. Unfortunately, I ended up at exact size, rather than undersized as I wanted.
I really do need to get rid of those internal measuring tips, they just cannot give an accurate enough reading for bores.

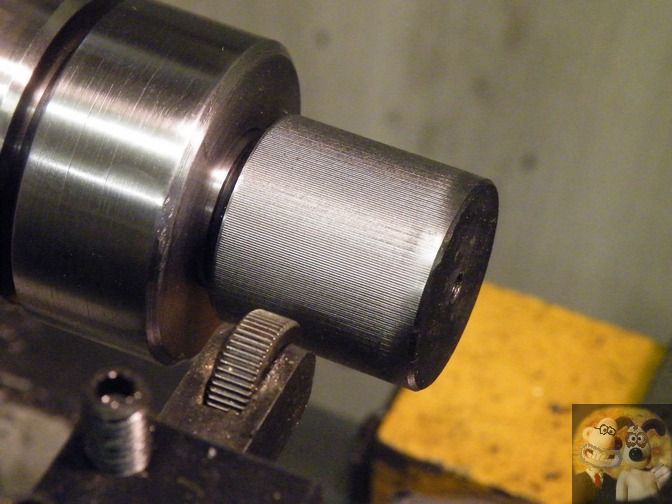
Not to be deterred, a very light touch on with a straight knurl should do the trick.

As you can see, it really was just a light touch on, but enough to swell the blank end to give a couple of thou interferance.
A real good belting with a 2lb hammer persuaded them to stay forever locked together.

After giving the front and side faces a clean up, a 1/4" hole was drilled into the end, about an inch deep.
I am not expecting to use this tool for drilling holes any larger than that, just holes on centre for fitting roll pins, rivets or whatever.

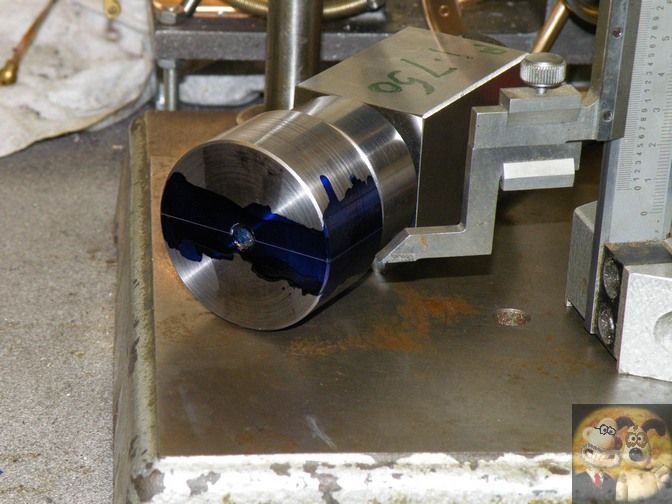
Because the new head is larger than the size of the 5c collet block, I had to resort to fitting a parallel under the block to allow me to scribe a line around the centre of the head.
So this shows the calcs I used to get the centre height to set on my height gauge.

The lines were scribed.
The whole lot was then turned thru 180 degrees and the line position double checked, spot on.

I could have just mounted the block truly vertical, found centre with my coax indicator and cut the V with a 90 degree V cutter I have in my possession, but that wouldn't show anyone how to do the job with just a large milling cutter.
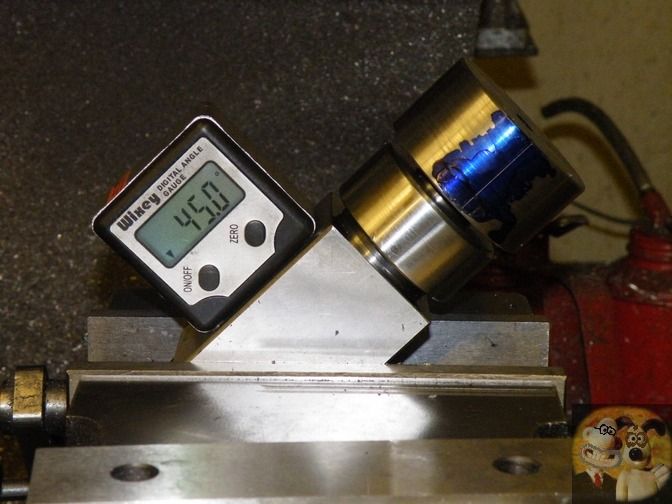
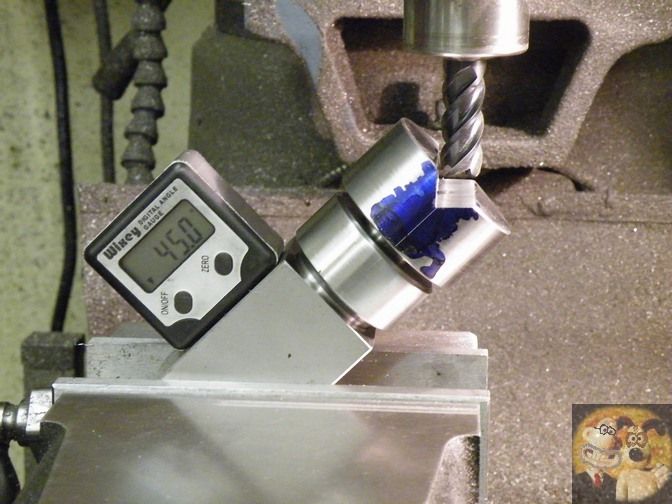
The 5c block needs to be set in the vice at 45 degrees, so you would have to find your own way to do that. I set up two precision angle blocks to give me the correct angle, then used those to check that my little Wixey digtal angle finder was accurate enough, it was spot on.

So the block was set up in the vice.
I am using a 16mm end mill for this job, you would use whatever you have for whatever depth of V that is required.
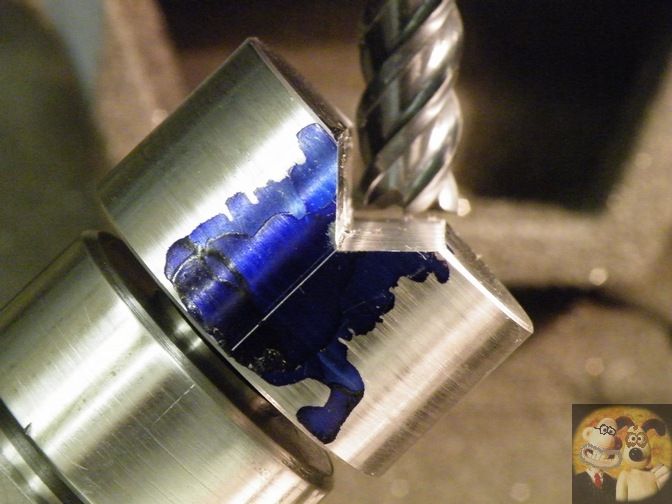
I just fed in a combination of down and across to get me to the stage shown.

What I am looking to do is to split the scribed line with the corner of the milled cut, so when coming down, and very nearly there, I just double checked that the angle hadn't moved.
It was OK, but if it had moved, you would retract the cutter some, and gently get the angle back to correct, then bring the cutter back into play with only very fine cuts.
As far as I am concerned, this is spot on, or near enough, to within a couple of thou of being perfectly centred. I have 'split the line'.
Plenty good enough for what this tool is designed for.
After a quick deburr and clean up, it is ready for use.
The ones you can buy are fitted with a clamp plate for holding the round bar in position, if you wanted to fit one, then fine, I am quite happy to use it as it is. So no need for the safety nannies to jump on my back

I am showing here the bar being held from the wrong side. Normally you would fit your drill bit into the lathe chuck, hold the bar in position with your left hand, in fact, I would have the bar nearly vertical, and move the bar and tool towards the drill in the chuck with the tailstock feed handle.

Not everyone will want to make one of these, but I hope to give enough tips to make these posts a worthwhile read.
John



