I recently put together a PMR Boiler Feed Pump Kit (BFP-1C), so thought I'd document my experience here. I don't have photos for every step, but rather will try to talk about the areas where I had issues.
Here are the bits after some amount of work:

I've already drilled and separated out two links, and the holes on the handle. The piston has also been drilled and slotted at the end with a slitting saw, and the feet of the main casting have been machined.
First word of caution: the depth of the slot in the piston was to spec, but after assembly, the handle moves back far enough that the piston pulls out of the O-ring in the bore. This movement is limited by the depth of the slot in the piston, so it would be better to leave that slot under depth, and perhaps use a file to deepen it where it contacts the handle after some trial assembly.
Second word of caution: after assembly, the links tilt down down when the handle is at a "resting" angle, which seems a bit unsightly. Making the holes in the handle slightly closer together would improve the look slightly, I think.
Other item of note: the main body casting looks a little different from the plans. The radius of the feed is smaller, and the feet and underbody of the casting are not one surface as on the plans, so I only cleaned off enough to get the feet level. This seems to be correct, leaving enough height on the part.
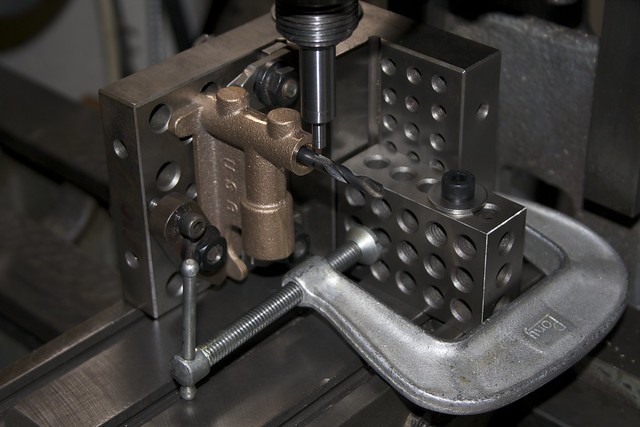
I started the main body machining with the vertical column. It's clamped down, and using an indicator around the top, we find a center for the column. The two halves of the casting were slightly misaligned, so there's some guesswork here:

Various diameter holes are drilled to specified depths; these form the two valves seats, one above the inlet port, and one just below the outlet.

The plans have a note about flat seats giving a better seal, so for the lower (deeper) seat, I ground an old 5/32" drill bit (the size of the hole) into a simple boring tool that would remove enough of the 118? angle from the drill:

The upper seat could be cleaned up with an end mill:

Here's the upper seat after machining:

The last operation here is 7/16-20 threading for the top sealing screw, which I did with a plug followed by a bottoming tap.
I cut the two ports next, fixing the part to an angle plate to do so, in such a way that I could just flip the plate over to do the piston bore later. Here I'm using an edge finder on a drill bit to locate the center of the part:
Those parts are then drilled through to the bore, drilled tapping size, and tapped. I used 5/16" BSB (not a taper thread, which I hope I don't regret later). Here I'm using my new tap guide in the drill chuck:

If you got the depths of the valves seats right, those port holes don't interfere with the valves seats done earlier. I seem to have managed OK here

Now the angle plate is flipped over to drill the main bore:

Several lessons learned here

First, I should have put some card between the slippery bronze and the angle plate, to avoid slippage. I had several "grabby drilling" incidents, and it was hard to tell whether the part had moved. At one point I re-did the setup, using a drill bit in the existing hole to re-align the part. Losing your initial setup is annoying!
Second, I should have been more careful to stone the drill bits to avoid grabbing (taking a small stone and just removing the rake on the cutting edges of the drill bit; I think only a tiny amount is needed?).
Finally, on the upper threaded portion, the plans call for drilling 33/64" for the 9/16" tap. Not having a drill that size, I used a boring tool, but stupidly went about 4 thou oversize on the diameter. That left me with less thread engagement than I would have liked. I think I could have just drilled 1/2" and tapped from there. Not having an internal threading tool, I also used taps here too.
Here's the resulting poorly formed thread:

The cap screw was a simple turning job using the hex bar supplied, though I use a threaded mandrel to finish off the top side:

The piston gland was a bit more...interesting. The various diameters were turned, then the bore was drilled and reamed 3/8" (to match the accurate 3/8" SS piston supplied). However, the piston was a very tight fit, so it seems my reamer is undersize. Some amount of lapping with TimeSaver compound ensued, with the lathe on slow speed holding the spindle, and working the part along it with lapping compound until it was a good fit.
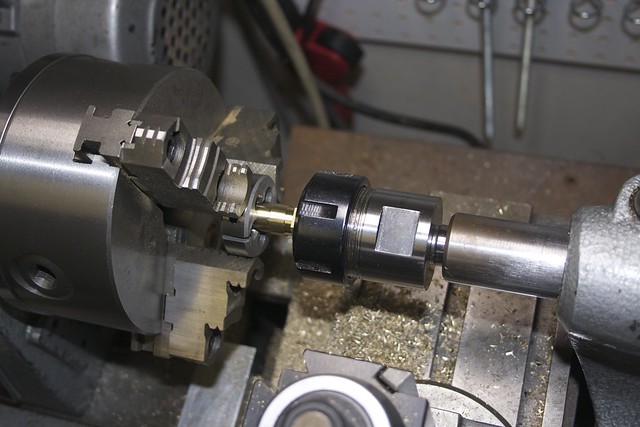
The next challenge was to cut the 9/16-18 external thread. In hindsight I should have bitten the bullet and done this with a threading tool, but I'd ordered a die, so felt obliged to use it (and risk bad alignment!)

The die was too big for any holders I had, so I ended up holding it in the lathe chuck and holding the part in a ER32 collet in the tailstock, which worked pretty well (turning the chuck by hand, of course).
Well, either the drill wandered when drilling the bore, or the threads were a bit out of whack, because after first assembly, the piston hit the inside of the bore at certain angles of the gland nut. So there was some fiddling to correct that.
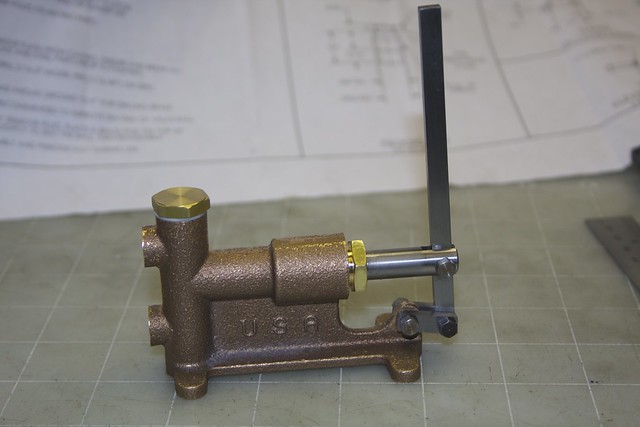
After assembly:
As recommended in the plans, I tapped the bearings down onto their seats lightly with a brass bar to improve the seal.
From the assembly photo you'll notice that I didn't use the supplied rivets and cotter pins on the handle and links. The plans call for 5/64" holes in the links and handle, and the rivets are under 1/8", which seems like it would make the linkage very loosey-goosey. That doesn't seem necessary for good operation of the pump, unless the handle alignment is way off from the bore? So I used some 5BA bolts, and drilled/reamed all the holes 1/8". I should really make some bolts with long enough unthreaded shafts so the links are not wearing on the thread, and use lock nuts if I decide to go this route.
So, not the most beautiful build, but I tested it and it does pump water!
Simon



